
大型合金半钢轧辊热处理变形原因分析及防范措施
2019-07-25 08:49赵海军李宏宇
铸造设备与工艺 2019年2期
赵海军,李宏宇
(唐山钢铁集团重型机械装备有限公司,河北唐山 063000)
合金半钢轧辊含C质量分数通常在1.4%~2.3%范围内,机械性能处于钢、铁之间。这种轧辊具有硬度降落小,耐磨性能高等特点,广泛用于型钢、轨梁、棒材轧机粗轧和中轧机架,热轧带钢连轧机粗轧、精轧前段工作辊、立辊,万能轧机、悬臂轧机辊环、辊套等。
用于大型钢轧机中轧机架的半钢工作辊制造工序流程为:浇注-粗加工-热处理-精加工。在热处理工序时主要采用高温扩散+正火回火的热处理工艺。且此类轧辊传动侧辊颈往往具有较大的长径比,在热处理工程中辊颈极易弯曲变形,见图1,导致辊颈端面中心孔偏移,造成加工余量不足,只能热处理矫正,最终延误工期,提高了产品成本。
1 生产情况
某钢厂型钢轧机用规格为1 000×1 100的半钢180轧辊,其主要尺寸见图2.
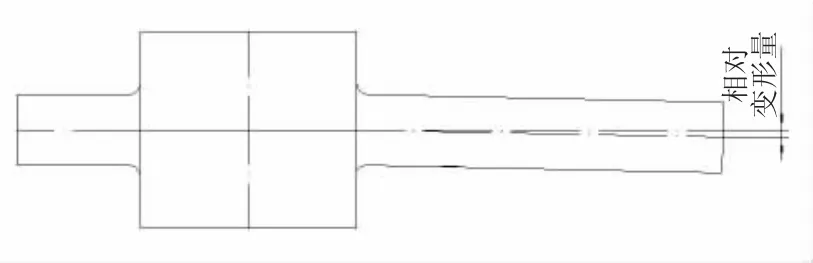
图1 下辊颈弯曲缺陷示意
该轧辊下辊颈长径比为5.2,该辊在制作过程中多次出现热处理后传动侧辊颈弯曲变形,中心孔偏移影响加工的质量事故。其热处理主要工艺图见图3.
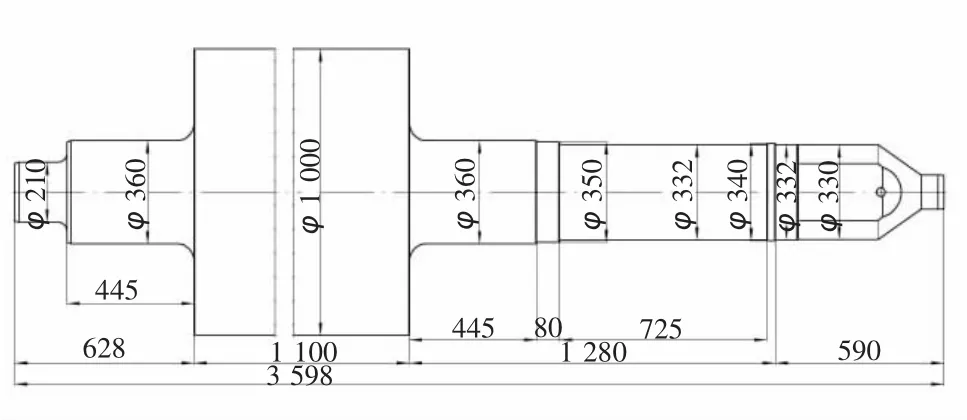
图2 某钢厂型钢轧机用轧辊主要尺寸
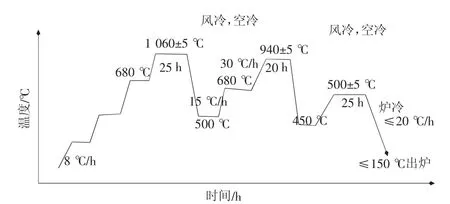
图3 热处理工艺图
2 事故具体情况
2.1 问题轧辊的基本情况
公司供应某钢厂的该类轧辊,在2018年3月前生产18支,其中出现问题轧辊17支,部分轧辊变形量小,经重修中心孔后能满足加工要求,其他的轧辊变形量大,只能重新热处理矫正。其中6支变形严重的轧辊中心孔偏离情况见表1,不合格率达33%.
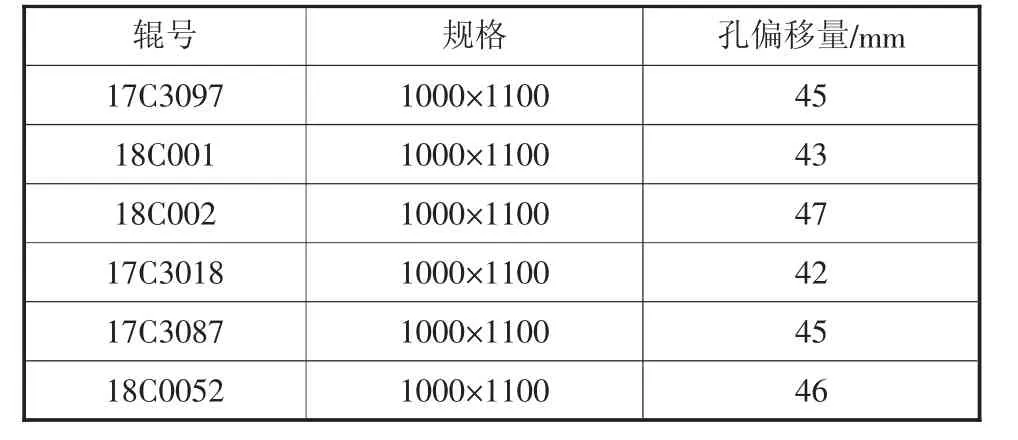
表1 变形严重轧辊热处理后中心孔偏离情况
2.2 问题轧辊工艺参数
该类轧辊用于型钢轧机中轧机架,材质为ZUB180CrNiMo,质量事故为热处理后传动侧辊颈弯曲变形。其工艺要求的化学成分参数见表2.

表2 工艺要求的化学成分(质量分数,%)
3 轧辊变形原因及分析
轧辊入窑热处理时,各部位要垫实防止变形(见图4),但轧辊在热处理过程中受自身膨胀、台车变形、垫支不合理、吊装方式等多方面影响。现就各影响因素逐一进行分析。
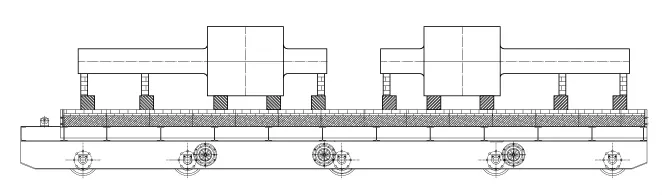
图4 轧辊在台车上垫支示意图
3.1 金属材质本身的线性膨胀
金属的热膨胀量 δ=a·d·(T-T0),式中 a 为金属的线膨胀系数,d为轧辊直径,T为加热温度,T0为室温。由于辊身、辊颈直径的不同,轧辊在高温热处理时辊身辊颈膨胀量不一致,辊身膨胀多,辊颈膨胀小。经计算该辊辊身膨胀量为11.73 mm,辊颈膨胀量为4.5 mm,两者相差7 mm.在940℃温度长时间保温,此温度已远高于该类材质的塑性形变温度,在重力作用下辊颈端部相对辊身下移7 mm,见图5.
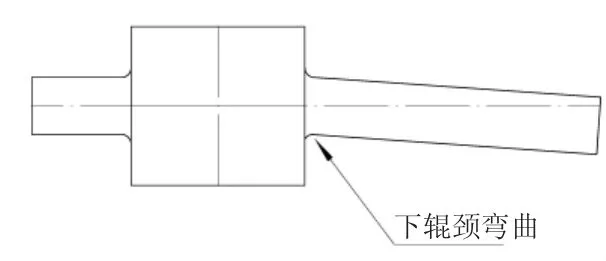
图5 重力作用下辊颈端部相对辊身下移示意
3.2 台车变形
台车变形是大型热处理普遍存在的问题。公司处理该辊采用丹阳江南工业炉制作的RT3-1700-12电阻炉,该炉台车结构见图6.

图6 RT3-1700-12电阻炉台车结构
其驱动机构为3套电机+减速机+齿轮驱动,无电阻带,主要结构从下至上,依次为车轮梁、工字钢梁框、底板、耐热混凝土、耐热砖。结合设备科,测得变形量见表3,绘制为折线图见图7.

表3 台车变形记录
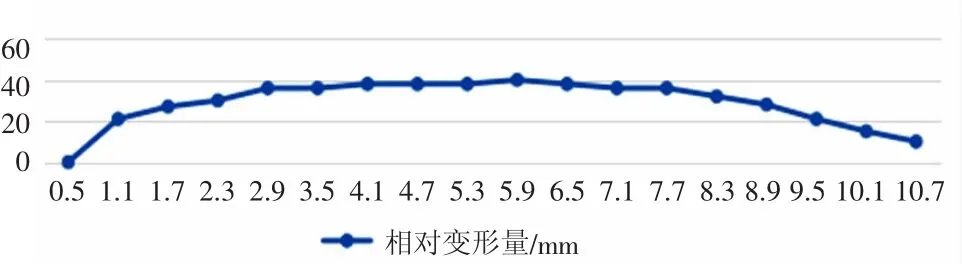
图7 台车各部位形变记录
从数据和折线图可以明显看出,台车在高温作用下中部明显凸出,其主要原因是由于台车内外温差大,梁框上部膨胀量大,梁框下部膨胀量小。这样靠近台车边部的辊颈端部较靠近台车中部的辊身由于重力作用向下偏移36 mm~40 mm.
3.3 垫支不合理
由于该辊传动侧辊颈长径比较大,必须合理垫支,以防止变形。其一,若选用带有电阻带的台车,垫支点选在电阻带盖板上,高温时盖板变形影响垫支效果。其二,垫支点间距过大,也会导致辊颈变形。其三,垫支后没有检查垫支是否结实,若垫支不牢固,垫支保温砖松动、保温砖与辊颈有间隙等等都会影响垫支效果。
3.4 吊装方式
轧辊正火空冷工序过程中,需将高温轧辊从台车吊运至空淬机,此时轧辊处于塑性形变温度,若吊装点在辊颈端部见图8,辊身在重力作用下,必然加重其形变程度。
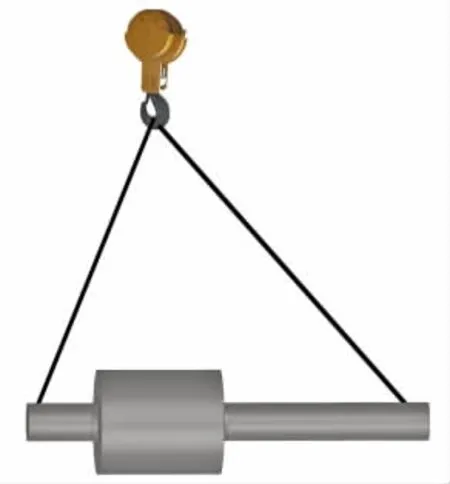
图8 吊装点在辊颈端部
轧辊变形影响因素中台车变形是轧辊变形的主要原因,其次是金属本身的线性膨胀,垫支不合理、吊装方式等人为因素可以通过制定相应制度来减少其对轧辊变形的影响。
4 防止轧辊变形措施
4.1 针对台车变形变形采取措施
1)在台车底板与耐热混凝土之间铺垫一定厚度的隔热石棉毡,用以减少台车金属结构的内外温差;
2)经计算在保证台车结构强度的条件下,在台车工字梁框纵梁上每隔3 m自上向下气割100 mm深、3 mm宽的膨胀缝,以缓解台车内外膨胀量差。
通过这两项措施后,测得台车相对变形量缩减至 5 mm~10 mm.
4.2 针对金属材质本身的线性膨胀,预先计算反变形量
在轧辊装炉时,在辊身下垫支5 mm~7 mm厚木板,在加热过程中,木板自燃,辊身与金属垫块之间的空隙可以弥补辊身与辊颈线性膨胀差。
4.3 针对垫支不合理采取措施
首先在制定热处理装炉计划时台车带有电阻带的电阻炉不安排类似轧辊,其次制定入炉检查记录,每个支点做敲击实验,并做好记录。
4.4 选用合适的吊装方式
轧辊热出炉时,吊装轧辊辊身辊颈交接处,避免重力拉弯轧辊辊颈,见图9.
图9 吊装吊装点在辊颈辊身交接处
通过以上改进措施,生产的后续该类20支轧辊变形量见表4,可以看出辊颈弯曲变形量控制在8 mm以内,满足了加工余量的要求。
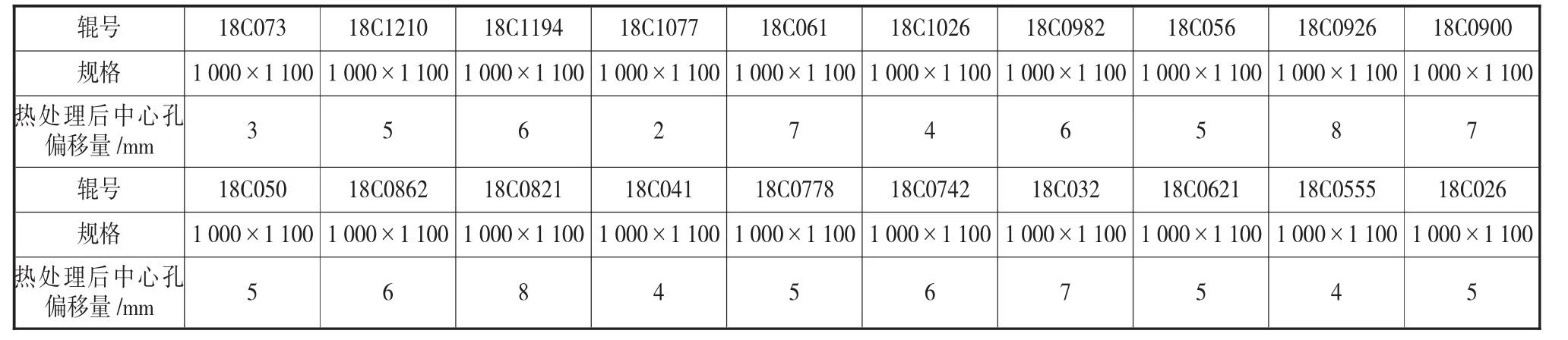
表4 改进措施后20支轧辊变形量
5 结 论
大型合金半钢轧辊高温热处理变形主要原因来自两个方面,一是台车变形,二是辊身辊颈的线性膨胀相差较大。选择合适的台车结构和采用木板垫支可以降低台车变形。
猜你喜欢
铝加工(2022年3期)2022-11-24
交通科技与管理(2022年8期)2022-05-07
一重技术(2021年5期)2022-01-18
新疆钢铁(2021年1期)2021-10-14
铁道建筑技术(2021年3期)2021-07-21
新疆钢铁(2020年1期)2020-05-24
中国新技术新产品(2016年15期)2016-09-27
有色金属加工(2015年5期)2015-06-28
汽车科技(2015年1期)2015-02-28
山东工业技术(2014年17期)2014-12-24
