
调压阀膜片改造使用效果优化
2019-11-16 00:50蔚生军米燕华王平安段明霞魏雪岩
石油化工应用 2019年10期
蔚生军,米燕华,王平安,段明霞,魏雪岩
(中国石油长庆油田分公司第二采气厂,陕西输林 719000)
以供气站为例,调压阀主要用于供给民用气调节,由于下游用户用气量突增与突降,易导致管线的欠压与超压。调压阀的正常工作对管线安全平稳运行起到决定性作用。通过改造优化调压阀膜片,降低膜片损坏频率,减小停气对下游用气的影响,降低备料成本,实现了降本增效的目的。
1 调压阀的工作原理及结构
1.1 调压阀的工作原理
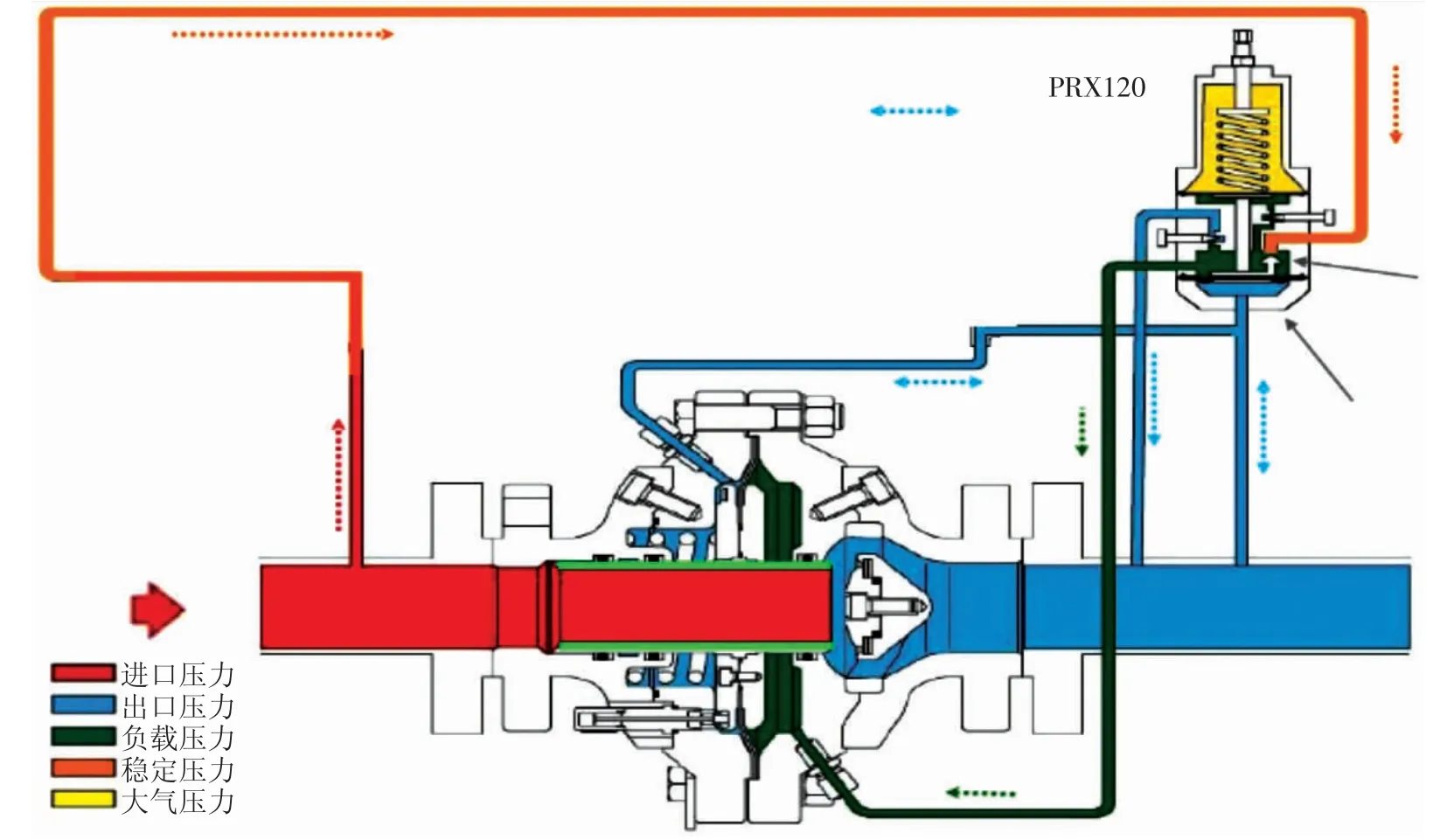
图1 PRX120 型号调压阀原理及结构示意图
调压阀是安装在天然气管道上的重要部件,其作用是将较高压力且不稳定的气源压力调节成较小且相对稳定的气源,给下游用户提供合适稳定的气源,同时具有切断保护功能,为用户安全用气提供保障[1]。本厂在用的各类调压阀有上百个,主要用于地方民用气供给调节和发电机、锅炉、自用气等管路(见图1)。
1.2 调压阀的结构
调压阀主要由执行器和调节阀体两大主体组成。执行器是整个调节阀的核心,主要由引压管、过滤器、隔离皮膜、调整螺丝及弹簧、连杆、阀芯、阀座等机构组成[1]。
2 调压阀膜片改造使用效果优化
2.1 调压阀运行现状
横山供气为民用气,由于下游用户用气量突增与突降,易导致管线的欠压与超压。因此目前共安装两台调压阀,对下游管线压力实时调整控制。调压阀的正常工作对管线安全平稳运行起到决定性作用。
实际生产中,供气站外贸供气管线调压失效频率高。由于调压阀执行机构频繁故障关闭、停气维修不仅增加作业区工作量,也致使下游用户供气困难。且进口配件购买成本高,备料周期长,备料较困难。
2.2 调压阀故障原因分析
为解决调压阀执行机构频繁故障关闭的问题,进行现场调查,发现执行机构频繁故障的原因为:在生产过程中,调压阀膜片变形(变形量0.5 mm~1 mm 即失效),堵塞指挥阀下游压力取压喷嘴,导致调压阀关闭,切断供气(见图2、图3)。
2018 年供气调压阀故障39 次,其中夏季横山供气调压阀膜片失效变形速度较慢,维修更换周期为20天/次。冬季膜片失效变形速度较快,维修更换周期为5天/次。
由于调压阀为进口设备,膜片配件组织周期长,且膜片变形失效频率过高,通过分析讨论,确定通过寻找易于取得且失效变形更慢的膜片替换材料,将供气站横山供气调压阀膜片故障维修次数降低至20 次/年。
试验发现天然气中凝析油对膜片变形有影响:将膜片置于凝析油中,测量其变形量,发现在凝析油中浸泡时,易发生变形,且时间越长,变形量越大(见表1)。

图2 供气站外贸计量调压阀现场图及执行机构拆解图

图3 膜片变形前后对比照片

表1 凝析油浸泡变形量试验结果表
试验发现高温、低温对膜片变形有影响:通过将膜片置于-20 ℃及50 ℃的温度下,测试变形量,得出虽然随着温度变化,膜片厚度发生改变,但变化不足以导致膜片变形量达到失效厚度。经过分析确认得出主要原因是天然气中的凝析油。
2.3 调压阀膜片改造
针对目前膜片变形的主因凝析油,决定优选抗压耐油且材质较柔软的替换材料。
第一阶段:材料选定(耐油性试验)。
试验内容:膜片备选材料的耐油性试验。
试验目的:优选出在凝析油中长期使用后变形量小的材料。
试验思路:将备选材料制作成膜片形状的样品,浸入凝析油96 h 后,测量不同样品的变形值,并优选出变形量小的材料。为减少任务误差,保证试验的准确性,共选取三组样品,取变形平均值作为最终结果。并将原膜片一同进行试验,作为对照试验。
试验过程:优选抗压抗油、材质较柔软的聚四氟乙烯类、聚氨酯类可塑材料共4 种:样品1、样品2、样品3、样品4(备注:为保障试验结果的有效,另取原膜片置于相同环境进行对照试验,为样品5)分别加工成调压阀膜片尺寸厚度后,浸泡于凝析油中进行96 h 等时试验,共进行三组试验(见图4)。
试验结果:对三组试验样品的试验结果进行汇总,通过取平均值消除误差,得到以下结果(见表2)。
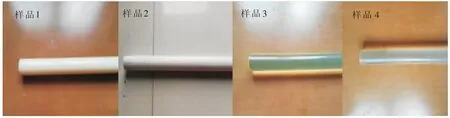
图4 试验样品选定图
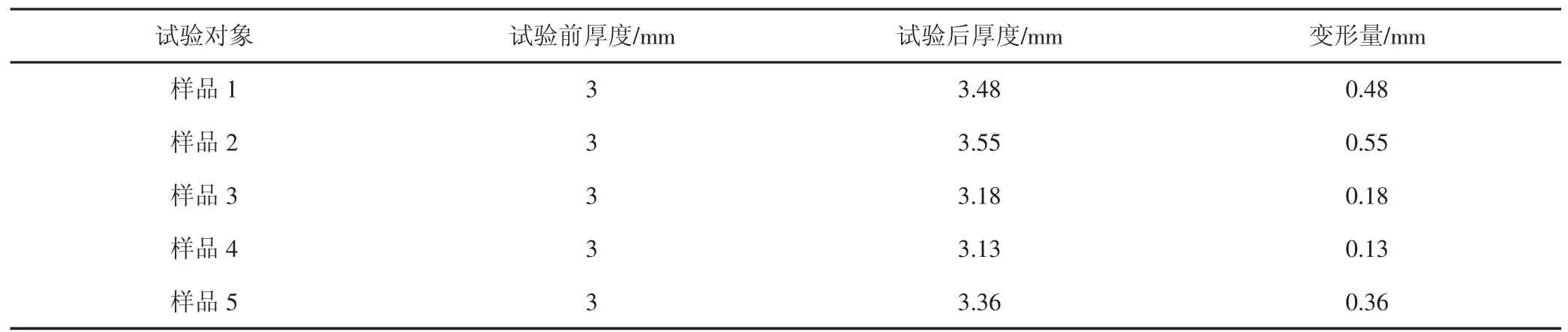
表2 替换材料耐油试验结果表
试验结论:样品3、样品4 的变形量相对较小,且均较目前使用膜片样品5 变形量小,将选取这两个材料加工件进行第二阶段现场测试。
第二阶段:现场测试(耐压、耐温性试验)。
试验内容:膜片备选材料的耐压、耐温性试验。
试验目的:优选出在现场生产中使用时间最长的材料。
试验思路:将备选材料制作成调压阀密封件,安装于横山供气调压阀,并记录其正常工作使用时间,优选出工作时间最长的密封件。由于供气站横山供气夏季与冬季的供气量与外部温度差异极大,因此现场应用将分为两步(夏季、冬季)进行。
试验过程:为保障试验期间下游用户用气正常,将供气站横山供气一线调压阀作为试验对象,将样品3、样品4 加工成调压阀密封件(见图5)。

图5 样品加工成品图(样品3 左样品4 右)
试验结论:样品4 在现场生产承压状态下,变形较快,正常工作时间夏季为12 d、冬季为8 d。样品3 在现场承压状态下,变形较慢,正常工作时间夏季为31 d,冬季为15 d。
因此现场测试结果正常工作时间排序为:样品3>目前使用膜片>样品4。
因此选用样品3 为调压阀膜片替换材料。
2.4 调压阀膜片改造使用效果
通过改造,实现了降本增效的目的。具体成效如下。
(1)大大降低了维修频次。夏季维修频率从20 天/次降低为30 天/次,冬季维修频率从7 天/次降低为15天/次,有效降低员工劳动强度。
(2)等待备料时间大大缩短。因密封件是进口配件,正常组织材料周期长(10 个月左右),而加工料仅需3 天。
(3)大大降低材料成本。加工配件每个成本费为260 元/个,原配件修理包成本费为3 100 元/个。
(4)增加经济效益:
①增产气量经济效益(按当前每立方米天然气1元计算):
更换调压阀膜片现场操作需1 h,期间下游停气。全年减少更换次数21 次,按照全年横山供气日均5.2×104m3,减少停气21 h。
增产天然气经济效益=21×(5.2/24)=4.55(万元)
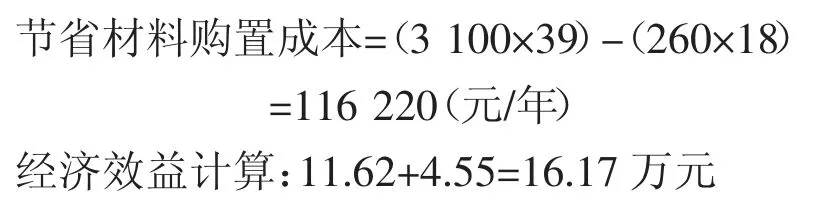
②节省材料购置费用经济效益:
原配件修理包成本费为3 100 元/个,年更换量39个。现加工配件成本为260 元/个,年更换量18 个。
3 结论及认识
以对调压阀膜片改造优化为目标,在充分利用已有材料的基础上,有效的降低了横山供气调压阀膜片更换频次,降低了员工劳动强度、节省了配料购置成本、减小了停气对下游用气的影响,是调压阀膜片改造的有效方法。
猜你喜欢
音乐天地(音乐创作版)(2022年2期)2022-05-12
化工管理(2021年34期)2021-01-09
石油石化节能(2020年12期)2020-12-24
环球市场(2020年15期)2020-08-26
天津科技(2020年6期)2020-06-29
石油化工应用(2020年7期)2020-01-05
汽车与驾驶维修(维修版)(2019年7期)2019-09-10
——次级调压阀
汽车与驾驶维修(维修版)(2019年7期)2019-07-29
西夏学(2018年2期)2018-05-15
西夏学(2017年2期)2017-10-24
