电弧焊接钢板过程中光谱强度研究
2019-06-27 01:48张鹏波陈文志王朔侯力铭蔡宏吉
科技创新与应用 2019年8期
张鹏波 陈文志 王朔 侯力铭 蔡宏吉

摘 要:利用光谱法研究电弧焊接钢板过程中焊接光谱强度的周期性变化规律,在相同的焊接条件下得到了光谱峰值强度与时间的关系,分析得出焊接光谱峰值的周期性变化规律,其周期性变化过程与焊接过程的熔滴过渡过程机理相对应,同时其波峰强度值随波长的规律性变化与焊接过程离子浓度的变化规律相吻合。
关键词:电弧焊接;光谱法;周期性变化;熔滴过渡
中图分类号:O433.4 文獻标志码:A 文章编号:2095-2945(2019)08-0063-03
Abstract: The periodic variation of welding spectral intensity in the process of arc welding steel plate is studied by spectroscopy. the relationship between spectral peak intensity and time is obtained under the same welding conditions, and the periodic variation law of welding spectral peak value is obtained. The periodic change process corresponds to the droplet transfer process mechanism of the welding process, and the regular change of the wave peak intensity with the wavelength is consistent with the change of ion concentration in the welding process.
Keywords: arc welding; spectroscopy; periodic change; droplet transfer
引言
在机械产品的生产和制造工艺中,焊接技术是至关重要的一个环节。目前随着技术的发展已有了多种焊接方法,焊接水平也在不断的提高中,伴随着我国在航空航天和海洋勘探等领域的发展,焊接的重要性和需求将会日益凸显。
电弧是在十九世纪末被作为一种气体导电的物理现象而发现的,随着社会需求的不断发展,出现了不同形式的焊接方式。CO2气体保护焊具有高效、节能、成本低、工件变形小等优点,现己成为焊接碳钢、低合金结构钢的最常用方法。目前激光焊、等离子体焊、双丝焊等焊接方式也已越来越普及。
天津大学李俊岳,杨运强[1,2]等人研究了电弧光谱测控的基本原理,给出了相应的公式推导,并研究了在焊接电弧气氛实时测控方面的应用。取得了优异的成果。Haidar[3]建立了熔滴生成过程的二维时变模型,该模型考虑了重力、表面张力、电磁力、送丝速度以及保护气体流量等因素。此外,还采用该模型模拟及分析了氩气保护下熔滴由液滴过渡向喷射过渡转变的机理。Jone[4]基于拍摄的熔滴图像建立了熔滴形状及其过渡的动态模型,从理论上分析了电磁力对熔滴形状及熔滴过渡的作用。美国爱迪生焊接研究所(EWI)[5,6,7]在90年代末期对304型不锈钢的活性焊剂焊接进行了试验研究。本文基于光谱法探究电弧焊接过程中焊接谱线随时间的变化规律,根据其谱线的周期性变化趋势以及等离子体变化规律,分析焊接过程中机理变化,深入揭示电弧焊接钢板过程内部的物理过程。
1 实验原理
电弧焊接是一个非平衡的、瞬时的、极不均匀的物理化学过程,焊接过程会产生温度、亮度极高的弧光和强磁场强电场。所以对于焊接电弧的实验检测是十分困难和有限的,因此利用一种新的方法对焊接电弧进行深入、细致的研究,揭示焊接电弧内部物理化学过程具有非常重要的意义。
与一般热源相比较,焊接电弧所处的应用环境十分复杂。首先,焊接电弧区间气体温度非常高,通常为3000K-30000K[8],很难进行直接测量,一般只能进行间接测量;同时会产生电源波动、气流变化等扰动,且大部分的扰动无法去除,实验数据的测量就会存在时变性,而且时变速度往往很大;焊接电弧成分复杂,由保护气体成分、电极材料产生的金属蒸汽以及杂质气体组成,包含有分子、原子、离子、电子等多种粒子,被认为是最难测的温度段。由此可知对于内部状态的各种运动过程的参数测量是十分困难的,只能通过间接手段推断等离子体内部的情况,上述特点为焊接电弧的光谱法诊断提供了十分广阔的应用前景。光谱法是针对等离子体辐射的一种测量分析方法,其原理是借助光谱仪器将电弧辐射信号分解为光谱信号,再根据光谱强度与电弧等离子体内部温度、粒子浓度、成分的关系等规律来反映电弧内部的物理状态及其过程。
2 实验装置图
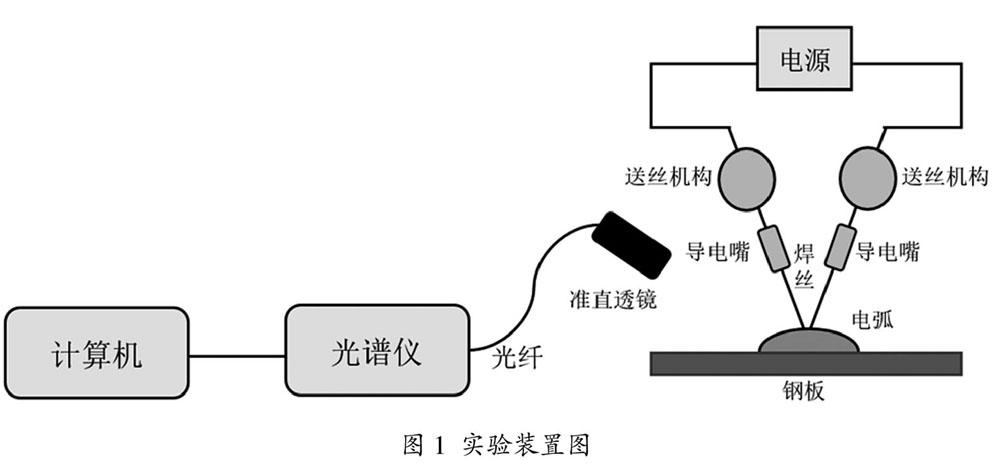
电弧焊接的光谱测量实验装置图如图1所示:包括焊接平台、靶材、准直透镜、光谱仪、计算机等。焊接过程在移动平台上进行,准直透镜会聚于焊接点,产生的光信号由耦合透镜收集进光纤,由光谱仪采集并存储在计算机中。
实验过程中光谱仪采用海洋公司生产的QE65Pro型光谱仪,分辨率为0.8nm,积分时间为8ms。保护气体为Ar,焊接电流160A,焊接电压26V。焊丝直径为1.2mm,送丝速度为3.9m/min。
3 结果与分析
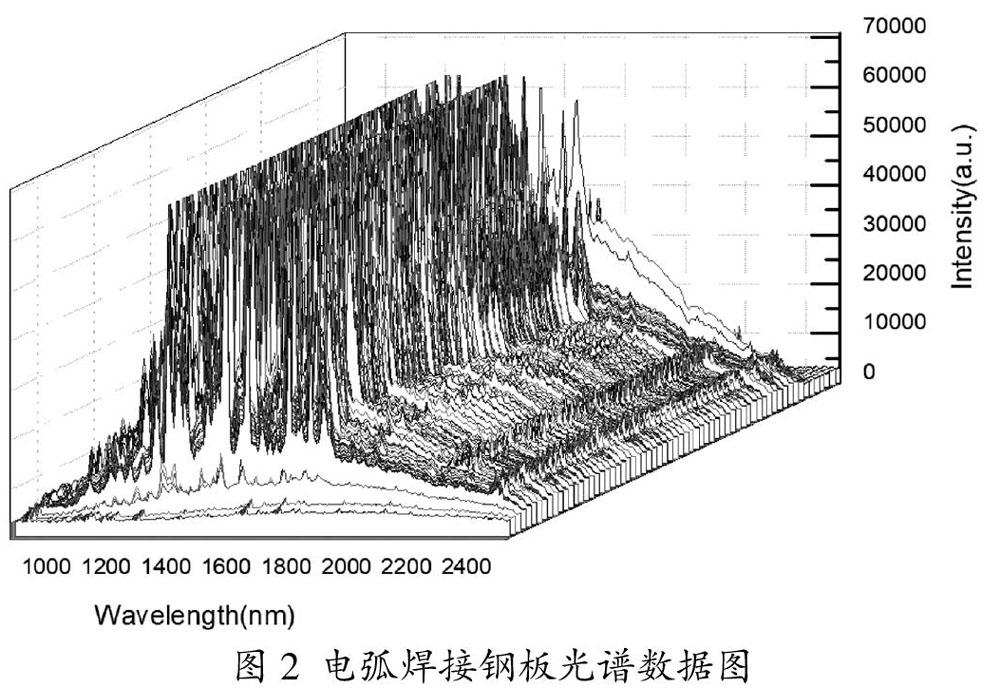
根据搭建的实验平台进行实验,利用光谱仪连续采集光谱信息,得到电弧焊接过程中钢板谱线如图2所示。
3.1 电弧焊接周期变化特性分析
由以上曲线变化规律,同一波长下的强度变化以接近于周期性的方式进行。以T=10000ms为界,前部分的周期波动幅度较小,速度减慢,周期约为840ms。后半部分的周期波动幅度较大,速度较快,周期约为580ms。对于谱线的一个周期进行放大标注如图7所示。
如图7,将焊接光谱的周期波动用图中所示的1-2-3-4-1表示,分析得出,激光焊接光谱中存在大量的类似的周期波动。结合焊接过程的熔滴过渡特征,根据焊接光谱的周期分布分析焊接过程的周期变化:过程1:这时为短路重燃瞬时,辐射明显增强。过程2:由于刚进行完熔滴过渡,电弧中的铁蒸气偏少,电弧温度较高,谱线开始呈上升趋势。过程3:随着熔滴生长电弧逐渐缩短,熔滴波动造成电弧氣氛中铁蒸气明显增多,使电弧温度下降,电弧温度降低使得辐射强度也随之降低。过程4:短路状态;短路造成电弧辐射的迅速减小,各个谱段的辐射都迅速减小,造成接近于零的辐射。短路结束后,瞬时重燃,又进入第一状态。
波动的周期性变化和焊接过程的周期性变化有关。光谱信号波形中不仅出现熔滴过渡的脉冲,而且每个脉冲波形之间具有明显的相似性。对于溶滴过渡,每个脉冲的峰值可达谱线强度最大值,而脉冲的谷点则维持在一个较高的信号水平上。随着熔滴的生成并逐渐长大,电弧中金属蒸汽的浓度逐渐上升,故光谱信号的辐射强度也随之增长;当熔滴增长到一定阶段之后,由于金属蒸汽在电弧空间的扩散以及阳极斑点的扩展受到限制,造成金属蒸汽浓度的增长趋缓,相应地也使光谱信号的增长率下降;熔滴最终长成并迅速脱落,使电弧空间的金属蒸汽浓度和温度突然下降,从而造成脉冲波形迅速下降到谷点,下个熔滴过渡时脉冲波形重复类似过程。
3.2 电弧焊接频率变化特性分析
从图可得知,当焊接电流为160A,电压为26V时,随着焊接时间的增加,电弧焊接熔滴过渡频率先减小后增加,T<10000ms时,熔滴过渡频率低。这是因为当液滴入射在熔池下凹处时,匙孔产生的金属蒸汽的反冲力阻碍熔滴的过渡。当焊接时间随之增大时,金属蒸汽对熔滴的阻力减小,因而熔滴的过渡频率增加。实验过程中的过渡频率变化以T=10000ms为界,后期的频率变化为前期的1.8倍。这也说明在电弧焊中金属蒸汽的浓度升高在一定程度上增加了熔滴的过渡频率。随着焊接时间的增加,熔滴过渡频率增加,并逐渐趋于稳定。这是因为随着焊接温度的升高,匙孔产生的金属蒸气对焊丝的热辐射作用越强,导致熔滴过渡频率增加。当T在10000ms以后,熔滴过渡频率趋于稳定,这是由于匙孔产生的金属蒸汽对熔滴的辐射作用以及反冲力逐渐减弱,同时在给定的电弧能量作用下,熔滴以短路过渡或是颗粒过渡的形式进入熔池,此时熔滴所受的分离力远大于阻力,因此熔滴过渡频率趋于稳定。
由图3-6均可看出,在同一波长下,时间-强度曲线中前期峰值强度较小,后期较大。T<10000ms时,峰值平均值较低,T>10000ms时,峰值平均值明显高于前者。两者之间存在明显差异,根据实验过程,得出两者有峰值差的原因是焊接过程中焊板温度随焊接时间的变化而升高,导致等离子体浓度升高,焊接过程的飞溅增加。
4 结论
(1)电弧焊接钢板规程中的等离子体光谱具有以下优点:信息丰富,灵敏度高,选择性好,响应速度快,无介入性,抗干扰能力强,时空分辨率高等。所以论文采用光谱法研究电弧焊接中光谱的变化,根据实验采集电弧等离子体光谱,分析不同焊接状态下的光谱特征。
(2)在同一焊接条件下,相同波长时,时间-强度曲线存在周期性变化,前期周期波动幅度较小,速度较慢,后期波动幅度较大,速度较快。其周期性变化趋势与电弧焊接中熔滴过渡周期吻合。
(3)电弧焊接光谱频率的变化以T=10000ms为界,后期的频率变化为前期的1.8倍。与电弧焊接过程中熔滴和金属蒸汽的反作用力变化趋势一致,导致焊接过程中谱线频率出现规律性变化。
参考文献:
[1]李俊岳,杨运强,李桓,等.焊接电弧光谱信息测控技术及其应用[J].中国工程科学,2001,3(7):21-29.
[2]李俊岳,宋永伦,李桓,等.焊接电弧光谱信息的基本理论和基本方法[J].焊接学报,2002,23(6):5-8.
[3]Haidar J, Lowke J J . Predictions of metal droplet formation in arc welding[J]. Journal of Physics D Applied Physics, 1999, 29(12):2951-2960.
[4]Jones L A, Eagar T W, Lang J H . Magnetic forces acting on molten drops in gas metal arc welding[J]. Journal of Physics D Applied Physics, 1999, volume 31(31):93-106(14).
[5]Niagaj J . The use of activating fluxes for the welding of high-alloy steels by A-TIG method[J]. Welding international, 2003,17(4):257-261.
[6]Troy Paskell etc.GTAW Flux Increases Weld Joint Penetration[J].Welding Journal, 1997,76(4):57-62.
[7]张秋平.活性焊剂氩弧焊技术及其应用[J].飞航导弹,2004(6):57-60.
[8]施雨湘.焊接电弧现象[M].机械工业出版社,1985.