
金属3D打印技术的发展现状及制约因素
2018-05-03 09:01黄忠,韩江
山东农业工程学院学报 2018年3期
黄 忠 ,韩 江
(1.合肥工业大学机械工程学院,安徽 合肥230009;2.安徽粮食工程职业学院机电工程系,安徽合肥230009)
3D打印技术实质是增材制造,即将原材料按照层层堆积的方式成形的新技术。该技术充分利用计算机成形软件,建立零件三维模型,同时利用切片软件将零件的三维模型进行逐层切片处理,再利用3D打印设备按照零件模型特点自下而上逐层将实体零件堆积而成。这种技术无需刀具模具,可以实现传统工艺难以解决的复杂零件制造,并且在零件制造过程中,节省工装、夹具的设计制造,极大的简化了生产工序,提高了生产效率,缩短了生产周期。目前该技术在工业设计、产品开发、建筑模型制作、艺术品修复、生物医疗、航空航天零部件、影视模型设计制作、生活消费品设计等方面得到良好的应用。根据生产工艺、加工材料、应用场合的不同,3D打印可分为:利用液态树脂打印成形的光固化技术(SLA);熔融沉积(FDM)工艺:如对 ABS塑料丝、聚碳酸脂(Polycarbonate,PC)、聚乳酸(PLA)打印成形等;激光选区烧结工艺(SLS)不仅可以成型尼龙、石蜡等低熔点的材料粉末,还可以直接成型金属粉末,甚至一些高熔点材料,如:不锈钢、陶瓷等[1]。在各类材料的3D打印中,以金属3D打印技术最具潜力和发展前景。而根据打印成形方式不同,可将金属3D打印分为以下类型:选择性打印成形、熔覆打印成形、超声波3D打印(UAM)技术(属于焊接打印)、熔滴打印成形。
1.金属3D打印技术的发展现状
3D打印技术最早起源于20世纪后期,主要由美国、日本先后提出这种3D打印概念。金属3D打印技术,是在20世纪90年代先后在美国、德国、瑞典均有所突破和应用。如:美国率先提出了激光熔覆沉积成形技术(LDMD),德国2002年成功研制出选择性激光熔化(SLM)打印方法,瑞典于2003年率先推出电子束选择性熔化成形(EBSM)商用设备。
我国3D打印技术的发展与其他国家基本同步。目前,我国从事金属3D打印技术方向研究与探索的机构,主要由一些高校(如:清华大学、华中科技大学、华南理工大学、西北工业大学等)和研究所构成。
2 金属3D打印技术的种类及其特点[2]
2.1 选择性打印成形
选择性打印成形就是在3D打印设备成形区均匀铺设一层金属粉末,经过烧结、熔化、粘接等方法完成单层平面图像的打印,再逐层完成铺粉打印叠加的过程,最终完成零件的制作。选择性打印成形主要有:选择性激光烧结技术(SLS)、选择性激光熔化(SLM)、电子束选择性熔化(EBSM)、三维打印(3DP)等方法。
2.1.1 选择性激光烧结技术(SLS)
1986年,美国德克萨斯州大学C.R.Deckard率先提出选择性激光烧结技术。选择性激光烧结(SLS)成形过程如下:通过计算机对零件三维模型进行格式转换,并利用计算机软件对模型进行切片处理,从而得到零件分割成若干层,并获得各层的点云数据。利用计算机对打印机激光束进行控制,确保激光束按照切片数据对粉末层进行烧结。成型粉末在激光照射下熔化并凝固,再通过铺粉、烧结、再铺粉、再烧结,如此反复,最终制成所需的实体零件。 如图(1)所示。
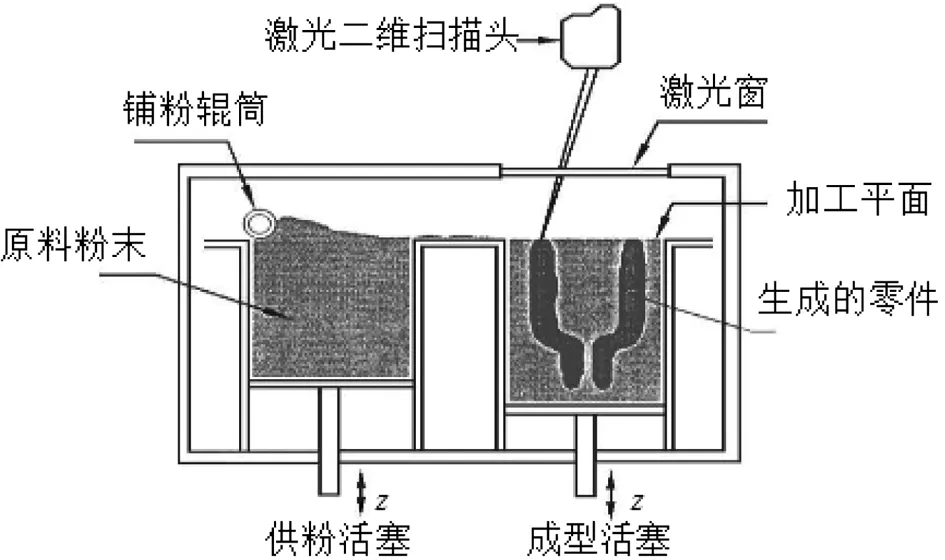
图1 SLS工艺原理图
选择性激光烧结工艺特点:1、应用范围十分广泛,能适应塑料、陶瓷、金属等不同材质零件的生产。2、为传统工艺无法解决的单个、小批量复杂件的生产提供了新方法。3、制作过程中,受热影响较小,因此制件变形小,形状精度高,该工艺可将零件整体公差控制在±(0.05-2.5)mm。 4、SLS 工艺加工金属材料时,高熔点材料不熔化,低熔点金属粉末熔化从而实现粘接成形,因此,实体制件力学性能较差。
2.1.2 选择性激光熔化(SLM)
1995年,针对SLS制件中存在烧结致密性不够,力学性能不足等问题,德国率先推出选择性激光熔化(SLM)技术。该技术集成了SLS工艺优点,逐层充分熔化金属粉末,在惰性气体保护下冷却成形,从而避免金属在高温下与其它气体发生反应,影响性能,从而大大提高金属制件致密性和力学性能。如图(2)所示。目前国外,德国在SLM技术、设备及其相应材料制造的领域均具有明显优势。目前,我国SLM技术及设备等研究时间也较长,但是发展较缓慢,目前研发力量主要集中在一些高校,如:北航、华南理工、华中科技大等[3]。

图2 SLM工艺原理图
2.1.3 电子束熔化(EBM)
2003年,电子束熔化(EBM)3D打印成型设备在瑞典首次面世。EBM技术工艺类似于SLS和SLM,EBM工艺利用高能电子束轰击金属粉末时,产生局部高温熔化金属粉末,从而实现逐层铺粉、熔化、冷却成形。如图(3)所示。EBM可同时进行多区域熔化,因此,工作效率高于激光。由于EBM采用真空保护气体状态下工作,因此制件纯度高,致密性好,力学性能好,残余应力较少,可无需进行后处理,在复杂零件的快速制造领域有较大优势[4]。但EBM工艺中,电子束在真空仓内轰击金属粉末动能较大时,会出现金属粉末位置变动,从而导致成形失败。因此,为解决EBM成形过程中出现的金属粉末移位现象,可适度进行粉末预热及预烧结、缺陷重熔等工艺,从而提高EBM成形质量。

图3 EBM工作原理
2.1.4 三维打印 (Three-Dimensional Printing,3DP)
1992年,美国麻省理工学院E.Sachs等人创造性提出"三维打印”(3DP)[5],即通过将黏结材料喷洒在成型区域,再喷洒金属粉末,通过黏结材料将金属粉末粘接在一起并迅速固化,完成单层铺设,再逐层喷洒铺设,直至零件打印成形。利用3D打印技术制件时,由于采用特殊材料粘接剂进行粘接金属粉末,因此金属粉末制备的颗粒较大,确保粘接剂充分填充粉末颗粒间间隙,从而制备出均匀制件。通过此3D打印技术获得的制件与传统工艺相比,零件性能稳固可靠,且要轻60%左右。
2.2 熔覆打印成形
熔覆打印,就是利用高能激光束(激光或电子束)轰击基体材料,促使基材局部熔化,再将打印材料(如:金属粉末或金属丝材)送入基材熔池中,从而实现与基材一起冶金结合,通过逐层打印,最终实现产品的堆积成形。该成形工艺制造柔性好,生产周期短,加工效率高、制件具备较高的力学性能。金属熔覆打印工艺主要有激光工程化净成型(LENS)和直接金属沉积(DMD)[6]。
2.2.1 激光工程化净成型(LENS)
美国Sandia国家实验室率先推出激光工程化净成型(LENS)工艺,该技术实际上综合应用了将激光熔覆制造与选择性激光烧结(SLS)技术。[7]LENS既保留了SLS技术成型的优点,同时又避免了SLS成型件密度低,力学性能差的缺点。该技术生产过程中的缺陷主要需要使用高功率激光发射器,成本高昂。另,由于制件成形过程中金属粉末受高能激光束作用造成移位流失,且成形时受热较高,成形件内应力较大,制件精度不高。该工艺主要用于零件的生产、模具的试制成型、修理等。
2.2.2 直接金属沉积(DMD)
直接金属沉积(DMD),是利用高能激光束对基材表面进行局部加热,促使材料局部熔化,并将金属粉末送入熔化的基材中,从而获得新的金属层。如图(4)所示。该技术工艺核心是安装具备反馈功能的送粉装置,确保烧结均匀、成形高度稳定。DMD制件具备制造件的特征,且其性能要优于一般制造件。

图4 DMD工作原理图
2.3 超声波焊接打印(UAM)成形
超声波焊接打印技术是利用超声波技术,促使金属箔与基材之间产生高频振动摩擦,同时在超声波能量辐射的作用下促使金属箔片与基材之间的分子互相渗透,从而获得较高的焊接质量,确保制件的机械性能。然后再利用铣床对焊接成形件进行去除材料加工,得到最终零件。如图(5)所示。超声波焊接打印技术,具有可以实现低温金属3D打印(小于金属基体熔融温度50%)的特点,同时利用超声波焊接打印可以对具有裂缝、裂纹等损伤的表面进行修复,实现零件的重复利用。

图5 UAM工作原理
2.4 熔滴打印(Drop printing)成形
20世纪九十年代初,美工率先提出熔滴3D打印技术,即是利用计算机控制系统控制熔化金属材料并以喷墨打印的方式在基板上沉积,通过连续分层熔滴打印,最终堆积成型。由于熔滴打印层间结合,是利用熔滴自身热量局部熔化沉积层,使得新层与沉积层之间产生冶金结合。因此利用计算机精准控制熔滴温度,可有效控制打印制件内的残余内应力,充分提高制件质量和精度。目前常用熔滴打印技术主要可分为连续熔滴打印和按需熔滴打印两大类。
3 金属3D打印技术发展的影响因素
目前金属3D打印技术还未在市场应用中全面推开,究其原因,主要有如下几方面因素:
3.1 3D打印金属材料
在金属3D打印中,采用高能激光束 (或电子束)熔融金属粉末分层打印时,金属粉末质量将直接影响制件质量。因此,金属3D打印材料以下几方面因素影响着金属3D打印技术的发展:①金属粉末颗粒,如:粒度不够、球形度不够、有杂质等均会增加出现缺陷的概率。②金属粉末的研制和应用范围有待提高扩大。目前金属3D打印耗材主要是不锈钢、钛合金等,还未能实现所有金属材料3D打印,因此还无法满足市场的需求。③3D打印制件与传统工艺制件之间内部组织还存在差异,因此针对金属材料3D打印过程监控、打印材料力学性能检测等方面还有待研究。
3.2 3D打印设备
虽然3D打印方式成形方式本质是增材制造,类似于焊接。但由于各类金属制件应用场合不同,对制件的性能要求也就不同,因此金属3D打印机目前还无法满足各类不同需要。
3.3 3D打印效率
3D金属打印具备柔性制造、节约成本、可生产镂空件、定制件等特点,但由于金属3D打印是采用金属耗材(粉剂、丝材或箔片)通过高温高压,促使耗材层层叠加,最终成型。这种工艺打印效果相较于传统工艺效率较低,在大批大量的生产任务下,还无法满足实际需要。
4 结束语
3D打印技术作为一种新型增材制造技术,有着传统工艺无法比拟的优势,在未来必将在各种领域广泛应用,为人们的生活提供便利。本文主总结了当前部分常用金属3D打印技术的种类、打印方式以及相关影响因素,供大家参考,以便促进金属3D打印技术更快融入社会生产,为大众服务。
参考文献:
[1]王延庆,沈竞兴,吴海全.3D打印材料应用和研究现状[J].航空材料学报,2016,36(4):89-98.
[2]蒋小珊,齐乐华.3D打印成形微小型金属件的研究现状及其发展[J].中国印刷与包装研究,2013,5(6):16-22.
[3]单雪海,周建平,许燕.金属快速成型技术的研究进展[J].机床与液压,2016,4,44(7):150-154.
[4]刘岩,张钧,李建军,电子束熔化逐层成型技术的现状及发展趋势[J].真空,2016,7,53(4):71-74.
[5]孟庆华,汪国庆,姜宏,汪培庆.喷墨打印技术在3D快速成型制造中的应用[J].信息记录材料,2013,14(5):41-51.
[6]孙莹.激光熔覆技术在金属3D打印中的应用[J].机电产品开发与创新,2015,11,28(6):26-28.
[7]尚晓峰,刘伟军,王天然,王志坚.激光工程化净成形技术的研究[J].工具技术,2004.38(1):22-25.
猜你喜欢
南昌大学学报(工科版)(2022年1期)2022-06-16
航天制造技术(2022年2期)2022-05-16
世界有色金属(2021年5期)2021-06-13
焊接(2021年2期)2021-05-07
昆钢科技(2021年1期)2021-04-13
铝加工(2020年3期)2020-12-13
模具制造(2019年7期)2019-09-25
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年12期)2017-02-02
焊接(2016年1期)2016-02-27
