汽车某型号螺母腐蚀原因分析研究
2019-11-25 07:40宋伟伟周晓炜
全面腐蚀控制 2019年10期
宋伟伟 周晓炜 李 梅
(北京奔驰汽车有限公司,北京 100176)
本文通过显微镜观测、中性盐雾试验和扫描电子显微镜对相关批次螺母进行了测试研究,评估了其余良好螺母的使用性能及分析了腐蚀发生的原因,为汽车用螺母的腐蚀问题分析研究提供了案例参考。
0 引言
螺母作为紧固件连接是汽车常用的连接方式之一,通过螺纹连接使汽车零部件之间装配贴合紧密,具有装配方便、稳定牢固和零部件拆装方便等优点[1]。螺母紧固件是汽车重要的零部件,关键部位的紧固件涉及车辆的安全和可靠性,由于腐蚀而发生的紧固件破坏可能引发安全问题,因此,螺母的防腐蚀性能具有重要作用[2]。
我公司所用的某型号进口螺母在开箱使用时发现不同程度的腐蚀现象,腐蚀严重的批次数量甚至达到20%,腐蚀主要集中在螺母内螺纹处,螺母顶端和侧面也有少量腐蚀点,给后期汽车组装使用带来质量安全隐患,相关技术人员对有腐蚀的螺母样件进行了封存。为了评估其余良好螺母的使用性能和分析腐蚀发生的原因,特在实验室进行了一系列评估和分析试验。本文通过显微镜观测、中性盐雾试验和扫描电子显微镜对某型号螺母的使用性能和腐蚀原因进行了评价和分析研究。
1 实验材料与方法
1.1 材料和仪器
试验样品为进口某型号螺母,外表面采用锌镍合金镀层防腐,现有螺母样品三个批次,其中第3批次腐蚀数量较多,约占20%的比例,第4批次腐蚀数量少,第6批次基本无腐蚀。中性盐雾试验用溶液为分析纯氯化钠和去离子水配制,试验仪器分别为富奇VSC1000盐雾试验箱、基恩士VHX-1000显微镜、蔡司Axio Scope A1显微镜和Quanta FEG 650型扫描电子显微镜,显微镜观测样品的制备采用司特尔镶嵌机和磨抛机。
1.2 实验方法
采用显微镜观测螺母样品腐蚀区域的形貌,选择有腐蚀的螺母和外观良好的螺母样品,将其沿纵向切割开,镶嵌制样,对横截面依次进行打磨抛光,然后采用显微镜观测螺母样品横截面,测量和对比螺母表面镀层的厚度。
将良好螺母和有腐蚀的螺母分别放入盐雾试验箱,按照标准ISO 9227-2017的中性盐雾要求进行试验[3],试验周期为720h,试验结束后观察样品表面形貌,评估螺母样品在中性盐雾下耐腐蚀的能力。根据公司标准DBL 9440-2017中的要求,720h中性盐雾试验后不发生铁基材的腐蚀。
选择有腐蚀点的螺母和外观良好的螺母样品,采用Quanta FEG 650型扫描电子显微镜观测螺母的内螺纹表面形貌,比较两种螺母样品内螺纹表面的差异。
2 结果与讨论
2.1 显微镜观测
螺母的腐蚀主要集中在内部螺纹的表面,腐蚀轻微的螺母内螺纹表面形貌如图1所示,螺纹表面局部区域呈现暗斑的状态,尚未出现腐蚀到达铁基材的现象,在有些局部区域,内螺纹表面可以看到铁基材的腐蚀现象。

图1 螺母内螺纹区域形貌
选择腐蚀严重的螺母样品,将螺母沿纵向切开,采用显微镜观察内螺纹区域腐蚀形貌如图2所示,从图中可以明显看出铁的腐蚀现象,局部有腐蚀产物的堆积,说明腐蚀已达到铁基材,呈腐蚀失效状态。
将切割开的螺母样品进行镶嵌制样,打磨抛光后如图3所示。在螺母内外表面选择镀层厚度的测量点如图4所示,从三个批次的螺母中分别抽取样品进行镀层厚度测量。

图2 螺母内螺纹区域腐蚀

图3 镶嵌的螺母磨抛制样

图4 镀层厚度测量点示意图
在显微镜下,观察螺母样品的横截面,样品与镶嵌填料之间、镀层与基材金属之间均有较为明显的分界轮廓,可以据此测量螺母表面镀层的厚度,螺母横截面镀层厚度测量示意图如图5所示。
螺母内螺纹位置1和2两处的分界难以分辨,采用显微镜无法测量此两处镀层的厚度,其它位置镀层厚度测量结果如表1所示。
根据公司标准DBL 9440-2017中的规定[4],镀层的厚度应该在8~15μm,从测得数据可以看出,发生腐蚀的螺母样品表面镀层厚度达不到标准要求,腐蚀数量较多第3批次螺母,表面镀层厚度最小。在良好的螺母样品中,第3批次螺母的镀层厚度也低于其它两批次,基本无腐蚀的第6批次螺母,表面镀层的厚度多数达到了标准要求上限。由镀层厚度测试结果可知,不同批次样品质量控制有差异,应该查明生产过程中的不稳定因素并予以消除。镀层厚度达不到标准要求,且在样品表面镀层厚度分布不均匀,容易导致螺母表面局部缺陷而优先发生腐蚀。

表1 螺母表面的镀层厚度

图5 螺母横截面镀层厚度测量图
2.2 中性盐雾试验
在三批次样品中选择外观良好的螺母,分别编号3~1至3~5,4~1至4~4和6~1至6~5,在第3批次、第4批次螺母中选择有较小腐蚀点的螺母,分别编号3~6至3~10和4~5至4~8。经过720h中性盐雾试验后,样品表面形貌如图6~8所示。

图6 第3批次螺母样品中性盐雾试验后形貌

图7 第4批次螺母样品中性盐雾试验后形貌

图8 第6批次良好螺母样品中性盐雾试验后形貌
从图6(b)和图7(b)可以看出,有腐蚀点的螺母经过盐雾试验的加速腐蚀后,样品腐蚀均变得更加严重,呈完全腐蚀失效状态。从图6(a)和图7(a)可以看出,在所选择的良好螺母样品中,第3和4批次中各有一个样品发生了严重腐蚀,说明螺母外观虽良好,但表面镀层也存在薄弱缺陷区域,在盐雾试验加速腐蚀条件下,发生了腐蚀失效,因此第3、4批次中的良好螺母在应用时有发生腐蚀的风险。其它良好螺母样品表面均呈现锌镀层的白色腐蚀特点,尚没有腐蚀到铁基材,符合公司标准DBL 9440~2017的720h中性盐雾试验后铁基材无腐蚀的要求。从图8可以看出,第6批次的良好螺母均没有出现铁基材腐蚀现象,这是由于其表面镀层良好,防腐蚀效果好。
2.3 扫描电子显微镜测试
第3批次良好和有腐蚀点的螺母样品内螺纹形貌如图9和图10所示,第4批次良好和有腐蚀点的螺母样品内螺纹形貌如图11和图12所示。
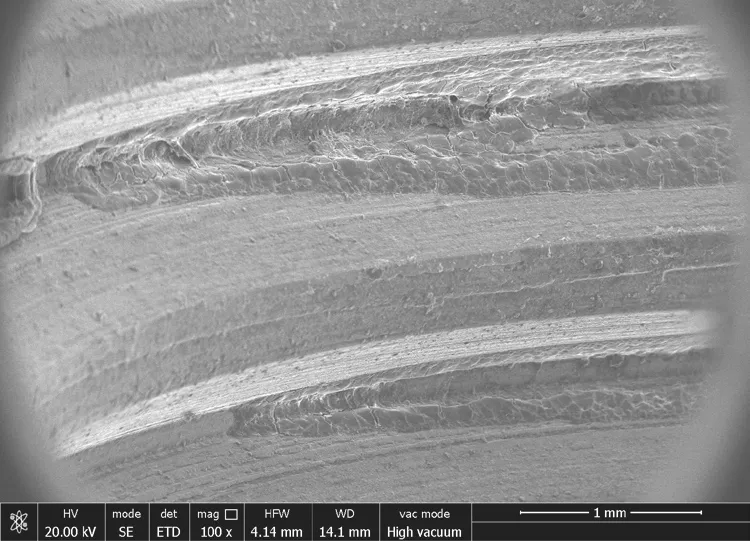
图9 良好螺母内螺纹形貌

图10 有腐蚀点螺母内螺纹形貌
从图9和图11中的电镜图可以看出,良好螺母的内螺纹表面较为光滑平整,镀层在基材表面较完整覆盖,没有发现明显的局部缺陷。从图10和图12中的电镜图可以看出,有腐蚀点螺母的内螺纹有镀层剥落现象,基材表面出现局部缺陷区域,在运输储存及应用中螺母内螺纹表面容易发生腐蚀问题。

图11 良好螺母内螺纹形貌

图12 有腐蚀点螺母内螺纹形貌
进口零件螺母需要经过较长时间的海上运输,在运输过程中不仅要防止螺母之间的碰撞对表面镀层造成的损伤,还要考虑运输环境有高温、高湿和海洋大气环境等强腐蚀因素[5],因此在螺母零件运输包装时可采用密封缓冲、加气相缓蚀剂或干燥剂等防护措施,零件在工厂仓库储存时,要关注和控制仓库的湿度和温度等环境因素,为零件储存营造适宜的环境。
3 结论
(1)螺母腐蚀严重的区域已达到铁基材,根据所抽样品测得镀层厚度,发生腐蚀的螺母样品表面镀层达不到公司标准要求,不同批次螺母样品表面镀层有差异,螺母生产过程中存在质量不稳定的问题;
(2)中性盐雾试验结果显示,有腐蚀点的螺母试验后呈完全腐蚀失效状态。在所选的良好螺母中也有样品发生了腐蚀失效现象,说明其表面镀层存在薄弱缺陷区域,在应用中有发生腐蚀的风险;
(3)两种螺母的内螺纹表面电镜图显示,良好螺母的内螺纹表面镀层在基材上完整覆盖而无明显局部缺陷,有腐蚀点螺母的内螺纹表面镀层有剥落现象,从而出现局部缺陷区域,容易发生腐蚀问题。
猜你喜欢
今日农业(2022年16期)2022-11-09
山东冶金(2022年3期)2022-07-19
汽车实用技术(2022年9期)2022-05-20
汽车工艺与材料(2022年5期)2022-05-19
中国金属通报(2021年13期)2021-11-12
建材发展导向(2021年14期)2021-08-23
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2017年11期)2017-12-18
科技创新与品牌(2016年9期)2016-11-03
科技创新导报(2016年5期)2016-05-14