应用于液晶玻璃磨边机的定位机构的设计
2018-11-09 02:49郭丽
山西电子技术 2018年5期
郭 丽
(中国电子科技集团公司第二研究所,山西 太原 030024)
1 概述
随着液晶技术的发展,在笔记本电脑、平板电视机大屏幕化需求的有力牵引下,生产厂家工艺技术要求逐步升级,TFT-LCD液晶玻璃要求做得更薄、更精细、可调尺寸范围更大,引线间距更小,需要一种全自动磨边设备完成磨边工艺,避免加工中液晶玻璃板的欠损、分层,提高加工精度和生产效率、有效地控制废品率。我们研制了此种全自动液晶玻璃磨边机。
本玻璃磨边机适用于中小尺寸液晶玻璃的制造,是液晶玻璃板制作过程中的重要工艺设备。它采用平面支撑、负压吸附、自动进给、自动转位的全自动方式,避免加工中液晶玻璃板的欠损、分层,解决液晶玻璃切割之后,电极引脚张开互连形成的短路问题以及细小裂纹,提高加工精度和生产效率、有效地控制了废品率,且便于更换产品规格时设备的调整。
2 磨边机功能及主要技术参数
液晶玻璃自动磨边机主要完成液晶玻璃的磨边,对液晶玻璃进行0°、180°两边四面的磨削。
设备的工作流程如下:
机械手上料—定位台定位,吸附—机械手搬运玻璃至载台1—载台1移至砂轮机构磨边—玻璃旋转180°—载台2吸附—移至砂轮机构磨边—机械手取出玻璃。
主要部件有:
1) 定位台部件:用于玻璃的定位
2) 玻璃移送载台部件:用于玻璃的传送
3) 磨边机构部件:用于磨边
4) 玻璃旋转机械手:用于玻璃的旋转
生产单引脚玻璃时,磨边机的两个平台可以同时进行工作,上下料机械手运行行程大,上料机械手可以把定位后的玻璃放到两个平台上,下料机械手可以从两平台上进行下料。
生产尺寸30 mm×30 mm以下的偏小型号时,一个平台可以放两片玻璃,以提高效率。小玻璃增加辅助压接装置,确保磨边过程中玻璃位置不移动。
主要技术参数
1) 适用液晶玻璃外形尺寸:20 mm×20 mm~180 mm×100 mm
2) 适用液晶玻璃厚度:0.55 mm~1.1 mm
3) 液晶玻璃吸附方式:平台吸附,有定位机构
4) 可实现磨边边数:两面四边
5) 砂轮转速:约4 000转/分
3 定位机构设置[1]
定位机构用于玻璃的定位,在磨边前对玻璃磨削边进行定位,采用机械定位方法,运动方式为:玻璃由机械手放置在吸附平台上,负压开启,工作台Y向运动至定位条处,定位。机构简图如图1所示。
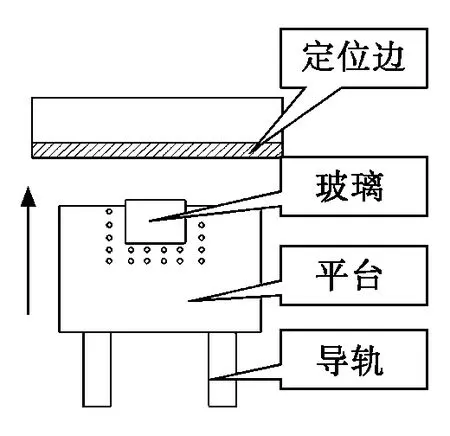
图1 定位机构简图
定位边采用非金属耐磨材料PEEK,平面度要求为<=0.012 mm。
工作台由电机带动Y向运行。
采用平面负压分区吸附方式,适用多种尺寸产品。
4 关键技术
为适应大小尺寸玻璃的磨削,保证玻璃在磨削过程中稳定,不串动,对负压吸附力及砂轮磨削力进行计算。
平台理论吸附力大小公式:
F≈10-2(101-P)S
式中:F为理论吸附力大小,kgf;P为绝对压力:为真空泵的绝对真空度,kPa;S为吸盘面积:为吸盘有效面积,cm2;
以玻璃最小尺寸20 mm×20 mm为例,真空度为80 kPa计算;
F≈0.01×(101-80)×4=0.84 Kgf/cm2
砂轮磨削力计算[2]
磨削力的主要特征及计算
砂轮上单个磨粒的切削厚度固然很小,但是大量的磨粒同时对被磨物体进行挤压、刻划和滑擦,总的磨削力很大,为便于测量和计算,将总磨削力分解为三个相互垂直的分力Ff(轴向磨削力),Fp(径向磨削力),Fc(切向磨削力)。(如图2)
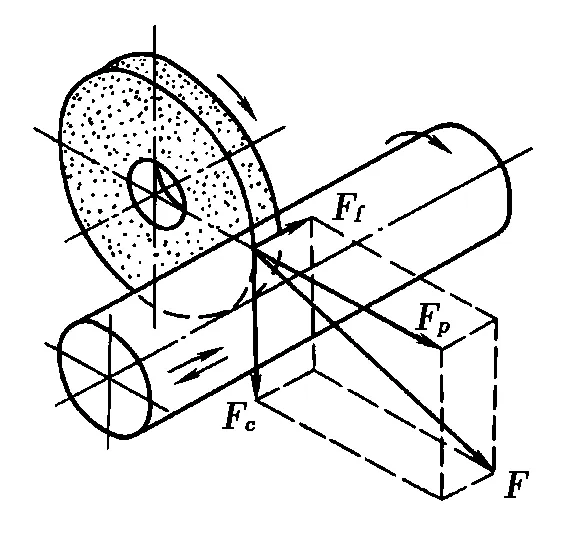
图2 砂轮磨削力分解图
有如下特征:
1) 径向磨削力Fp最大,这是因为磨粒的刃棱大都以负前角工作,而且刃棱钝化后,形成小的棱面增大了与工件的实际接触面积,从而使Fp增大。通常Fp=(1.6,3.2)Fc。
2)轴向磨削力Ff很小,一般可以不必考虑。
3)磨削力随不同的磨削阶段而变化,在初磨阶段,磨削力由小至大变化较大,进入稳定阶段看,工艺系统的弹性变形达到一定程度,此时磨削力较为稳定,光磨阶段实际磨削深度近趋于零,此时磨削力渐小。
磨削力的计算公式如下:
Fc=9.81[CF(vwfrB/v)+μFy]
Fp=9.81CF(π/2)(vwfrB/v)tga
式中:Fc,Fp分别为切向和径向磨削力,N。vw,v分别为工件和砂轮的速度,m/s;fr为径向进给量,mm;B为磨削宽度,mm。a为假设磨粒为圆锥时的锥顶半角;CF为切除单位体积的切屑所需的能,kJ/mm2;μ为工件和砂轮间的摩擦系数。
由于磨粒几何形状的随机性和几何参数不合理,磨削时的单位磨削力值kc很大,根据不同的磨削用量,磨削钢料时,单位磨削力约在7~20 kN/mm2之间。而其他切削加工方法的单位切削力均在7 kN/mm2以下。
根据实际使用情况及经验值计算后得出:磨削力远大于负压吸附力,考虑磨削的稳定性,在吸附平台上设置玻璃后定位装置。如图3。
采用气缸推动产品方式。由气缸推动玻璃进行定位,两侧有导轨导向。动作方式为:气缸伸出推动玻璃,平台Y向运行至定位边处,推至定位边后工作台Y向退回。
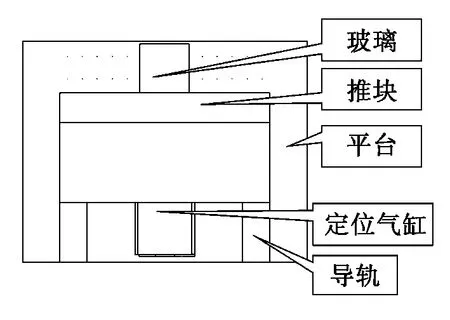
图3 玻璃后定位装置
由于空间限制,且气缸定位时设置的是小压力,气缸本身的输出力无法抵消磨削力,我们在多次试验后选择在导轨上设置夹持装置,即在双侧导轨上采用导轨钳制器[3]。如图4。
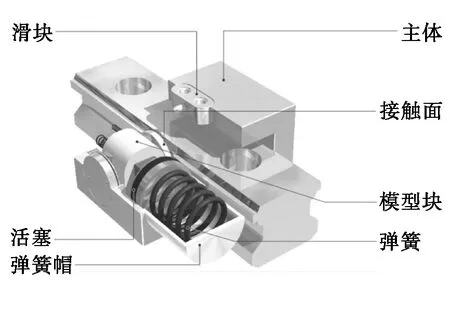
图4 导轨钳制器
导轨钳制器是指直接夹紧直线导轨或者光轴。用于固定滑台、定位及防止振动。特点是小巧、种类丰富,适用性强。
选择常闭型,供气时解除夹紧,排气时借助弹簧的作用力夹紧线性导轨。
增压连接是指在弹簧保持力的基础上增加空气压力产生的保持力,从而增大保持力的连接方法。
根据导轨尺寸选择MCPS-0901-A微型钳制器,增压连接时单个保持力可达到200 N。满足使用要求。
对于大尺寸玻璃的磨削,由于吸附力的增大,工件和砂轮的速度、径向进给量等可以适当更改。
5 结论
对于平台吸附产品磨边,小尺寸产品单独依靠吸附力是无法满足加工要求的,需要额外增加定位装置。定位装置设置需要根据设备空间综合考虑,定位保持力的选择需要根据产品的特性进行选择。
猜你喜欢
船海工程(2022年6期)2023-01-02
数学物理学报(2021年6期)2021-12-21
机电工程(2020年10期)2020-11-04
液晶与显示(2020年8期)2020-08-08
失效分析与预防(2020年1期)2020-06-17
石家庄铁道大学学报(自然科学版)(2020年4期)2020-02-22
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年3期)2019-02-27
制造技术与机床(2017年7期)2018-01-19
液晶与显示(2015年1期)2015-02-28