
超声振动对5356铝合金组织及力学性能的影响
2019-02-14 03:21刘景山阎峰云赵永生
中国铸造装备与技术 2019年1期
刘景山,阎峰云,2,康 靖,汪 洋,赵永生
(1.兰州理工大学省部共建有色金属先进加工与再利用国家重点实验室,甘肃兰州730050;2.兰州理工大学有色金属合金及加工教育部重点实验室,甘肃兰州730050)
5356铝合金作为一种不可热处理强化的变形铝合金,具有质轻、强度高以及良好的耐腐蚀稳定性和较高的比模量、断裂韧性。在航空航天、造船、汽车制造、兵工生产等领域得到了广泛的应用[1-4]。5356铝合金为许多铝合金产品的母材,通过拉拔等工艺使铝合金加工成细丝,因此很大程度上对其质量要求较高,而合金成分与组织是否均匀、晶粒是否细小、熔体是否干净均为影响5356铝合金质量的因素。因此,一直以来国内外研究人员通过净化处理、细化处理、微合金化等工艺提高5356铝合金质量。但是许多工艺还是存在一定的缺陷。对铝合金熔体用精炼、过滤等工艺来除气、除杂,精炼剂产生的气体会造成环境的污染,试剂的浪费,过滤使得熔炼工序增加,工作量增大。超声处理金属熔体作为一种新的熔体处理技术,已广泛被人们所关注。高强度超声振动处理铝合金熔体不仅可以细化凝固组织,还能对铝合金熔体产生精炼的效果[5,6]。黄宇炜等[13]通过超声处理5356铝合金,分析了超声处理对合金晶粒细化程度的影响。
本文通过超声振动处理5356铝合金熔体的试验,研究超声处理工艺对于5356铝合金熔体净化及组织细化程度的影响。通过试验数据的分析比对最终获得超声处理5356铝合金的最佳工艺参数。
1 试验
1.1 合金成分
5356铝合金按国家标准(GB/T 3190-1996)成分进行配料。Mg、Ti元素取上限,Mg元素的烧损量按8%计算,其他控制元素均取中间值。试验的原料选用纯铝(99.97%)、纯镁(99.99%)、纯钛粉,Mn、Gr元素的添加选用Al-10Mn、Al-10Gr中间合金,细化剂选用Al-5Ti-1B中间合金。
1.2 合金熔炼
试验用电阻炉,在石墨坩埚中进行熔炼,炉温为850±10℃熔炼纯铝,熔体温度达到850℃左右时在熔体表面撒覆盖剂(KCl2:MgCl2:CaF2=2:2:1),覆盖剂不仅防止熔体吸气以及表面被氧化,而且还能吸附熔体表面的氧化物夹杂;炉温上升过程中静置10min再搅拌,900℃时加入铝箔纸包好的纯钛粉,900℃以上静置10~15min,待温度降至740℃加入Al-10Mn、Al-10Gr中间合金,720℃加纯镁,静置5~10min,720℃加入细化剂,等温静置5min。之后用陶瓷泡沫网对熔体进行过滤。然后超声处理合金熔体,最后扒渣、浇铸,浇铸温度720℃,金属模具温度为200℃。模具为国家标准设计(GB/T1173-2013)。其中获得的金属试样是单铸毛坯试样。
熔体超声处理装置如图1所示,超声处理频率为20kHz,功率为1kW。为防止振动过程中高温铝熔体粘附在变幅杆上,处理之前对变幅杆刷涂料并做预热处理,当熔体温度达到目标温度时,先启动振动系统,在熔体表面中心处将变幅杆插入然后对熔体进行等温超声处理。然后静置坩埚,待熔体温度达到浇铸温度。超声处理过程中当熔体温度为720℃时通过改变变幅杆插入深度(10mm、20mm、30mm)、超声处理时间(2min、5min、10min)对熔体进行超声处理。
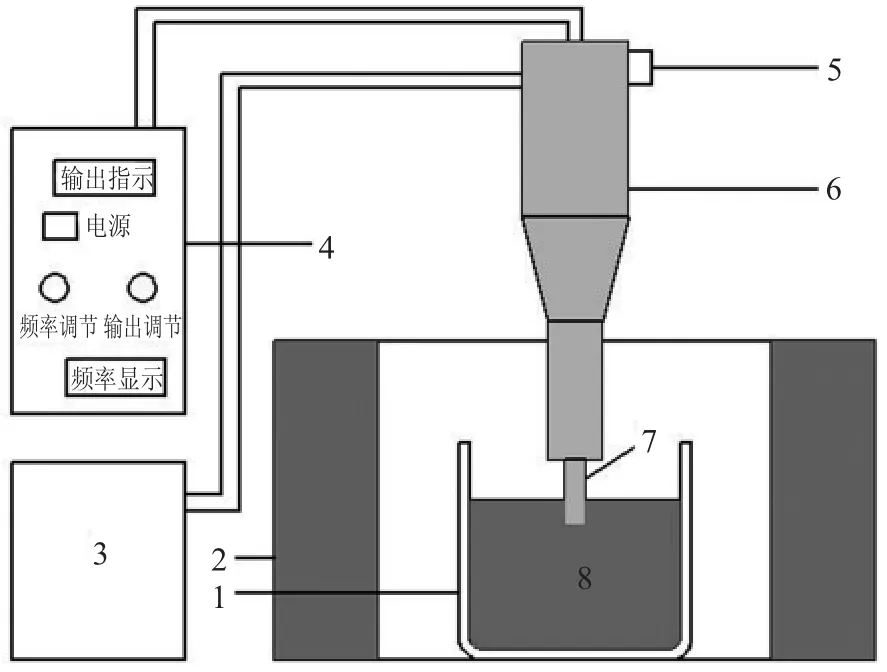
图1 超声处理装置图
在浇铸试样上截取长度15mm、直径18mm的圆柱试样,经过研磨、抛光,用4XC型光学金相显微镜进行显微组织的观察与分析;用WDW-100D型电子万能材料试验机对浇铸试样进行力学性能的测试,其中拉伸速度为0.5mm/min;在维氏显微硬度仪上测试硬度,载荷为0.98N,用比重瓶测试合金的密度;在扫描电子显微镜上观察拉伸试样断口形貌,在XRF-1800型X射线荧光仪测所得试样的实际成分,所测成分(如表1所示)均在标准成分范围内。

表1 5356铝合金实际成分 ωB/%
2 试验结果与分析
2.1 金相组织的分析
图2a为未加超声铸锭显微组织图,图2b为5356铝合金熔体温度为720℃左右时加超声铸锭显微组织图。两铸锭除超声处理外其它熔炼历程基本一样。图中A为树枝晶,B为杂质,C为氧化物夹杂(其主要成分是Al2O3和MgO[6])。通过对比可以看出:图2a中未加超声铸锭显微组织中有较多的、粗大的树枝晶,并且分布不均匀,还有氧化物夹杂以及其它杂质,晶粒形状大部分为长条状。图2b加超声铸锭显微组织中除了有较少的树枝晶外,Al、Mg元素的氧化夹杂含量也非常少,并且晶粒分布较均匀,晶粒呈短条状。未加超声与加超声相比晶粒尺寸有所减小,但变化不大。
当铝合金熔体中加入超声振动,在空化效应的作用下,合金熔体中会产生大量的空化泡,即超声波在液体传播过程中,使液体在交变声场的作用下形成空化泡,在不断声波作用中,这些空化泡就会崩溃,产生瞬时的高温高压区。当超声频率、输出功率为20kHz、1kW时,空化泡崩溃会产生104K、100MPa左右的高温高压区[8]。而空化泡崩溃时产生的冲击波,会使得熔体中长大的树枝晶破碎,形成均匀的晶粒组织[9,10]。部分空化泡在熔体浮力的作用下,上升至熔体表面。根据气泡浮游法原理,空化泡在上升过程中,会使熔体中气体进入气泡中,使杂质粘附在气泡表面,随气泡移动至熔体表面,从而将熔体中的气体、杂质除去。

图2 铸锭显微组织(a)未加超声(b)加超声
2.2 力学性能
2.2.1 不同变幅杆插入深度对力学性能的影响
如图3a为不同变幅杆插入深度所对应的密度,可以看出插入深度为10mm、20mm时密度变化较小,而深度为30mm时增大较为明显,达到了2.598g·cm-3,比未加超声处理合金提高了3.2%,图3b为维氏硬度变化曲线,图中加超声之后硬度明显大了许多,并且随着深度的增大硬度不断增大,30mm时达到了91.4。图3c为抗拉强度与伸长率的变化曲线,从图中可以看出插入深度为10mm时,抗拉强度小于未加超声处理时的强度,随着插入深度的逐渐变长抗拉强度也不断增大,插入深度为30mm时抗拉强度最大,达到225MPa,比未加超声提高了7.14%。而当经过超声处理之后伸长率明显提高了许多,随着插入深度的增大,伸长率也不断增大,插入深度为30mm时伸长率达到11.7%,比未加超声提高了约52%。
结果表明5356铝合金熔体经过超声处理之后,随着插入深度的不断增大,其抗拉强度和伸长率均有所提高。超声处理对铝合金熔体温度在700℃以上产生的除气效果较为明显[11],随着变幅杆插入的深度变长,合金熔体与变幅杆的接触面积就增大,超声振动在熔体中产生的空化气泡就越多,而空化气泡扩散的范围就越广,在上浮的过程中能带走较多气体、杂质。因此使得合金力学性能得到提升。

图3 变幅杆的不同插入深度下铸锭的力学性能变化曲线
2.2.2 超声作用时间对力学性能的影响
超声处理时间是影响合金组织与性能的重要因素之一,通过改变超声振动在5356合金熔体中的超声作用时间,从而分析获得试样的力学性能。如图4a为密度变化曲线,其中时间为2min时密度最大,其他处理后的密度均较小。图4b是硬度的变化曲线,其中超声处理时间为5min时硬度达到最大,10min时硬度呈现减小趋势。图4c为抗拉强度、伸长率的变化曲线,可以看出超声处理后,抗拉强度、伸长率变化明显,同时随着超声处理时间的变长,合金伸长率不断增大,处理时间为10min时,伸长率达到了12.5%,而抗拉强度呈现了减小的趋势,10min时最低。因此当超声处理2min,合金力学性能最好。
2.3 拉伸断口形貌分析
对拉伸试样的断口形貌进行扫描电镜的拍摄,图5a的断裂方式为沿晶加穿晶的复合式断裂,但是从图中可以看出大部分都是沿晶断裂。图b中出现了大量的“韧窝”,几乎全是穿晶断裂。所以图b合金力学性能要比图a的好。5356铝合金中的Mg元素以第二相及固溶的形式存在合金中,合金凝固过程中Mg元素的晶内、晶界偏析较严重[12]。超声处理铝合金熔体过程中会使Mg元素的扩散能力增大,使Mg元素的分布更加均匀。因此合金的宏观力学性能有了进一步的提高[13]。
3 结论
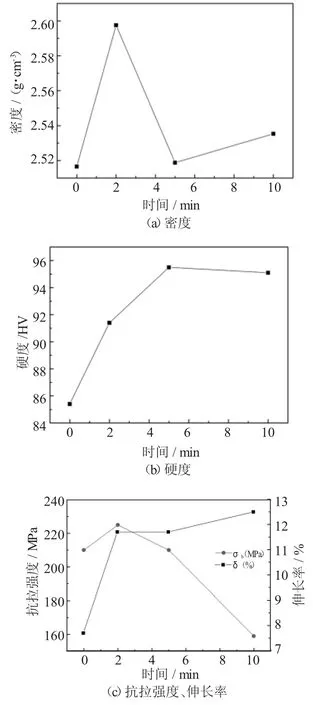
图4 在不同超声处理时间下铸锭的力学性能变化曲线

图5 试样拉伸断口形貌图
(1)一般熔炼浇铸的5356铝合金组织中存在大量的、不均匀的树枝晶,以及较多的氧化物夹杂。经过超声处理后的5356铝合金组织树枝晶较少,晶粒均匀分布,而且还可以除去许多有害气体、氧化物夹杂。
(2)超声处理5356铝合金熔体,变幅杆插入深度、超声处理时间的不同均对合金力学性能产生了影响。当熔体温度为720℃左右,变幅杆插入深度为30mm,超声处理时间为2min时,5356铝合金组织与力学性能最佳,抗拉强度达到225MPa,比未加超声提高了7.1%,伸长率为11.7%,密度2.598g·cm-3,提高52%,维氏硬度为91.4。
猜你喜欢
流体机械(2022年8期)2022-10-13
大电机技术(2022年4期)2022-08-30
火箭推进(2022年2期)2022-05-14
农业装备与车辆工程(2021年10期)2021-11-03
湖南有色金属(2021年2期)2021-04-25
农业装备与车辆工程(2021年2期)2021-02-27
流体机械(2021年1期)2021-02-23
有色金属加工(2021年1期)2021-02-23
热处理技术与装备(2020年2期)2020-06-29
北京航空航天大学学报(2019年8期)2019-09-10
