
大型结构件精益制造在工程机械的应用与研究
2019-10-23 07:29佟信任
装备制造技术 2019年8期
文 化,佟信任,雷 蕾
(广西柳工机械股份有限公司,广西 柳州545007)
大型结构件是装载机产品的核心部件,是装载机大型钢结构件(前车架、后车架及动臂),后车架因结构大,构成部件多,制造流程长,一直是需要不断提升的核心产品。随着近年公司的市场比拼,市场对装载机的需求持续增加,对产品质量的要求不断提高,面对激烈的市场竞争,离散型的生产过程已经无法满足市场需求。所以迫切需要改善制造生产流程,对现有的生产过程进行分析,用更精益的方式优化工艺流程和工序,对产线进行精益布局,使制造生产流程更加流畅,以较低的成本及较高的效率提升产品竞争力。
1 精益制造简介
精益制造就是在制造过程中,充分运用精益生产的理念和方法,围绕制造周期进行快速生产,尽可能又快又好又顺畅地将产品制造并交付给顾客的制造过程。精益生产在美国麻省理工学院在日本丰田生产方式的应用基础上总结而来,是诞生于美国的工业工程在日本丰田汽车制造公司的系统化运用案例,围绕产品制造以及时提交顾客,提高安全、质量、效率,降低制造成本。精益生产以工业工程的生产计划与控制、流程设计和优化、供应链管理、质量工程,严格进行零管理库存管理,综合了多品种小批量的少投入多产出方面优势,以准时化和自动化的综合性运用,在交货期的各环节消除一切浪费,无停滞、无等待、零库存、高品质地快速适应顾客的需要而生产,在工程机械制造过程中非常值得研究和推广运用。精益制造运用精益生产的理念消除浪费,运用精益的工具(工艺流程优化、生产线布局、TOC(Theory of constraints Theory of constraints)瓶颈理论、线平衡、增值和非增值时间、质量统计分析、标准化等),追求一个流、流畅制造,各制造环节紧密协同和配合,信息和资源优化配置,最终实现精益化的制造。
2 精益制造对大型结构件生产线及其生产现状进行调查
2.1 典型产品分析
由于后车架质量问题影响整机装配占比37%,产能不足造成缺件影响整机装配占比21%,影响因素排名分别居第一、二位,严重影响大型结构件的交付及时性和质量。公司预测后车架的年产量为16141件,而C系列后车架产量13236件,占总产量的82%,按每天22.5天工作制,每天有效作业时间420分钟,每天产能需求为49件/天,实际产量只有27件/天,所以C系列后车架质量及产能急需精益制造的提升,以满足装配工厂准时化需要。
2.2 C系列后车架生产系统分析
针对C系列后车架的质量和产能问题,研究的对象是C系列后车架生产系统,它由来料输入,通过生产系统的活动过程,产出C系列后车架,主要工序为9道工序:大梁拼搭、拼搭、焊接、镗铰接孔、钻孔、拼焊圆钢、手电钻及攻丝、修磨、涂装,每个作业过程均对C系列后车架的质量和产能造成影响,因此需要进一步分析其工艺流程以便对该工艺流程进行改善。
2.3 工艺流程分析
详细记录整个工艺流程,是系统性全面性改进生产系统的重要精益手段和方法,因此对C系列生产系统所有的工艺流程进行系统的检查和记录,发现所有加工活动有18次,搬运活动有43次,缓存停滞有15处,检验检查有2处,工艺流程如图1所示。通过对工艺流程的分析,看出加工活动比较多,生产过程相对复杂,其次是搬运活动占据了整个活动的近一半多,是完全不增值的浪费环节,需要重点加以精益改进。缓存位置多,物料停滞多,对生产周期的影响较大,不利于快速生产,需要尽可能消除。过程检验点少,只放在一头一尾,对过程的质量控制偏弱,极易到最后环节才发现不合格品,影响生产质量和成本。
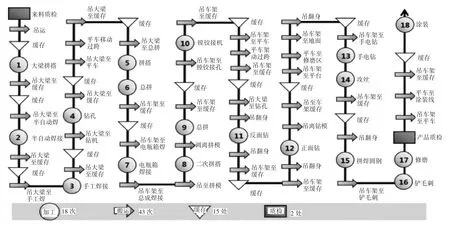
图1 C系列后车架工艺流程
2.4 整体生产布局经路分析
绘制C系列后车架生产布局、物流路线并分析后,发现后车架离散作业多,起吊多,存在浪费的停滞点多,生产区域占用了4个大厂房车间,占地面积高达4 904 m2;物流作业交叉及逆流多,流转跨度大,流转距离177 m,其生产路径如图2所示。对每个缓存区域进行半成品数量记录和统计,连续记录7天(按经验统计一周时间)的每天库存量,制品平均日存量高达150台,是目标天产量的2.88倍。
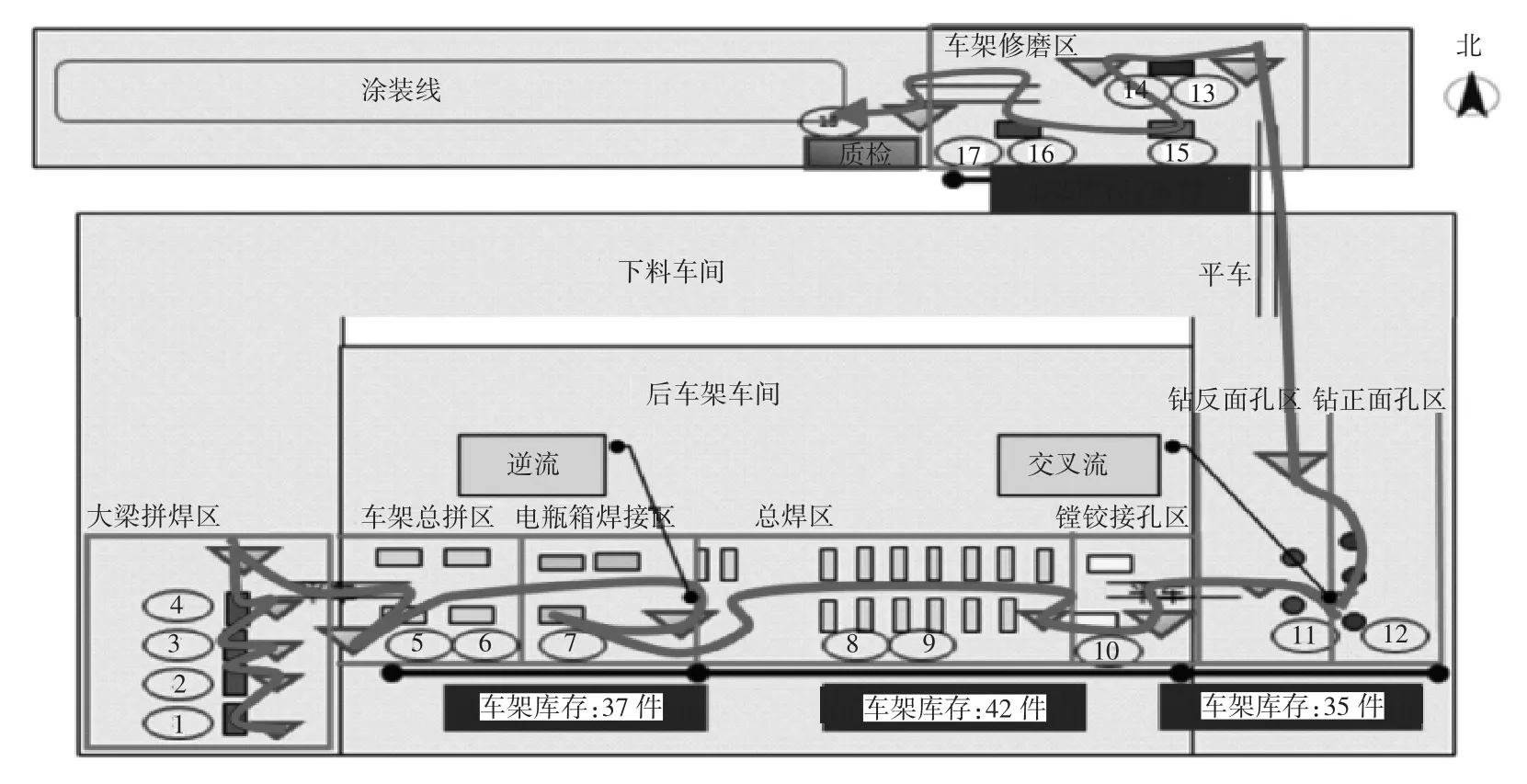
图2 C系列产品生产径路图
2.5 生产过程进行时间测量
通过动作时间分析,确定每个工序的增值时间、非增值时间,为绘制线平衡墙提供基础数据,为精益的生产布局提供了改进依据。通过对各工序的时间测定,整个作业周期的平均增值时间比=64%,如表1所列,非增值主要由吊运、行走、调整时间长造成,所以需要消除各工序不必要的非增值时间,有效利用增值的时间,提高增值时间比。
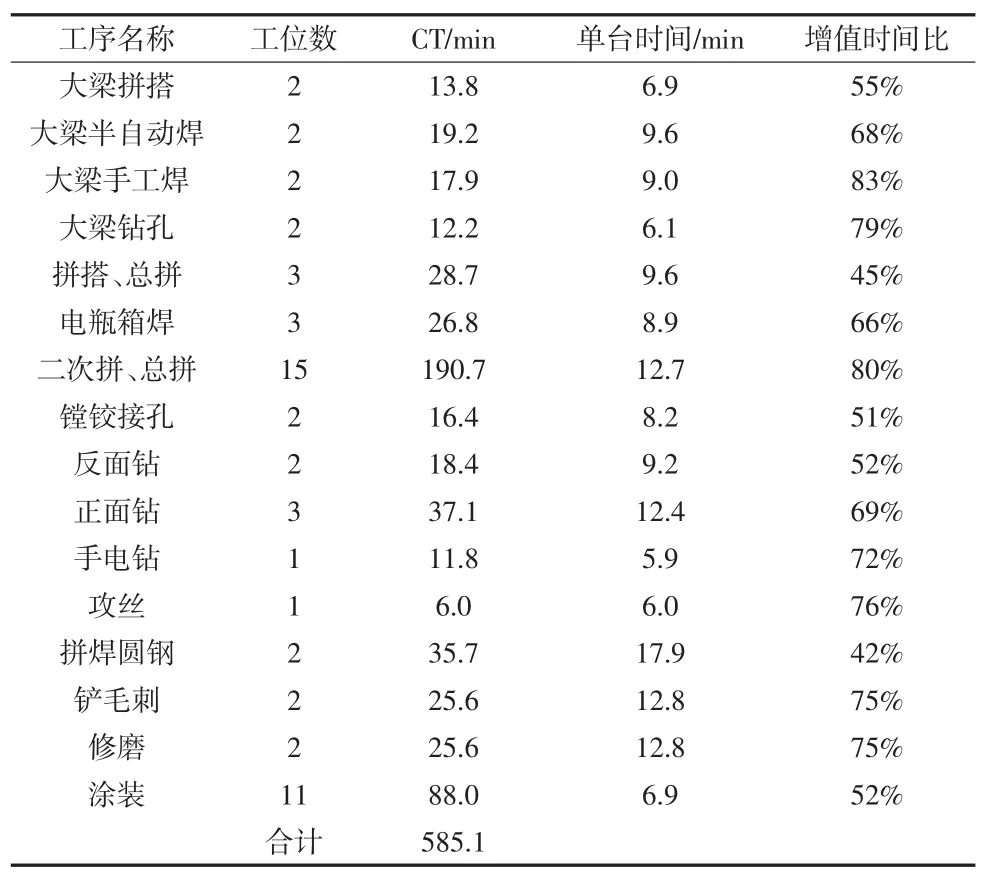
表1 作业时间统计表
2.6 线平衡现状及分析
将所有工序时间测量完成后,对工序时间绘制成生产线平衡分析图[2],如图3所示。通过对C系列后车架的比较分析,发现生产线节拍时间为18.5分钟/件,不能满足8.6分钟/件顾客节拍要求,超出顾客需求节拍8.6分钟/件的瓶颈工序[2]集中体现在拼搭圆钢、铲毛刺、修磨(瓶颈1);正面钻、手电钻(瓶颈2);二次拼、总拼(瓶颈 3);大梁半自动焊接(瓶颈4);拼搭、总拼(瓶颈5)。瓶颈点的5个工序严重影响了整个生产线的制造节拍,相互间的不平衡造成了中间环节的库存。
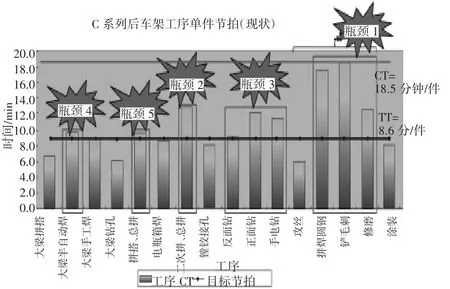
图3 C系列工序平衡分析图
通过分析可知,线平衡率[1]仅为56.5%,平衡损失率[1]为43.5%,生产过程存在严重的不平衡,需要进行瓶颈和平衡改善。
2.7 质量内反馈前3位问题分析
质量是影响整理装配的第一影响因素,通过质量内反馈数据分析,C系列后车架内反馈问题主要是孔偏、尺寸超差、漏拼、错拼,占比88.8%,也是后车架质量问题影响整机装配37%的主要原因,其返修的影响时间尽达54.7 min,如表2所列。
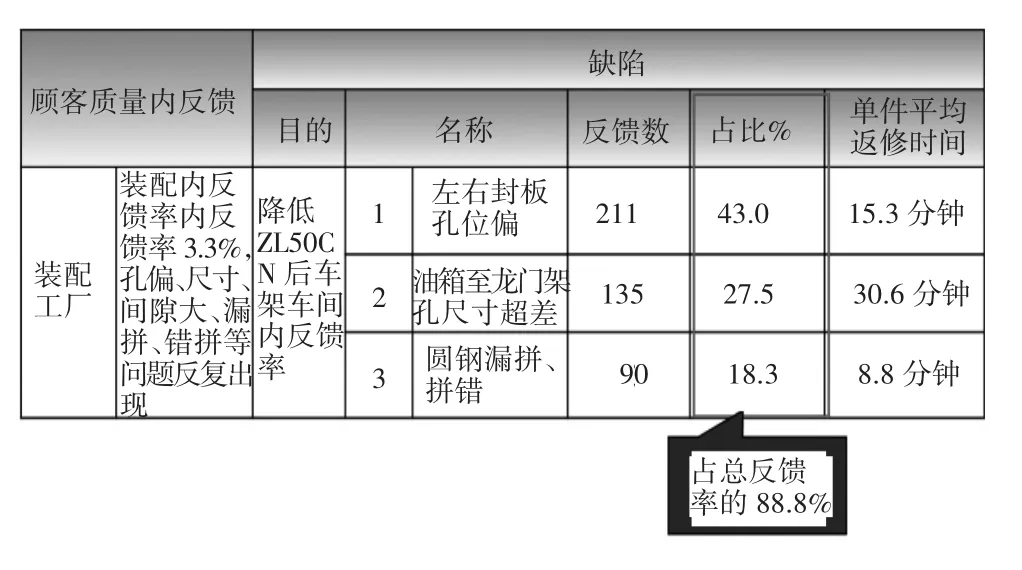
表2 质量内反馈分析表
2.8 安全风险分析
安全一直是有效作业的前提,作业安全风险高,也极易造成重大安全事故,通过对物的不安全因素和人的不安全行为的观察,员工在整个作业过程中的行为均合理,但使用大行车对后车架吊运和翻转次数明显较高达39次,这样员工就处于高风险的作业环境中,使用行车进行车架流转安全风险高。
3 改进目标设定
为达成装配工厂对质量和产能的精益制造目标,需要确定整体项目的目标质量Q、安全S、效率R、成本C,以目标导向来实现生产系统的整体精益制造提升:
(1)质量内反馈率:降低42%,达成公司年度质量内反馈率1.9%目标。
(2)生产节拍时间:降低54%,实现顾客需求节拍内准时完成后车架的生产。
(3)日平均库存:降低30%,减少库存资金的占用。
(4)单台工件大行车使用次数:降低30%,降低行车高风险作业的作业位数。
4 改进方法
4.1 整体精益改进思路
针对工艺流程需要工业工程ECRS(E-Eliminate取消、C-Combine合并、R-Rearrange重排、S-Simplify简化)四大原则[2],优化后车架生产工艺流程,首先取消可以取消的工序,然后再进行合并、重排、简化。运用工作研究和设备改善,来优化工序,使得工序作业时间缩短,达成同步作业,增值时间占比率提高。运用线平衡识别瓶颈,并分析优化,提高生产系统的平衡率,较低平衡损失。在实现同步化作业的基础上,完成一个工序作业后产品可以快速流到下个工序,逐步形成单元化生产的精益布局,同时改进流转的方式,取消部分行车吊运。在实施同步化生产和精益布局后,进行部分设备的自动化改造,减少工序之间的不必要的物料存量。优化工序,优化布局,优化设备,需要进一步保证工艺和工装的保障能力,工艺标准化、工装的便捷化、员工技能的良好发挥,实现安定化的生产,减少生产过程当中的波动。
4.2 瓶颈工序优化,节拍同步
运用ECRS原则,进行工艺流程系统化改进,如图4所示。通过一体化设计优化,直接下料形成电瓶箱部件,取消电瓶箱焊接的工序。将反面钻的工序前移到供应商,直接部件来料使用。二次拼搭合并到拼搭过程当中,在一个工序就将所有的拼搭作业完成。将大梁钻孔的工序前移到大梁拼搭,减少钻孔的定位时间。优化总拼的工艺,减少人工划线定位拼搭,设计一体化的拼搭工装,员工直接进行拼搭点焊,作业效率提升,拼搭的质量获得了较大的提高。正面钻作业时间长,进行拆分,形成多个工位串联作业。修磨和铲毛刺的作业时间的长,进行拆分作业。大梁的半自动焊时间长,需要人手推设备进行焊接,劳动强度大,存在着非增值时间,于是改进为全自动化的焊接,人工不再进行干预。
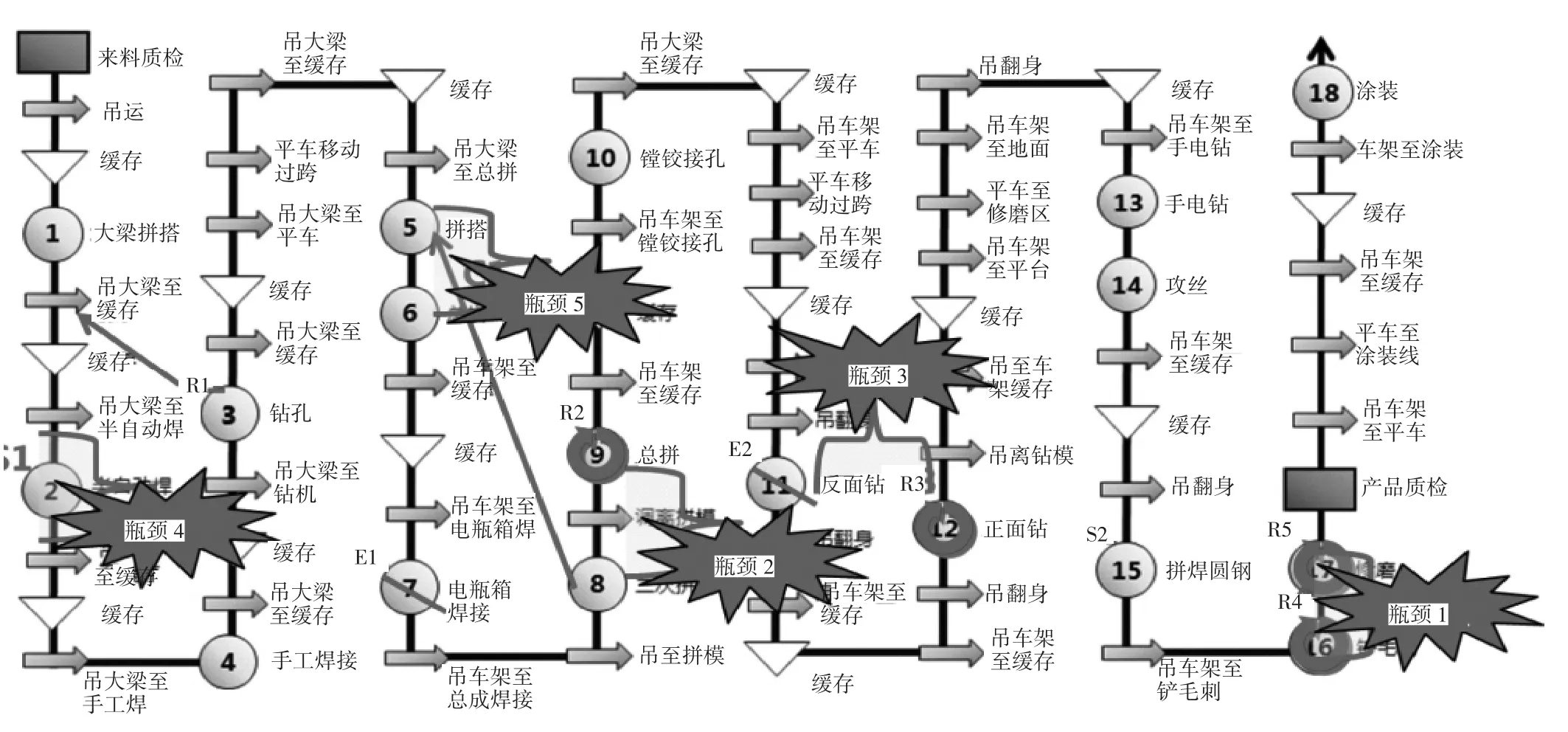
图4 工艺流程优化图
4.3 瓶颈工序的线平衡优化
经过工序优化之后,瓶颈工序的作业时间得到优化,对各作业进行观测确认,将作业时间形成新的线平衡,如图5所示,经过线平衡率[1]的计算,各工序作业时间基本同步化,生产线节拍时间为8.4 min/件,满足8.6 min/件顾客节拍要求,消除了多个瓶颈工序。线平衡率从56.5% 提高到87.0%,平衡损失率仅为13%。
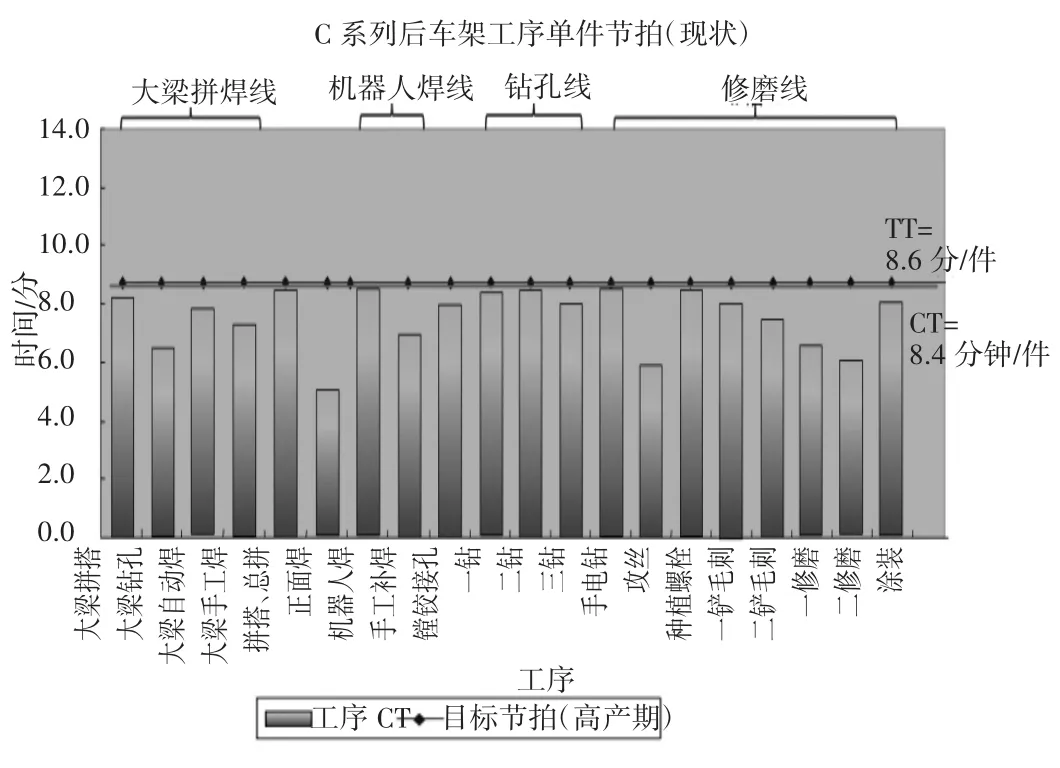
图5 线平衡优化图
4.4 制造单元化,减少行车使用,减少缓存区及存量
工序同步化,奠定了实现精益布局的基础,通过工业工程的产品布局方法运用,将各工序尽可能集中在一个小区域形成流动生产的作业方式,部分工序形成一个流。部分工序和工序之间取消行车的吊运。通过精益布局的设计,如图6所示,库存数从15处降低到7处,库存数量可以减少到68件,基本消除逆流和交叉流的现象。整个后车架生产物流距离可以从372.3 m减少到153 m,占地面积从4 904 m2减少到3 166 m2,行车数量9台减少到5台,吊运次数由39次减少到10次。
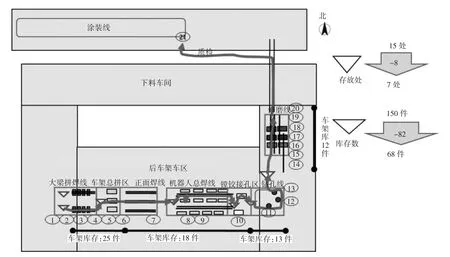
图6 生产布局优化
4.5 提高工艺、工装质量保障能力
大梁半自动化焊接设备进行自动化改造,自动夹紧,滑轨流动,减少停滞,整个过程都不需要人工干预,实现全增值化生产,单件作业时间可以从9.6 min/件减少到7.9 min/件。总焊机器人化,自动夹紧焊接,自动流转小车,减少停滞,设备示意如图7。
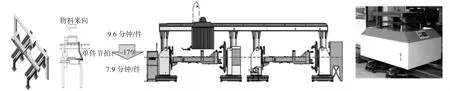
图7 大梁全自动化焊接、总焊机器人设计图
4.6 识别质量缺陷的根本原因,进行工艺优化
通过质量工具树图分析,识别出后车间内反馈率的主要原因,针对左右封板孔位偏问题,发现如下原因:一是,员工划线技能不足,定位与标准存在着偏差,需要对员工的技能进行进一步的培训,技能作业的偏差;二是,划线定位样板尺寸存在着偏差,造成定位基准不符合标准,需要对拼焊模板进行修复。
针对油箱至龙门架孔尺寸超差,经过对工装的三坐标检测,发现总拼工装定位磨损,造成定位尺寸不符合标准,需要对总拼工装进行修复。
针对圆钢漏拼拼错的问题,一是无拼焊工艺文件,员工拼焊没有标准,需要增加拼焊工艺文件进行指导。二是拼焊物料没有点检表,没有在拼焊前进行检查,需要增加物料点检表进行拼焊前检查。
5 实施与改进过程
5.1 瓶颈1改进
建立修磨线,工序之间增加滑道,将离散型的铲毛刺方式改进成了流线化的铲毛刺方式,员工不再弯腰作业,作业时间从18.5 min/件降低到7.5 min/件。
5.2 瓶颈2改进
建立制造单元-总焊线,焊接的过程全部由机器人来进行操作,人工只进行补焊,整个过程仅由自动流转小车流转,焊接时间由原来的13分钟/件降低到8.3 min/件。
5.3 瓶颈3改进
将离散型的钻孔工序改进成制造单元-钻孔线,设备和设备之间增加滑道,所有的钻孔在滑道上进行,既保证了钻孔的稳定性又保证了钻孔效率,作业时间由原来的 12.5 min/件降低到 8.4 min/件。
5.4 瓶颈4改进
将离散型的大梁焊接工序改进成制造单元-大梁拼焊线,工序和工序之间增加滑道,所有的作业过程均可在滑道上完成,作业时间从9.8 min/件减少到8 min/件。
5.5 瓶颈5改进
将一个总拼工装只能拼搭一种产品的工装,进行柔性化改造,改进成一个工装可以拼搭多个产品,逐步形成了所有C系列的单元总拼区,取消大行车的使用,改造成更小更灵活的KPK葡萄架独立吊运流转,作业时间由原来的9.5 min/件降低到8.4 min/件。
5.6 提高工艺、工装质量保障能力
质量改进的过程主要抓工装工艺,员工技能的培养,标准作业指导书的增补和完善。针对性的开展员工技能操作培训,重点提高员工的操作稳定性,既每做一次基本上都符合标准。重新修复划线模板,关键部位的模板进行多次确认,划线一次性合格率100%。增加圆钢拼焊的工艺操作文件,目视化到工位,让员工掌握更高效更标准的工艺操作方法。拼焊前将零件成套配送,执行物料点检,防止拿错物料,遗漏物料。质量内反馈率降低到了1.44%。
5.7 形成精益布局
尽可能地实现精益布局,既流线化、流畅化生产,每个过程都可以让产品快速得以流动,减少产品的不增值等待或停滞,现场区域更加清晰,路线更加明了,员工操作更加顺畅,管理者管理更加轻松高效。
6 效果验证
经过近10个月份改进,质量Q得到提升,安全S风险得到降低、效率R得到提高、成本C的资金占用得到降低,经过2个月的数据跟踪,项目精益改进思路和改进方法有效,目标提升效果显著,改进效果如下:质量内反馈率从3.3%降低到了1.44%,降低率56.4%;生产节拍时间从 18.5min/件降低到了 8.4 min/件,降低了55%;日平均库存从150件降低到了68件,降低率54.7%;单台工件大行车使用次数从39次降低到了10次,降低率74.3%。
项目年收益高达794万元。同时也获得其他无形收益:缩小了作业的场地面积,从4 904 m2减少至3 166 m2,减少35%。提高了车间的安全性,改善做车间的作业环境,损失工作日以上事故多年未出现。员工的参与热情得到激发,培养了IE意识,提高了操作技能。
7 结论与展望
7.1 研究结论
大构件的生产方式在中国制造业中普遍存在,面对市场的多品种小批量的需求,以什么样的生产系统更好地使用市场竞争的需求,就需要运用精益生产的思想和工具进行企业生产系统地调整及转型。本课题着重研究了大型构件的工序流程改进和精益布局,通过自主导入工业工程和精益生产系统方法研究和运用实践,从柔性、平衡、流线化方面对工序同步化,生产线精益化,设备改进,工艺方法优化等方面进行,结果表明,精益改进的总体效果获得了较为明显的提升,项目达成预期目标。
7.2 研究展望
精益的研究和运用才处于较初级的阶段,离国际标杆企业的全面、深入运用还有较大的差距,特别是智能化的深度运用,需要经工业工程和精益生产进行深入研究和系统运用,结合不同阶段的推进重点,继续努力、持续改进,提升柳工制造运营能力,逐步实现生产制造的信息化、智能化。
通过项目实施,各级人员深入了解IE知识、能更灵活地运用IE技术,今后将从高度智能化、高度自动化、高度无人化方向进行进一步的研究,获得中国离散型制造业典型生产方式的突破运用。
猜你喜欢
汽车实用技术(2022年16期)2022-08-31
物流技术与应用(2022年5期)2022-06-17
中学生数理化(高中版.高考理化)(2022年4期)2022-05-25
昆钢科技(2021年1期)2021-04-13
中学生数理化·高一版(2020年2期)2020-04-21
商用汽车(2019年5期)2019-09-10
作文周刊·高二版(2019年43期)2019-01-06
创业家(2015年9期)2015-02-27
汽车零部件(2014年5期)2014-11-11
船海工程(2013年6期)2013-03-11
