
分段制作的精细化管理浅析
2019-06-06 02:53黄金星孙百万舒海威
广船科技 2019年1期
黄金星 孙百万 舒海威
(广船国际中山公司企业管理部)
0 引言
随着科学管理理论的不断进步,精细化管理理念被引入到造船的各个环节当中:通过减少在各道工序间的管理冗余及不增值的劳动,节约成本,提高生产效率。精细化派工管理将物量划分成不同定额的工作包,以每日派工卡的形式发到具体施工者,将每日完成情况进行检查统计,并作为月度绩效考核的依据。引导形成“多劳多得”的用工氛围,提高工人劳动积极性的同时缩短建造周期。
但形成一整套管理模式并非易事,在整个造船流程中工艺流程多变,如何在多变的流程中寻求统一,找出一套标准化的操作模式是关键所在。文中将重点对分段制作过程中的精细化管理应用情况进行归纳总结。
1 管理流程
分段制作派工管理流程见表1所示。
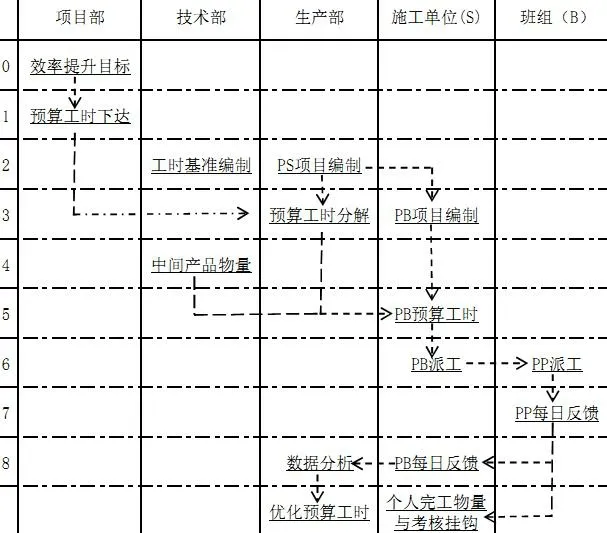
表1 中山厂区精细化派工管理流程表
2 派工单设置及工时分类
2.1 派工单设置
在分段制作过程中,从钢材预处理到中合拢完工整个过程将被分成不同的工作包及派工单(如表2所示),派工单的设置基于以下原则:
(1)一张派工单对应一道工序或一种工艺,不可将不同的作业工序放在一张派工单中,会导致物量偏差,不便管理;
(2)工作量适宜,在推行过程中,一张派工单原则上不超过48工时的物量;
(3)物量工时核定准确,如物量与工时相差过大,会影响员工积极性,在劳动负荷及员工收入上产生不利影响。
以中合拢装配为例,派工单样式如图1所示。
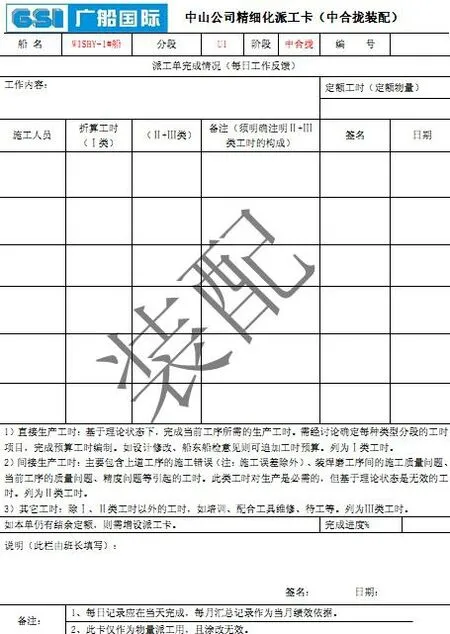
图1 中合拢装配派工卡样式图
2.2 工时分类及记录原则
在推行初期,将工时划分成三个类别:
(1)直接生产工时:基于理论状态下,完成当前工序所需的生产工时。需经讨论确定每种类型分段的工时项目,完成预算工时编制。如有设计修改、船东船检意见则可追加工时预算。列为Ⅰ类工时。
(2)间接生产工时:主要包含上道工序的施工错误(注:施工误差除外)、装焊磨工序间的施工质量问题、当前工序的质量问题、精度问题等引起的工时。此类工时对生产是必需的,但基于理论状态是无效的工时。列为Ⅱ类工时。
(3)其它工时:除Ⅰ、Ⅱ类工时以外的工时,如培训、配合工具维修、待工等。列为Ⅲ类工时。
在实际应用中,技术部门根据前期建造经验并经实际现场试验测试后编制出各工序工时基准,并对第Ⅰ类工时进行物量工时编制即定额工时,第Ⅱ、Ⅲ类工时不作定额。第Ⅱ类工时需在现场生产过程中由技术、质量部门确认得出,第Ⅲ类工时由班组长据实际情况得出。
根据前期对比分析结果,对于实动工时记录设定以下原则:
(1)三类工时之和不得大于(考勤工时-1小时)。
(2)每张派工卡的折算工时之和不得大于该派工卡定额工时。
折算工时即工时项目中的第Ⅰ类工时由多名施工人员完成时,每名施工人员完成的Ⅰ类工时的份额。如完成某项工时项目物量工时24小时,由甲乙丙三人负责完成,由于技能水平、工作效率等原因,甲乙丙三人完成24小时的物量工时应加以折算,确定各自完成的物量工时。
经实际应用证明,工时划分是必要的,且加强质量管理,一次性把工作做好的理念至为重要。有效提升第Ⅰ类工时的生产效率,减少Ⅱ、Ⅲ类工时的投入,是控制总工时、提升生产效率的关键所在。
3 物量工时编制
分段中组立主体流程:胎架制作→上胎板上胎→板缝焊接→结构装配→焊接→打磨→精度(对于二次划线、分段反身、外板盖板等流程可参考主流程)。
(1)胎架制作:要求胎架材料在当天开班前准备好,根据胎架形式、面积确定不同的工时参数。以胎架区面积为主要考虑因素;
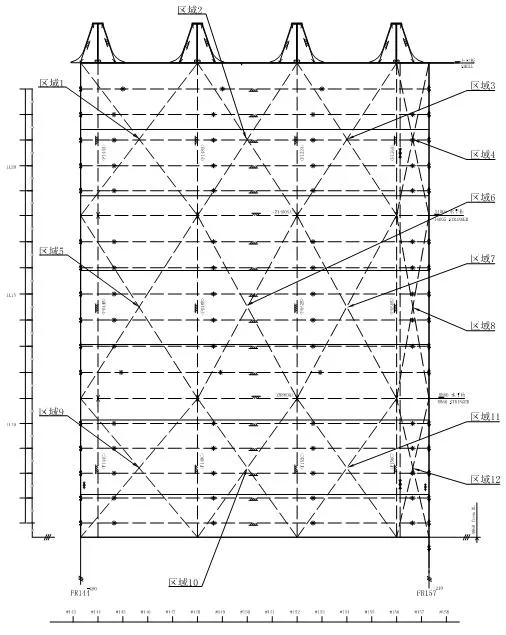
图2 5万吨油轮S9分段焊接区域划分图
(2)装配作业:①对于三角板、补板等标准零件,采用计件方式计算工时;②大型壁板及结构箱体应根据具体装配的焊缝长度给予基础定额工时,结合尺寸、重量综合考虑给予工时系数;③规则的型材以单位时间内定量完成多少根或米作为计算方式;
(3)焊接作业:在前期进行基础数据收集,根据焊接坡口形式、焊脚大小等现场焊接评定实测焊接速度编制《焊接工时定额规范》;
①焊接基本时间Tj=(A*L)/(V*S*w)min
其中A为焊缝横截面面积mm2,L为焊缝长度m,V为焊接速度(m/min),S为焊丝横截面面积mm2,w为焊丝的熔敷率。
②焊接位置工时定额修正系数Kw,平焊为1,横焊为1.5,立焊为1.7,仰焊为2。
③焊接辅助时间Tf(min),含多层多道焊清渣、焊接缺陷检查等。
①从病史上讲,本人对颈源性头痛患者的诊断更注重是否是伏案工作者,是否慢性积累性损伤者,这一点与目前国内外多数学者观点不同。目前国内外多数学者认为该病大部分患者应有头颈部外伤史,尤其是有车祸等外伤史的患者应高度怀疑。
Tf=Tj*30%
④焊接作业时间为T=Tj+Tf
⑤焊接工时定额=240T/150(主要考虑工作场地布置、休息与生理需求时间、准备与结束时间按4小时以周期计算)
(4)打磨作业:对于打磨作业,在推行前期,不设置固定的定额工时,原则上以焊接工时的一定比例取值。焊接质量越高,打磨工时越少,反之越多;
(5)精度检查根据分段类型设置固定值,主要取决于装配的质量。如本厂区内的5万吨系列船旁板分段设固定值为4工时。
在实际推行过程中,按分段类型以肋位及纵向联系壁板为间隔划分成不同的作业区域进行焊接、打磨工时的统计,见图2所示。
4 管理要求
推进初期,对相关的过程作出以下管理要求:
(1)要求各施工单位、班组按照推进方案,做好每日PP派工项目的跟踪及反馈,做好实动工时的日常记录;
(2)工段及班组月度结算时,以完成的预算工时为基础,结合计划完成率、质量指标等综合考虑,具体以生产部制订的绩效考核制度为准;
(3)对于上下道工序之间的手尾问题,应根据PP项目记录进行彻查,上道工序的手尾由下道工序处理的,应采用对应PP项目扣减的形式进行;
(4)PS/PB/PP项目及完成情况作为完工结算的前提,未及时提交资料(或提交资料与实际情况明显不符)的不予结算;
(5)员工每月完成的预算工时、实动工时及绩效需做到“公平、公正、公开”;

表3 5万吨系列船分段中组立每吨工时对比表
(6)将精细化派工管理作为施工单位重点考核内容,从机制上保障此项工作的有效推进及运行;
(7)辅助工种的精细化派工管理与员工考核,应以工序为基础,结合工作方式具体制定,如行车工/起重工应以其辅助的主工种的物量进行核定;
(8)生产部门制订基于精细化派工管理基础上的员工(含工段长、班组长)绩效考核方案,并对精细化派工管理的过程作出明确规定。
5 效果及下步方向
在前期推行过程中,以本厂区承制的5万吨系列船的FD52、3D33、A021、S分段的制作作为研究对象,员工工段作为施工组织,取得了较好的效果。根据中组立阶段主工种汇总每吨工时统计数据显示,生产效率均有不同程度提升(如表3所示)。
在后续的推行过程中,将在工时物量编制、记录统计、效能分析等方面借助信息化的管理手段进一步深入研究,如区域焊缝统计方法借助设计建模软件自动提取,定额工时、实动工时及考勤工时的自动对比分析,单位及员工个体能效符合分析等方面。
6 结束语
本文以造船分段制作阶段的精细化派工管理作为研究对象,通过在厂区内进行推行情况,总结了推行经验,取得了较好的实际效果。精细化管理模式有效的控制了生产成本,为企业的核心竞争力提升提供管理保证。在此基础上,应继续深入探索,以期实现真正意义上的科学管理模式。
猜你喜欢
科技与创新(2022年22期)2022-11-18
电子测试(2022年7期)2022-04-22
军民两用技术与产品(2021年6期)2021-10-14
建材发展导向(2021年10期)2021-07-16
职工法律天地·上半月(2020年1期)2020-03-02
石油化工建设(2019年4期)2019-10-10
中国核电(2017年1期)2017-05-17
知识产权(2016年5期)2016-12-01
中国科技信息(2015年23期)2015-11-07
中国建设信息化(2011年8期)2011-09-07
