输液器挤出滴斗模具设计
2019-01-14 09:13凌亮文江西丰临医用器械有限公司江西抚州344100
中国医疗器械信息 2018年23期
凌亮文 江西丰临医用器械有限公司 (江西 抚州 344100)
内容提要: 输液器挤出滴斗不同于注塑配件,尺寸设计有时不太引起大家注意,文章讲述了输液器滴斗生产过程中碰到问题,从模具设计角度分析解决的一种思路。
输液器是一种常用的高分子医疗器械,各配件的尺寸设计对产品质量非常重要。挤出滴斗作为最常用的配件之一,因其生产效率高,在市场上一直都有大量使用。滴斗挤出模具设计是产品尺寸的关键,因此,本文就滴斗生产过程中的问题从模具设计角度进行探讨分析。文中尺寸非真实为参考示意值,实际应用要根据具体尺寸进行修正。
1.产品情况简介
产品尺寸配合要求:二通配件配合最小处3.5mm配合最大处3.8mm,对滴斗的小孔直径尺寸要求是3.5mm。滴斗配合示意图见图1。
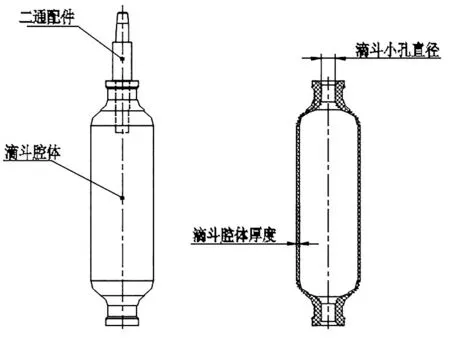
图1. 滴斗配合示意图
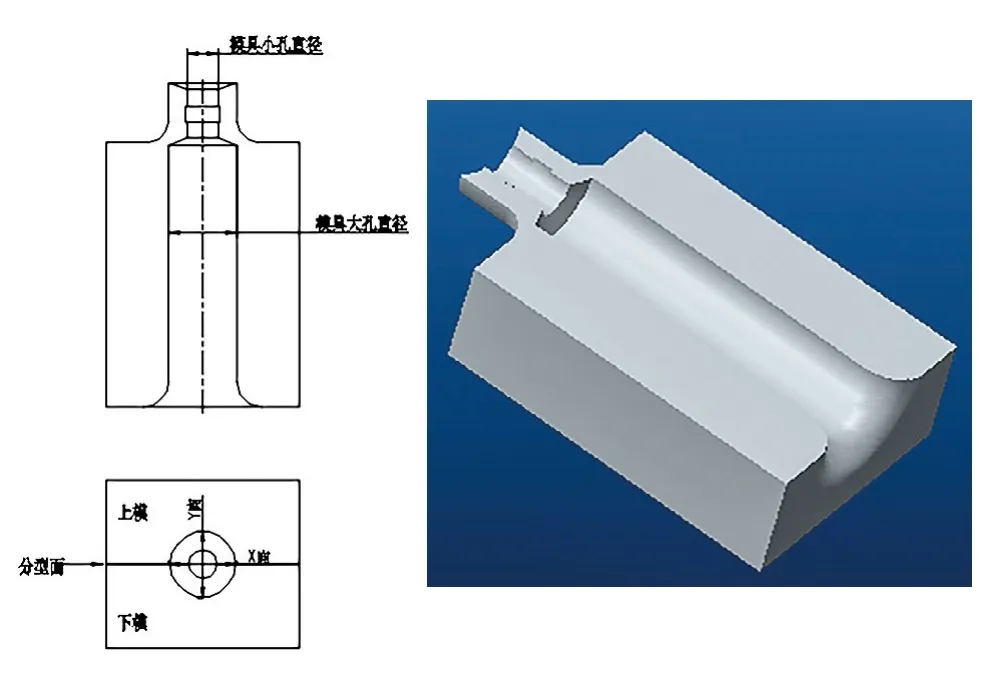
图2. 滴斗模具示意图
每套模具有54副,每副模具分为:上模和下模,生产过程中上下模具合并在一起。滴斗模具示意图见图2。
2.A、B两套模具的比较分析及问题
测量工具:使用投影仪测量模具小孔直径,使用游标卡尺测模具大孔直径。
测量方法:将上下两个模具合并起来进行测量,分型面方向为X 向,垂直分型面方向为Y向,见图2。
2.1 A套模具(标准模具):
生产情况:1kg料生产376个滴斗。产品质量符合要求。

表1. A模具尺寸测量表(mm)

表2. B模具尺寸测量表(mm)
小孔与大孔的直径比例:7.32/16.20=0.45185。
滴斗小孔直径:3.5mm。
2.2 B套模具(问题模具)
生产情况:1kg料生产388个滴斗时,滴斗小孔径太小,员工不好组装,且外观质量切割分型处会长出耳朵型飞边,产品小孔处吹不圆。当通过调机使得1kg料生产410~420个滴斗时,滴斗小孔径符合要求,但滴斗肚子太薄,不合质量标准。
小孔与大孔的直径比例:7.13075/16.55=0.43086。
B套模具出现了矛盾的问题:滴斗小孔直径符合尺寸要求时,滴斗壁厚又薄了,滴斗壁厚符合质量要求的话,滴斗小孔直径又小了,而且工艺上会长出耳朵型飞边,说明在达到壁厚的情况下,对小孔大孔的尺寸比例有一定要求。现在要修改模具尺寸。
3.分析解决
现在A模具使用情况良好,以A模具尺寸为标准进行尺寸修正。
3.1 方案1:改为模具小孔直径一样
B模具小孔最少放大以下数值(mm):
A模具的小孔直径-B模具的小孔直径=7.32005-7.13075=0.1893。
利用一个不易觉察的默认条件:挤出机挤出料的速度和直径是一样的:因为B大孔直径比A大,所以滴斗腔体区域会薄一点,设A模具生产的滴斗的腔体厚度是K,B模具生产的滴斗的腔体厚度是P,因为:B模具滴斗腔体截面积=A模具滴斗腔体截面积。根据圆面积:S=πr2,经过计算可以得出,P=0.5mm时,则K=0.511522mm,在修改小孔的情况下,滴斗腔体处壁厚不会有太大的差别。
3.2 方案2:改为模具小孔/大孔直径比例一样
如果放大要使得模具小孔直径与大孔直径比例一样,则B模具的小孔尺寸应放大到以下数值(mm):
7.13075+0 .3473675=7.4781175
若要生产出来的滴斗小孔的直径一样,则B模具生产的滴斗要比A模具生产的滴斗直径大(mm):
7.4781175-7 .32005=0.1580675,经过计算:体积为:92mm³。
假如一套模具日产量:14万个,每月生产30d,如果按此方案,每月多用料:
140000×30 d×92mm³=386400000mm³=0.3864m³
估算:按此方案,1kg料生产350个滴斗。
优点:小孔/大孔直径比例一样(假设大小孔比例A模具是最优值,此时工艺质量最好)。
缺点:单个滴斗用料要增加,成本增加。
3.3 小结
最后采用方案1,实验结果尺寸符合要求,且工艺上不会再出现耳朵型飞边,达到质量要求。
大家对挤出滴斗的尺寸关注较少,如果能根据产品要求,找到理想设计尺寸,即可保证尺寸要求,又可以减少单个滴斗的用料成本,实现最佳的设计。
(注:所有产品及配件设计都要符合国标要求。)
猜你喜欢
中学生数理化·八年级物理人教版(2021年4期)2021-07-22
陶瓷学报(2020年6期)2021-01-26
装备制造技术(2020年3期)2020-12-25
装备制造技术(2020年3期)2020-12-25
装备制造技术(2020年1期)2020-12-25
中成药(2018年10期)2018-10-26
幼儿教育·教育教学版(2017年10期)2017-12-13
小康(2017年34期)2017-12-08
发明与创新·中学生(2015年2期)2015-05-13
中国舰船研究(2015年2期)2015-02-10