
典型航空结构件数控加工夹具设计及仿真研究
2018-07-10 09:53文华王玲赵宇晨朱冬殷国富
机械 2018年6期
文华,王玲,赵宇晨,朱冬,殷国富
典型航空结构件数控加工夹具设计及仿真研究
文华,王玲*,赵宇晨,朱冬,殷国富
(四川大学 制造科学与工程学院,四川 成都 610065)
针对航空结构件中大型长桁零件薄壁部分易变形难加工的特点,对其进行了数控加工工艺规程的制定以及工装夹具系统的设计。为了提升长桁零件的动态性能,利用有限元分析软件对长桁零件进行了模态分析和谐响应分析,获取其固有频率、发生共振的频率以及共振的幅值,并预测零件的变形情况。研究结果表明:长桁零件的加工方案存在改进的空间,可根据相关分析结果优化其铣削参数,改进加工方案,进一步提升长桁零件表面的加工质量。
变形;加工工艺;夹具系统;铣削参数
由于大型长桁类零件截面大多呈“工”字形或“上”字形结构,壁厚尺寸变化大,且不等厚,常采用大角度多面加工;又由于零件截面尺寸变化较大,材料去除不均匀,加之细长条结构,导致难以控制变形,给装夹稳定性、尺寸协调性都带来极大困难;此外,长桁类零件外形多为复杂曲面,零件装夹时没有可靠的基准面,也无法吸附,给装夹设计带来了极大挑战。
航空飞机结构的薄壁化是是飞机轻量化的关键技术问题,针对薄壁零件的铣削加工,学者们做了大量的理论和实验研究。田庆[1]等基于汽车制造业中铝合金薄壁部件的加工问题,建立了薄壁件在铣削加工过程中的铣削力模型并进行了仿真分析研究;汪通悦[2]等研究了薄壁零件的振动原理,结合实验研究,提出了控制薄壁零件在加工过程中的振动的方法;郑伟[3]等针对航空薄壁结构在加工中易变形问题,分析了切削力、切削热引起的残余应力对工件变形的影响,利用有限元软件对薄壁件进行仿真分析。
本文为了合理选用大型长桁零件的铣削参数并保证工装夹具系统的稳定性,利用有限元分析软件ANSYS对大型长桁零件进行了动态特性分析,进一步预测了零件的变形情况,并根据分析结果优化切削用量参数,改进加工方案,指导生产实际。
1 长桁零件工装夹具系统的结构
在充分研究现有加工工艺的基础之上,针对一种典型长桁类零件的主要加工工序,基于夹具设计的相关原理,设计了一套工装夹具系统,如图1所示。为了获得长桁零件的最终结构,先在型材上加工出工艺孔和工艺凸台用于零件的定位和夹紧,完成所有加工工序后将工艺凸台切除以获得所需零件。此夹具系统的定位方案属于典型的“1-2-3”定位,通过支撑板上表面约束长桁零件3个方向的自由度,通过一侧的单个顶紧支座限制长桁零件1个方向的自由度,通过另一侧5个顶紧支座限制长桁零件2个方向的自由度,从而实现长桁零件的6点定位。最后通过另外两侧的顶紧支座施加夹紧力实现长桁零件的夹紧。
2 长桁类零件的动态性能分析
为了更好控制长桁零件在加工过程中的变形,选择更加合理的切削用量参数,需要对长桁零件进行动态特性仿真分析。通过模态分析和谐响应分析,获取长桁零件的固有频率、发生共振的频率以及共振的幅值,预测零件的变形情况,根据分析结果优化切削用量参数,用于指导生产实际。
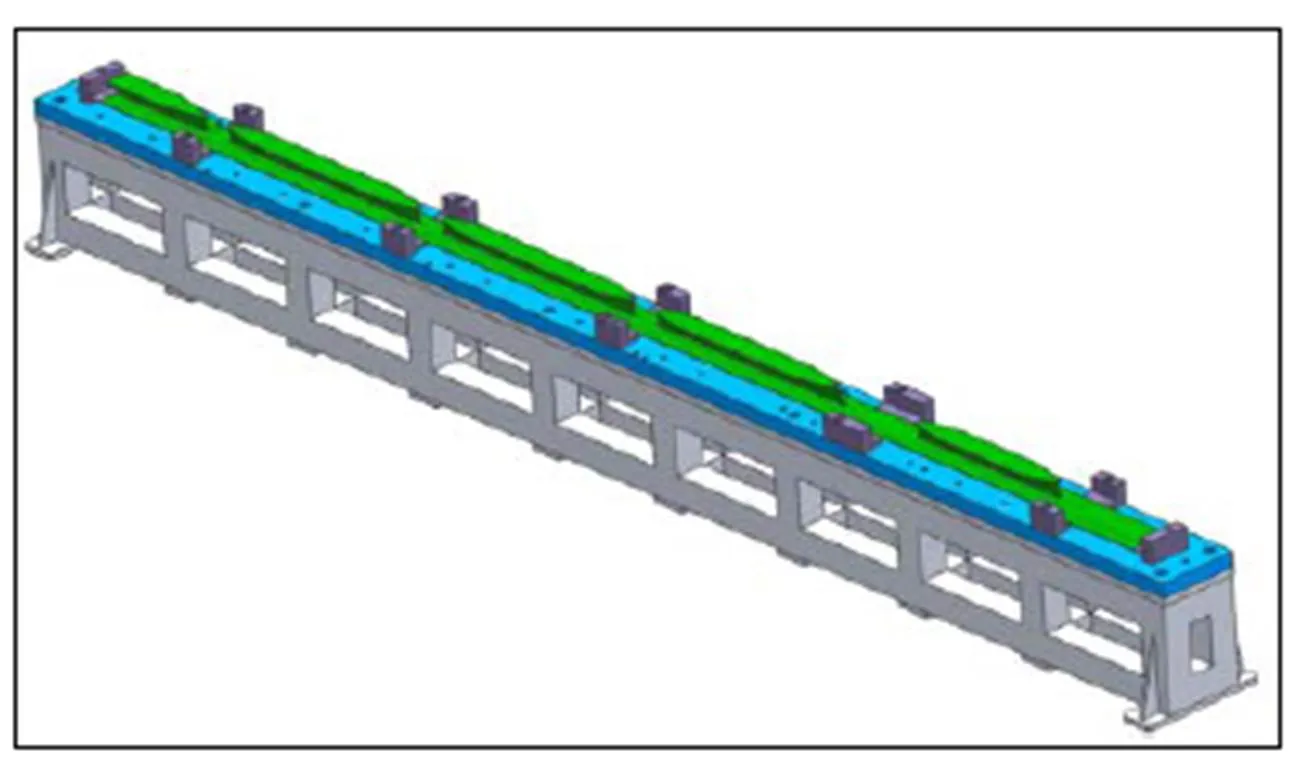
图1 长桁零件的装夹系统
2.1 长桁零件的模态分析
2.1.1 长桁零件有限元模型的建立
长桁零件的固有频率只与其质量和刚度的分布有关,所以在进行有限元建模时可忽略了其模型上的小孔以及圆角等结构的影响。在建模软件UG中进行模型的简化处理,然后将其导入到有限元仿真软件ANSYS Workbench中,为了保证计算的正确性,采用较高精度的网格划分,得到长桁零件的有限元模型如图2所示。
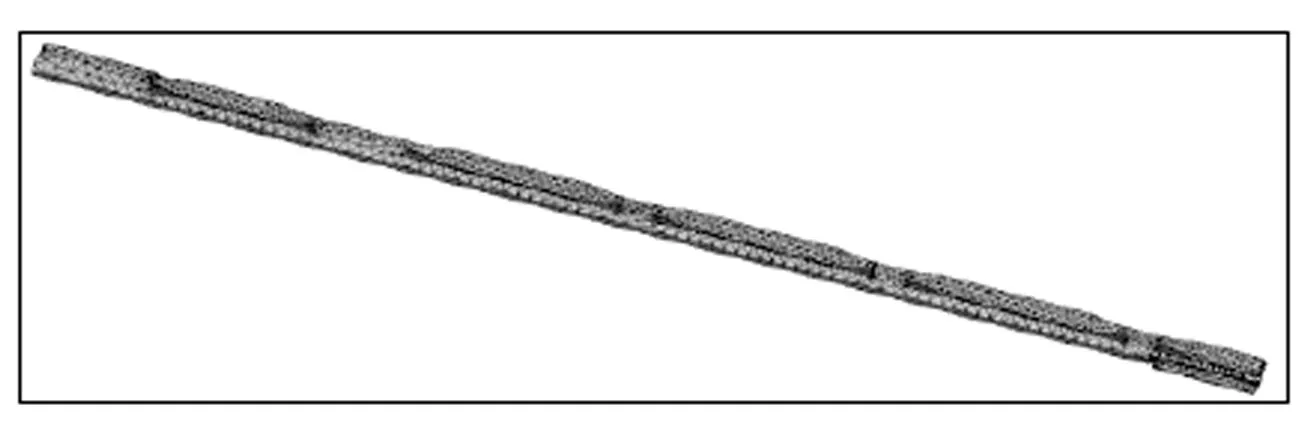
图2 长桁零件的有限元模型
2.1.2 模态分析及结果
由于模态分析的各阶次模态振型下的固有频率都有可能会引起长桁类零件发生共振等形式的破坏,因此将模态分析的阶次将扩展到十阶。对长桁类零件的底面施加固定约束,零件的材料选用铝合金材料,其相关参数如表1所示,经过有限元软件的分析计算可得长桁类零件各阶模态下的固有频率如表2所示。

表1 铝合金的性能参数

表2 长桁零件各阶模态下的固有频率
由表2可知:长桁零件的固有频率随着模态振型阶次的升高逐渐增加。这是由于模态阶次的提高,高阶振动的节点数会变多,激发长桁零件高阶振动的载荷的能量逐渐减弱,所以高阶振动的激发愈发困难。因此长桁零件在第一阶模态振型处的固有频率最小。此外,长桁零件在低阶次模态下,相邻两模态阶次的固有频率之差很小,容易发生共振破坏现象,此外由于长桁零件的装夹系统所使用的加工中心的主轴转速范围为:20~8000 r/min,由此可知主轴频率范围小于134 Hz,如选用的刀具刃口数较多,则加工的激振频率在长桁零件的固有频率范围之内,极易发生共振现象,使长桁零件发生振动,影响工件的质量。因此,需选用合理的切削用量参数,避免共振现象的发生。
2.2 谐响应分析
2.2.1 振动方程的建立
长桁零件在简谐载荷作用下的振动方程为:


假设位移方程为:

式中:{}为幅值向量;为相位角。
通过联立式(1)和式(2)可知:这个方程没有解析解,只能通过有限元方法进行求解。
2.2.2 谐响应分析及结果
在模态分析的基础之上,使用完全模态法在有限元仿真软件ANSYS Workbench中对长桁零件进行谐响应分析,通过设定激振力频率的范围以及频率间隔,得到长桁零件薄壁部分的位移与频率的曲线,从而可知曲线的峰值频率即发生共振的频率。由表2可知,长桁零件的固有频率范围为(680.70~1113.30 Hz),而在进行有限元分析计算时,激振频率的最大值应该比模态计算出来的最大值(即第十阶自振频率)小1.5倍,因此输入谐响应最大频段为1113.30/1.5=742.20,取742即可。取长桁零件中间的薄壁面(平面)进行分析,通过谐响应分析计算得到待薄壁面随激振频率的变化曲线。长桁零件薄壁面沿方向的位移-频率曲线如图3所示,其主要激振频率点的位移如表3所示。
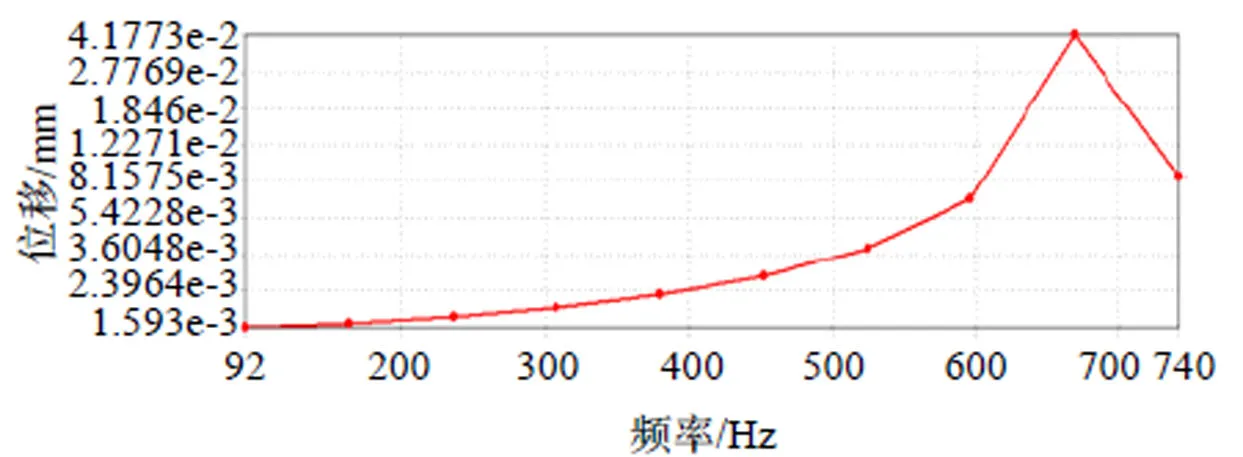
图3 Y方向的位移-频率曲线
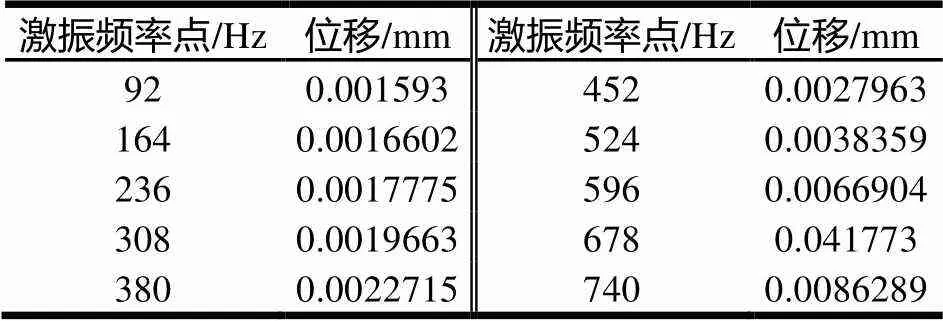
表3 主要激振频率点的位移
由图3和表3可知,在激振力频率等于680 Hz附件时,长桁零件发生共振破坏现象,其位移为0.041773 mm,对应长桁零件的一阶固有模态频率,即当激振力频率接近长桁零件的一阶固有频率时,发生共振现象,说明谐响应分析的共振频率存在于模态分析的固有频率之中。因此,在进行长桁零件的铣削加工时,应选择合理的切削用量参数或选用刚度较大的材料,使激振力的频率远离其固有频率,避免共振的发生。
3 结论
本文针对一种典型长桁零件在加工过程中易变形难加工的特点,设计了一套装夹系统进行铣削加工。利用有限元分析软件对长桁类零件进行了模态分析和谐响应,通过分析得到了长桁零件的固有频率范围发生共振的频率以及薄壁部分的位移频率曲线。分析结果表明:机床刀具的激振力的频率在长桁零件的固有频率的范围之内,在设计加工工艺时,应合理选用切削用量参数,避免共振破坏现象,进一步提升长桁零件的加工质量。此外,针对薄壁零件的加工提出了以下几点改进意见:
(1)根据实际需要选用刚度较好的材料,使激振的频率远离长桁零件的固有频率,避免共振的发生;
(2)避免零件大面积加工的设计;
(3)在不影响零件加工的前提下,设计出加强筋和加强肋板,以提升零件的刚度特性;
(4)设计出装夹所用的工艺孔和工艺凸台,在并加工完成后去除。
[1]许进峰. ANSYS Workbench15.0完全自学一本通[M]. 北京:电子工业出版社,2014:180-228.
[2]阮广东. 易变形薄壁零件的数控铣床夹具设计与静动态分析[J].机械研究与应用,2017,30(1):28-34.
[3]田庆. 铝合金薄壁零件铣削加工仿真分析与试验研究[D]. 上海:上海交通大学,2014.
[4]王金凤. 薄壁铝合金件的高速切削工艺研究[J]. 制造技术与机床,2006(10):21-24.
[5]孔啸. 铝合金薄壁零件切削加工变形控制技术[J]. 机械设计与制造,2010(2):246-248.
[6]李亮. 薄壁零件的加工振动分析与加工工艺研究[D]. 江苏:南京航空航天大学,2005.
[7]郑伟. 薄壁零件数控加工的有限元分析[D]. 陕西:西安工业大学,2015.
[8]汪通悦. 薄壁零件铣削稳定性数值仿真及实验研究[D]. 江苏:南京航空航天大学,2010.
[9]薛小强. 薄壁零件高速铣削稳定性的分析[J]. 南京工程学院学报(自然科学版),2008,6(3):29-32.
[10]杨凯. 基于PLINT微动磨损试验机的夹具设计与应用[J]. 机械,2015,42(12):62-65.
Design and Simulation of NC Machining Fixture for Typical Aviation Structural Parts
WEN Hua,WANG Ling,ZHAO Yuchen,ZHU Dong,YIN Guofu
( School of Manufacturing Science & Engineering,Sichuan University,Chengdu 610065,China )
The thin-walled parts of large long truss of thetypical aviation structural parts are easy to deform and difficult to process. The process specification is developed for NC machining and design of the jig and fixture system. The paper analyzes the long truss modal and harmonic response with finite element analysis software in order to enhance the dynamic performance of truss parts. Natural frequency, resonance frequency and resonance amplitude is obtained and prediction of the parts deformation is achieved. The research results show that the machining scheme of the long truss parts can be improved, the milling parameters could be optimized according to the relevant analysis results, and the modified processing scheme can further improve the machining quality of the long truss parts.
deformation;machining process;fixture system;milling parameters
TP391.9
A
10.3969/j.issn.1006-0316.2018.06.007
1006-0316 (2018) 06-0043-04
2017-10-10
智能制造综合标准化与新模式应用项目和四川省科技计划项目(2015GZ0008)
文华(1992-),男,四川宜宾人,硕士研究生,主要研究方向为产品数字化设计与制造。
王玲(1971-),女,四川成都人,博士,副教授,主要研究方向产品数字化设计与制造;殷国富(1956-),男,四川西充人,教授,博士生导师,主要研究方向为产品数字化设计与制造。
猜你喜欢
汽车工程(2021年12期)2021-03-08
哈尔滨轴承(2021年4期)2021-03-08
装备制造技术(2020年4期)2020-12-25
模具制造(2019年7期)2019-09-25
知识经济·中国直销(2018年12期)2018-12-29
当代陕西(2018年12期)2018-08-04
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
凿岩机械气动工具(2015年3期)2015-11-11
中国卫生(2014年9期)2014-11-12
