
聚酯纤维防水卷材基布拉伸性能与热压性能研究
2018-06-29 13:40何晓蓉易沙沙
中国纤检 2018年6期
文/何晓蓉 易沙沙
1 引言
随着防水卷材工业的不断发展,防水卷材的原料和生产技术也在发生不断变化。沥青防水卷材的骨架是防水卷材基布,它使沥青防水卷材具有一定的形状、强度和韧性,所以在做沥青防水卷材前对于基布的选择尤为关键。刚开始生产油毡基布大多选择使用棉纤维、石棉纤维和玻璃纤维。但是因为棉纤维强度低,石棉纤维长期使用易致癌和玻璃纤维脆性大,而聚酯纤维的强度高且韧性大,并能承受生产油毡基布所需的180℃左右的高温。因此聚酯纤维在生产油毡基布方面得到了广泛应用[1]。
由于聚酯纤维防水卷材基布的拉伸强力、热压后影响等性能对后面沥青上浆,做成防水卷材会产生影响,所以选取了聚酯纺粘基布、聚酯纺粘上浆基布和有涂层的聚酯短纤针刺基布3种试样,对其进行拉伸强力以及热压后基布的厚度、透气性、拉伸强力的检测与分析。
2 聚酯纤维防水卷材基布的生产工艺
2.1 聚酯纤维纺粘防水卷材基布生产工艺
长丝聚酯切片需要干燥,这样可以使无定形结构的湿切片降低含水率、提高结晶度,然后经过螺杆挤压机熔融挤出后进入纺丝箱体,经过纺丝计量泵准确计量并从喷丝孔中高压挤出形成初生丝,初生丝经过空气冷却和中压气流牵伸变细变长成为满足基布指定指标要求的连续长丝[2]。然后借助气流和机械作用将连续长丝铺成纤网,由针刺机加固成布,并获得一定强力。最后经过压光、浸胶和圆网烘干,以获得聚酯胎体所需的各项物理性能。
生产工艺流程:聚酯切片→结晶干燥→螺杆挤压→熔体过滤→纺丝→气流拉伸→摆丝成网→预针刺→主针刺→热定型→分切(刚开始生产出来的纺粘基布门幅有5m左右,将其分切成2.5m)→成卷→检验。
2.2 聚酯纤维短纤防水卷材基布生产工艺
不同的短纤维原料经过搭配、混合和开松,由梳理机将纤维原料加工成基本上由单纤维组成的纤维网。经过杂乱辊或者杂乱机的作用 ,再由铺网机将梳理机输出的呈单向排列的纤维铺叠成纵横向尽量均匀的纤网,接着进行针刺,将蓬松的纤网加固成非织造布,然后热定型获得初步尺寸稳定性。最后经浸胶、烘干工序制成聚酯短纤基布。该产品有抗拉强力极高,230℃以上热稳定性优良、延伸性能良好、耐穿刺能力强、抗腐蚀、耐老化的诸多特点。
生产工艺流程:聚酯短纤维→混合、开松→梳理成网→交叉铺网→预针刺→主针刺→ 热定型→分切→成卷→检测。
3 试验
3.1 聚酯纤维基布拉伸性能
试验标准:FZ/T 60005—1991《非织造布断裂强力及断裂伸长的测定》;
试验仪器:HD026N多功能电子织物强力仪;
试验参数:夹持长度为200mm,预加张力为5N(非织造布150g/m2~500g/m2,则预加张力为5N),拉伸速度为100mm/min、150mm/min、200mm/min,试样形状为剪切法条样, 试样大小分别为50mm×250mm、30mm×250mm、25mm×250mm、20mm×250mm 。

图1 不同拉伸速度时的聚酯纺粘基布纵、横向拉伸强力曲线
如图1所示,为50mm宽度的聚酯纺粘基布,在3个不同的拉伸速度(100mm/min、150mm/min、200mm/min)时的纵、横拉伸过程曲线。从中可见,同一种基布的初始模量是差不多的;聚酯纺粘基布纵向的拉伸强力均大于横向的拉伸强力;随着拉伸速度的增大,基布的强力也呈增长趋势。横向拉伸速度从100mm/min变为150mm/min时,拉伸强力增加42N;拉伸速度从150mm/min变为200mm/min时,拉伸强力增加102N。纵向拉伸速度从100mm/min变为150mm/min时,拉伸强力增加101.3N;拉伸速度从150mm/min变为200mm/min时,拉伸强力增加81N。
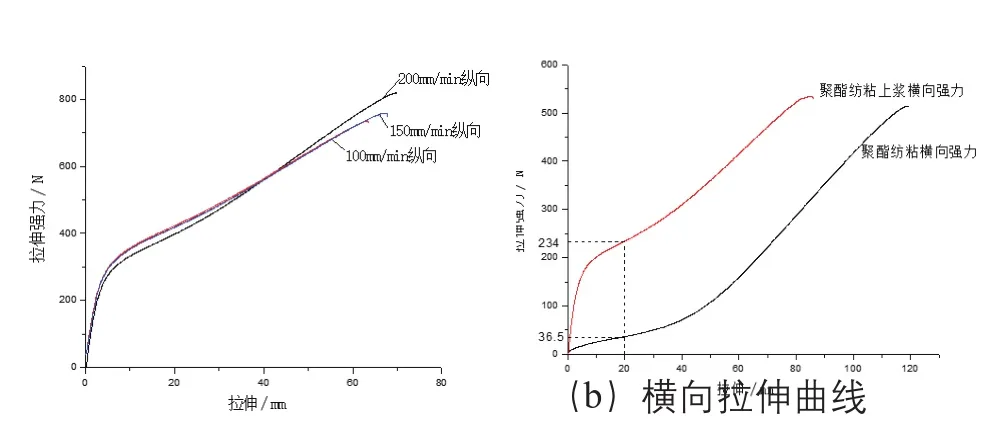
图2 不同拉伸速度时的聚酯纺粘上浆基布拉伸强力曲线
如图2所示,为50mm宽度的聚酯长丝上浆后的基布,在3个不同的拉伸速度(100mm/min、150mm/min、200mm/min)时的纵、横向拉伸过程曲线。从中可见,同一种基布的初始模量仍然是差不多的。聚酯纺粘上浆基布纵向的拉伸强力均大于横向的拉伸强力;随着拉伸速度的增大,基布的强力也呈增长趋势。横向拉伸速度从100mm/min变为150mm/min时,拉伸强力增加12.3N;拉伸速度从150mm/min变为200mm/min时,拉伸强力增加41.6N。纵向拉伸速度从100mm/min变为150mm/min时,拉伸强力增加54.7N;拉伸速度从150mm/min变为200mm/min时,拉伸强力增加64.6N。
图3 聚酯纺粘基布与纺粘上浆基布拉伸强力曲线
如图3所示,为宽度50mm的聚酯纺粘基布和纺粘上浆基布的横向拉伸强力曲线,拉伸速度为100mm/min。由图可见,在拉伸为20mm的时候,上浆后的聚酯纺粘基布的模量比未上浆的聚酯纺粘无纺布大47.0N/dtex,即聚酯纺粘上浆基布的刚性明显比未上浆的聚酯纺粘无纺布大很多,即聚酯纺粘上浆基布明显比未上浆无纺布硬挺。

图4 不同拉伸速度时的聚酯短纤基布纵、横向拉伸强力曲线
如图4所示,是25mm宽度的聚酯短纤基布在不同拉伸速度(100mm/min、150mm/min、200mm/min)时的拉伸强力。由图4可见,聚酯短纤纵、横向基布的初始模量非常接近。聚酯由于经过涂层处理,所以纵、横向强力都比较接近,产品稳定性很好。横向拉伸速度从100mm/min变为150mm/min时,拉伸强力增加26N;拉伸速度从150mm/min变为200mm/min时,拉伸强力增加2.5N。纵向拉伸速度从100mm/min变为150mm/min时,拉伸强力增加28N;拉伸速度从150mm/min变为200mm/min时,拉伸强力增加22N。当试样宽度一定的时候,随着拉伸速度的增大,基布各方向上的拉伸强力大致呈递增的趋势。
3.2 热压后对基布性能的影响
试验温度:190℃;试验压力:5MPa、10MPa、15MPa。
(1)热压对厚度的影响

图5 不同压力下厚度的变化
由图5可见,在190℃时,随着压力的增大,聚酯基布厚度变小。压力从5MPa变为10MPa时,聚酯纺粘基布厚度减小0.457mm,聚酯纺粘上浆基布厚度减小0.14mm,聚酯短纤基布厚度减小0.11mm;当压力从10MPa变为15MPa时,聚酯纺粘基布厚度减小0.04mm,聚酯纺粘上浆基布厚度减小0.39mm,聚酯短纤基布厚度减小0.006mm。在从5MPa变为10MPa时,聚酯纺粘基布和聚酯短纤基布厚度变化接近,但当压力从10MPa变为15MPa时,聚酯纺粘基布变化远大于聚酯短纤基布,这可能是因为聚酯短纤维的结晶取向比较好,热压后对纤维变形比较小;而聚酯纺粘基布的结晶取向比较差,热压后纤维容易变形。
(2)热压对透气性能的影响

图6 不同热压力下透气率的变化
由图6可知,基布经过190℃热压后透气率明显减小,并且随着热压力的逐渐增大,织物透气性呈逐渐减小的趋势。由于聚酯短纤基布经过涂层,所以透气率变化很小。压力从5MPa变为10MPa时,聚酯纺粘基布透气率减小243.95 mm/s,聚酯纺粘上浆基布透气率减小120.03mm/s,聚酯短纤基布透气率减小2.35mm/s;当压力从10MPa变为15MPa时,聚酯纺粘基布透气率减小51.77 mm/s,聚酯纺粘上浆基布透气率减小80.66mm/s,聚酯短纤基布透气率减小3.52mm/s。
(3)热压对基布强力的影响

图7 热压后聚酯纺粘上浆基布强力的变化
由图7可见,在190℃的时候,当压力从5MPa变为10MPa时,横向拉伸强力增大16.5N,纵向拉伸强力增大104N;当压力从10MPa变为15MPa时,横向拉伸强力增大61N,纵向拉伸强力增大82.5N。可见随着压力(5MPa、10MPa、15MPa)的增大,基布的结构变得紧密,纤维之间的抱合力增加,也使得粘合剂再次进行粘合,纤维滑移变得更加困难,从而使得基布强力逐渐增大。
4 结论
本文通过对聚酯纺粘基布、聚酯纺粘上浆基布和聚酯短纤基布的拉伸强力的性能测试以及热压后对基布性能的影响,得到了以下结论:
(1)聚酯基布的纵向拉伸强力总体上都大于横向的强力,但纵、横向差异不大,因此所得产品稳定性能较好。而聚酯短纤基布由于经过涂层处理,所以纵横向强力都比较接近,产品稳定性很好。
(2)热压对基布性能的影响:在190℃时,随着热压力(5MPa、10MPa、15MPa)的增大,聚酯基布厚度变小。热压后厚度明显小于热压之前的厚度;基布经过190℃热压后透气率明显减小,并且随着热压力的逐渐增大,织物透气性呈逐渐减小的趋势。在190℃的时候,随着压力(5MPa、10MPa、15MPa)的增大,基布强力也逐渐增大。
[1]查安霞.化纤新品——油毡基布涤纶短纤维生产要点及应用[J].中国科技纵横,2010(14):7,120.
[2]羡永彪.对聚酯长纤和短纤胎基的比较和研究[J].中国建筑防水,2004(03):11-15.
猜你喜欢
疯狂英语·新读写(2023年9期)2023-11-13
纺织科学研究(2023年9期)2023-10-23
历史教学问题(2021年3期)2021-12-20
石油化工技术与经济(2018年1期)2018-04-24
纺织科学研究(2017年8期)2017-09-05
生活用纸(2016年7期)2017-01-19
纺织科技进展(2016年3期)2016-11-29
石油化工技术与经济(2016年1期)2016-06-16
合成技术及应用(2015年3期)2015-12-11
中国经贸导刊(2014年10期)2014-05-27
