混粉电火花加工Ti-6Al-4V钛合金表面强化研究
2018-03-21 05:48林本刚
机械设计与制造 2018年3期
赵 林,李 丽,刘 云,林本刚
(山东理工大学 机械工程学院,山东 淄博 255049)
1 引言
Ti-6Al-4V钛合金是一种双相合金,在航空、航天、医疗器械、舰船等领域得到广泛应用[1]。钛合金具有良好的综合性能,如密度小、比强度高、高温变形性好、耐腐蚀性能好等[2-3],创造了巨大的经济效益,在经济发展和国防中占有重要的地位和作用。但同时钛合金又存在着硬度低、耐磨性差、导热性能差等问题[4],属于难加工材料。若采用传统机械加工,加工过程中热量不易散发,加工时易造成局部温度上升快,刀具温度急剧上升,刀尖的磨损比较严重,为解决上述所出现的问题采用电火花加工[5]。电火花加工是靠工件电极和工具电极之间的热蚀除去除工件材料的,且工件电极和工具电极之间没有直接接触,没有宏观力的产生,故对难加工材料可以选择电火花的加工方式。但电火花加工伴随着加热、熔化、气化、凝固等一系列过程,会在工件表面产生一种“白层”,且表面较粗糙,会有显微裂纹[6]。电火花加工后的表面很难满足生产应用中的精度要求,针对上述问题提出了混粉电火花加工技术。
混粉电火花加工技术是在普通电火花加工的工作液介质中加入导电或半导电微细粉末,如铝、硅[7]等悬浮在两极间隙间,来改变电火花加工时的放电状态,从而达到提高电火花加工效率,使表面质量得到提高,表面粗糙度值降低的目的。正是由于钛合金存在硬度低、耐磨性差、导热性能差等缺点,所以采用混粉电火花加工技术来达到表面改性的目的。文献[8]中在电火花加工液中加入添加一定量的Si、Al等微细粉末,使得加工精度得到了提高,表面粗糙度降低,达到类似镜面的效果。文献[9]考虑到电火花加工过程中的工作液流动,发现一个薄电极和一个旋转圆盘电极是在工作液中是最好的形状。文献[10]在常规电火花加工的条件下,使用Si粉悬浮在工作液中,提高了抛光工艺性能,特别是当Si粉的浓度为2g/ml时表面质量变好,加工效率提高。试验在DM71系列精密电火花成型机床上进行混粉电火花试验,使混粉粉末在搅拌器的作用下均匀的悬浮在工作液介质中,以石墨为工具电极,以Si粉为混粉粉末,研究TC4钛合金材料的强化层的性能。
2 试验
试验是在普通电火花加工TC4材料的基础上,在煤油工作液中混入12g/L的Si粉,为防止Si粉不能均匀的溶于工作液中,在工作台上安装恒温磁力搅拌器对工作液进行搅拌。分析Si粉的加入对加工表面的磨损率、表面质量的影响。加工试验参数,如表1所示。
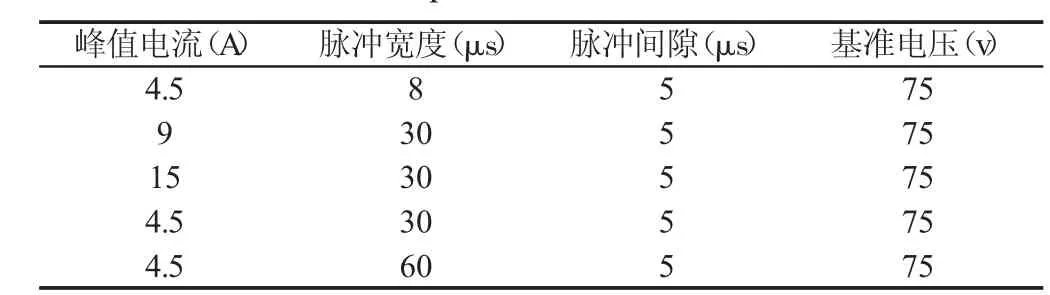
表1 加工试验参数Tab.1 Experimental Parameters
试验材料为Ti-6Al-4V 钛合金,尺寸大小为(10×10×4)mm。石墨作为工具电极,尺寸大小为Φ16mm×150mm。试验材料的热学物理常数,如表2所示。

表2 试验材料的物理参数Tab.2 Physical Parameters of the Test Materials
利用TR200手持式粗糙度仪对传统电火花加工和混粉电火花加工的表面进行粗糙度的测量;利用Sirion200型扫描电子显微镜对工件的表面和断面进行微观形貌的观察;用D8 Advance型多晶X射线衍射仪进行物相分析。
摩擦磨损试验是在MMU-10G型摩擦磨损试验机上进行,试验所用材料是Ti-6Al-4V钛合金,工件尺寸设置为Φ45mm,厚度为5mm的圆柱体,对磨材料是45#钢,直径为30mm。设置试验力为100N,转速为150r/min。分别对基体材料,普通电火花加工材料及混粉电火花加工材料表面进行摩擦磨损实验,试验机均旋转1500转,其他电参数均相同。
3 试验结果与分析
3.1 表面粗糙度
电火花加工表面是无数凹坑和凸起组成的,表面粗糙度是指加工表面的微观形貌,放电凹坑的大小与工件表面粗糙度有直接关系。从图1中可以看出随着峰值电流和脉冲宽度的增大,混粉电火花加工和普通电火花加工表面粗糙度值都会增大。这是因为峰值电流的增大或脉冲宽度的增大都会引起单次脉冲放电能量的增大,从而表面形成的放电蚀坑大而深,导致表面粗糙度变大。观察图1中两图发现在电参数相同的条件下,普通电火花加工表面的粗糙度要比混粉电火花加工表面的粗糙度要高。这是由于混粉工作液使得火花放电间隙增大,放电点的分布趋于均匀;使得放电通道变粗,放电蚀坑变的大而浅。
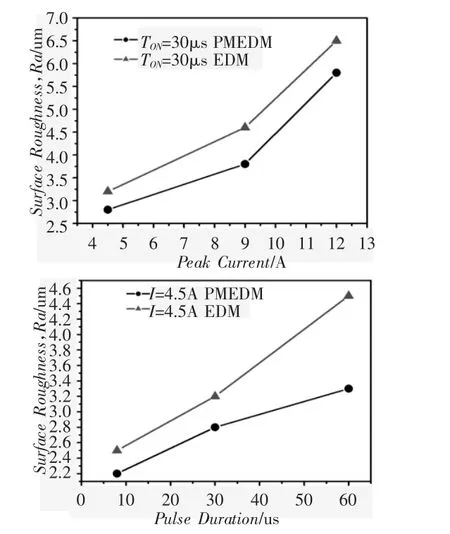
图1 表面粗糙度与峰值电流和脉冲宽度之间的关系Fig.1 The Relationship Between Surface Roughness and Peak Current and Pulse Width
3.2 强化层表面形貌分析
以混粉电火花加工后得到的强化层表面的微观组织形貌,如图2所示。图2(a)、图2(b)是在其他电参数相同,峰值电流不同的情况下拍摄的两组照片,对比图2(a)、图2(b)可观察到随着峰值电流的增大表面质量越好,图2(a)中的强化层不均匀,且出现一些微小气孔,这是由于电火花加工过程中骤冷骤热使气体来不及析出而形成的。但观察图2(c)图发现图中大部分区域都处于熔融的状态,在工作液的作用下出现骤冷骤热的现象使得熔融层出现裂纹,且翻边现象比较严重,表面质量变差;图2(d)、图2(e)、图2(f)是在其他电参数相同,脉冲宽度不同的情况下拍摄的三组图片,对比图2(d)、图2(e)可发现随着脉冲宽度的增大强化层的致密性较好,这是由于脉冲宽度越大,火花放电时间越长,脉冲放电能量增大,放电通道半径增大,能量分布较均匀。但是随着脉冲宽度的继续增大,如图2(f)所示。气孔比较多,加工表面的性能就会受到影响。


图2 不同工艺参数下Ti-6Al-4V钛合金强化层的微观组织形貌Fig.2 Microstructure of Ti-6Al-4V Titanium Alloy Strengthening Layer Under Different Process Parameters
3.3 断面组织
在不同工艺参数下,如图3所示。混粉电火花加工Ti-6Al-4V 材料的断面金相组织。从图 3(a)、图 3(b)、图 3(c)可以看出,随着脉冲宽度的增大强化层的厚度也越来越厚,这是由于随着脉冲宽度的增大火花放电的时间加长,在瞬时高温作用下煤油介质中分解出来的碳与Ti-6Al-4V材料表面发生反应时间生成的强化层也就越厚,而且越均匀。对比图3(b)、图3(d)图发现,在脉冲宽度相同的条件下,峰值电流越大强化层的致密性越好,且与基体的结合力也越好。这是由于随着峰值电流的增大会引起单次脉冲放电能量的增大,火花放电产生的瞬时高温更加显著,Ti-6Al-4V材料表层在熔融状态下与瞬时高温作用下煤油介质中分解出来的碳反应的更加彻底。
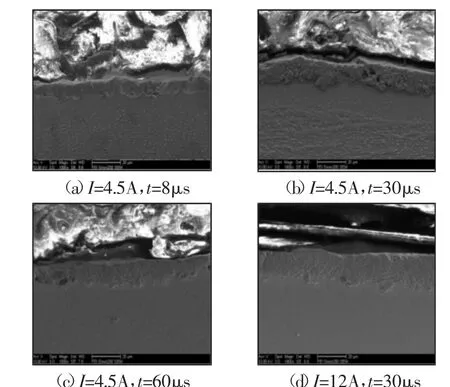
图3 不同工艺参数下混粉电火花加工TC4钛合金截面组织Fig.3 Cross Section Microstructure of Mixed-Powder EDM TC4 Titanium Alloy Under Different Processing Parameters
3.4 强化层物相分析

图4 混粉电火花加工表面的X射线衍射图Fig.4 X-ray Diffraction Pattern of Mixed-Powder EDM Surface
对混粉电火花加工后的Ti-6Al-4V钛合金表层进行XRD分析,如图4所示。发现其表层出现了新的化合物TiC,由X射线衍射图发现在每一个峰值处都有TiC的生成,这是由于在混粉电火花加工过程中工作液煤油在瞬时高温的作用下分解成的游离的碳渗入到Ti-6Al-4V钛合金表层,在高温的作用下生成TiC强化层,同时还有一部分是由作为工具电极的石墨在瞬时高温作用下分解成的游离的碳熔渗到Ti-6Al-4V钛合金表层的,生成TiC强化层。由于TiC的硬度很高,所以混粉电火花加工后的表面硬度得到很大程度的提高,有效的改善Ti-6Al-4V钛合金的耐磨性。
3.5 显微硬度
经过混粉电火花加工过的Ti-6Al-4V钛合金工件表面会生成一种强化层。这是由于在加工过程中火花放电的作用,在瞬时高温下,熔融层发生了相互熔渗和扩散,重新组合生成新的硬质相,所以加工工件表层的硬度得到很大程 度的提高,在不同参数下,距离表层不同位置的硬度曲线,如图5所示。工件表层的硬度值增加到基体材料的两倍还要多。
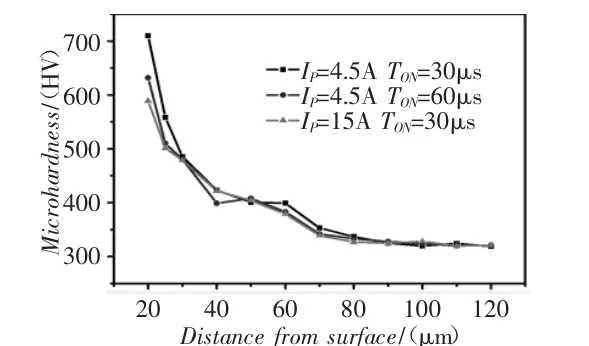
图5 不同工艺参数下Ti-6Al-4V钛合金的显微硬度Fig.5 Microhardness of Ti-6Al-4V Titanium Alloy with Different EDM Parameters
3.6 摩擦磨损试验分析
工件的磨损量和磨损率越小说明工件越耐磨,如表3所示。从表3可以看出,在三种加工条件下,混粉电火花加工表面的磨损率最小,这就说明混粉加工后的工件耐磨性最好。

表3 摩擦磨损试验的测试结果Tab.3 Test Results of Friction and Wear Test
三个工件磨损后在Sirion200型扫描电镜下放大34倍的表面形貌图,如图6所示。对比图6中的三张图发现基体表面的磨痕最为明显,且磨痕最深,而混粉电火花加工工件表面最不明显;从图中还发现混粉电火花加工的工件表面的磨痕宽度最宽,基体材料的磨痕最窄。可知混粉电火花加工表面的耐磨性最好。

图6 三种加工条件下工件放大34倍的SEM图Fig.6 Three Kinds of Processing Conditions of the Workpiece to Enlarge 34 Ttimes of the SEM Chart
4 结论
(1)随着峰值电流和脉冲宽度的增大,混粉电火花加工和普通电火花加工表面粗糙度值都会增大,且在电参数相同的条件下,普通电火花加工表面的粗糙度要比混粉电火花加工表面的粗糙度要高。当峰值电流和脉冲宽度增大时,工件表面质量变好,但是增加到一定值时,若继续增大则会影响工件表面质量和性能。
(2)对混粉电火花加工表面进行强化层物相分析,结果表明强化层中含有TiC硬质相,从而提高了耐磨性,且混粉电火花加工的表面耐磨性比基体材料和普通电火花加工的表面耐磨性都要好;工件表层的硬度值增加到基体材料的两倍还要多。
(3)随着脉冲宽度的增大强化层的厚度也越厚,且越来越均匀;随着峰值电流越大强化层的致密性越好,且与基体的结合力也越好。
[1]彭昂,毛振东.钛合金的研究进展与应用现状[J].船电技术,2012,32(10):57-60.(Peng Ang,Mao Zhen-dong.Review on the research progress and application of titanium alloys[J].Marine Electric Technology,2012,32(10):57-60.)
[2]金和喜,魏克湘,李建明.航空用钛合金研究进展[J].中国有色金属学报,2015,25(2):280-292.(Jin He-xi,Wei Ke-xiang,Li Jian-ming.Research development of titaniumalloy in aerospace industry[J].The Chinese Journal of Nonferrous Metals,2015,25(2):280-292.)
[3]Tang Chang-bin,Liu Dao-xin,Wang Zhan.Electro-spark alloying using graphite electrode on titanium alloy surface for biomedical applications[J].Applied Surface Science,2011,257(15):6364-6371.
[4]贾兴民,李剑锋,孙杰.钛合金TC4切削力实验研究[J].机械设计与制造,2014(10):139-142.(Jia Xing-min,Li Jian-feng,Sun Jie.Experimental research on cutting force and prediction model for titanium alloy TC4[J].Machinery Design Manufacture,2014(10):139-142.)
[5]陈松.混粉电火花添加剂及加工工艺的研究[D].哈尔滨:哈尔滨工业大学,2012.(Chen Song.Study on the additive and technology in powder mixed EDM[D].Harbin:Harbin Institute of Technology,2012.)
[6]陈涛,刘献礼,李素燕.高速硬切削加工表面白层形成机理研究[J].机械工程学报,2015,51(23):182-188.(Chen Tao,Liu Xian-li,Li Su-yan.Mechanism of white layer formation on machined surface of high speed hard machining[J].Journal of Mechanical Engineering,2015,51(23):182-188.)
[7]Hu F Q,Cao F Y,Song B Y.Surface properties of SiCp/Al composite by powder-mixed EDM[J].Sciverse Science Direct,2013:101-106.
[8]Simao J,Lee H G,Aspinw all D K.Workpiece surface modification Uusingelectricaldischargemachining[J].InternationalJournalof Machine Tools Manufacture,2003,43(9):121-128.
[9]Katsushi F,Akinorisaneto H,Hideki T.Accretion of titanium carbide by electrical discharge machining with powder suspended in working fluid[J].Precision Engineering,2001,25(2):138-144.
[10]Pecas.P,Henriques E.Influence of silicon powder mixed dielectric on conventional electrical discharge machining[J].International Journal of Machine Tools&Manufacture,2003,43(14):1465-1471.
猜你喜欢
湖北农机化(2020年4期)2020-07-24
航空发动机(2020年3期)2020-07-24
中国自行车(2018年8期)2018-09-26
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年4期)2017-06-22
中国氯碱(2015年5期)2015-06-15
钛工业进展(2014年5期)2014-02-28