煤矿运输设备链轮轴组成套检修设备的设计及应用
2019-12-23 01:03王亮
中小企业管理与科技 2019年34期
王亮
(陕西陕煤黄陵矿业有限公司机电公司,陕西 黄陵727307)
1 引言
链轮轴组是刮板输送机、转载机等设备上的重要部件。动力由减速器输入,经机头链轮轴组传递到刮板链,从而使链条带动刮板运行,经机尾链轮轴组导向,形成链条封闭循环,从而实现运输目的,所以链轮轴组关系到整个工作面的运行。而链轮轴组的检修是关键的一环。
2 链轮轴组的结构与检修方法的分析
链轮轴组是刮板链运行的传动部件,它主要由轴、轴承、轴承座、压盖、支撑套、浮动油封组件、链轮、定位套等组成一个整体,它是细长结构,检修时非常的不方便,尤其是组装时,需要把它立起来,人员需要站在很高的位置,而且链轮轴组还容易倾倒,安全隐患大。
使用设备检修链轮轴组,不仅能提高检修效率和质量,还能解决检修过程中存在的安全隐患。检修链轮轴组可以分为解体、部件修理、组装和调试四个基本步骤,基于此,设计链轮轴组检修成套装备,主要由以下三部分组成:①设计一台链轮轴组解体设备,可轻易对各类型链轮轴组进行拆解;②设计一个链轮轴补焊平台,可实现磨损的链轮轴补焊工作;③设计一个链轮轴组组装平台,可实现链轮轴组的组装工作。
3 链轮轴组成套检修设备的设计
3.1 链轮轴组解体设备的设计
本设备主要由框架、游动小车、位置调整工具、油缸、链轮解体模具等组成(见图1)。
该设备的原理是将模具套在油缸活塞杆上,通过框架上油缸活塞带动模具顶住链轮轴组的轴,从而拆开链轮筒,通过更换不同的模具,可以解体不同类型的链轮轴组。
使用时,把待解体的链轮轴组放在游动小车的位置调整工具上,根据链轮轴组的大小,通过位置调整工具将链轮轴组的中心调整到与油缸中心的高度一致,然后把模具装到油缸的活塞杆上,油缸动作,油缸的活塞杆带动模具顶到链轮轴组的轴上,从而达到解体的目的。
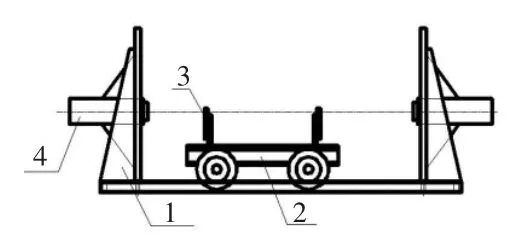
图1 链轮轴组解体设备
3.2 链轮轴补焊平台的设计
链轮轴组解体后,常常出现链轮轴轴承位磨损或黏着损伤等现象,需要对其重新修复,需要先对轴承位车削后补焊,然后再对轴承位进行处理,确保达到设计精度。而链轮轴补焊平台则提高了补焊的效率。
该链轮轴补焊平台,包括机架及设置在架身上的夹紧机构(见图2),位于架身的左侧,实现了直径较大轴类的加装,同时夹紧机构设置了圆锥滚动轴承,既降低了补焊过程中的转动阻力,又承载顶紧时的径向力;架身右侧安装了顶紧机构,可根据轴料的长短进行滑动调整,也可实现小范围内的顶紧调整;该链轮轴补焊平台轴设计中心高为600mm,符合人体补焊作业高度,防止人体长时间补焊造成疲劳损伤。
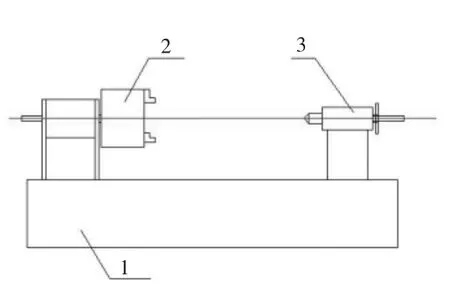
图2 链轮轴补焊平台
3.3 链轮轴组组装平台的设计
在链轮轴组装配时,形状不规则,装配不方便,特别是装配浮动油封时,由于无法保证安装时受力均匀,所以需要装配多次才能成功[1]。浮动油封安装不正确,会造成链轮轴组漏油或浮动油封烧坏,导致重新装配或者更换浮动油封,引起更大的损失。
不同大小的链轮轴组,需要不同大小的组装平台,所以设计制作一个组装平台,可以组装所有的链轮轴组。根据链轮轴组上轴、轴承座上的螺纹孔尺寸及链轮的大小制作工装,可以共用一个组装平台。
该组装平台由主框架、滑移机构、升降机构、抱紧机构和压紧装置组成(见图3)。
安装链轮轴组时,把链轮轴组吊入移动平台上,升降机构把抱紧机构升至适当位置,利用抱紧机构把链轮轴组抱紧,防止其倾倒,然后把链轮轴组拉入设备内部。把浮动油封放在轴承座内,通过压紧装置连接螺杆把轴承座固定住,进而使浮动油封安装到轴承座唇口内,可确保轴承座一次安装成功。安装另一侧的浮动油封时,只需把链轮轴组从移动平台推出,翻转后,在利用移动平台把链轮拉入设备内部即可。这样就可以完成链轮轴组的组装。
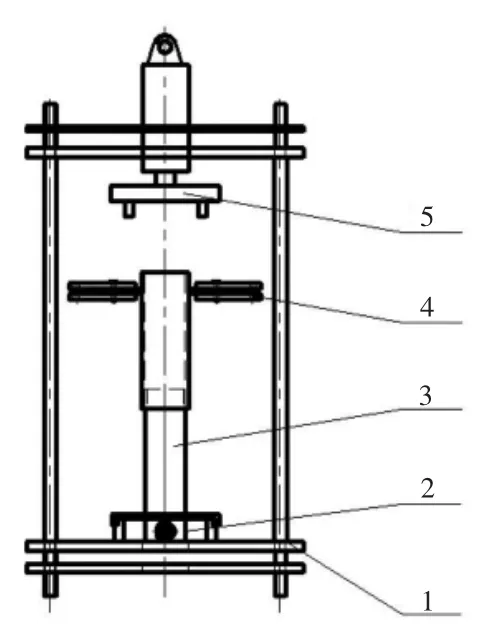
图3 链轮轴组组装平台
4 应用效果
链轮轴组解体设备操作简单,提高了拆装效率和安全系数,避免使用传统的方法对零配件造成损伤。本设备通过更换各种模具可以很快地拆卸各种类型的链轮轴组,而且动力大,可以拆卸人工不能拆卸的链轮轴组。
链轮轴补焊平台整体结构简单,使用方便,有效地解决了直径较大吨位较重轴类的补焊变形的难题,进一步保证了配件利用率,并降低了设备检修配件费用,同时避免了因配件不到位造成延误检修工期问题,确保了设备大修工期及矿井安装要求。
链轮轴组组装平台投入使用,大大缩短了链轮轴组的组装时间,效率提高3 倍以上,确保了链轮轴组的检修质量,同时降低职工的劳动强度,避免了多次安装损伤配件的发生,为设备检修节约了时间。
5 经济效益分析
本链轮轴组检修成套设备实现了对链轮轴组检修的机械化拆解、组装和试验调试,工作环境改善显著,维修质量和效率大幅提高。
以传统人工检修1 件链轮轴组为例:①链轮轴组解体:需要3个人相互配合,用时8 工时,对于难以拆卸的链轮轴组,容易损伤配件。②链轮轴磨损补焊:需要2个人相互配合,用时8 工时,不能旋转焊接,易造成链轮轴补焊过热弯曲。③链轮轴组组装:需要3个人相互配合,用时24 工时,安装浮动油封时,易受力不均匀损坏密封。
维修工时合计:40 工时。
以使用链轮轴组检修成套装备检修1 件链轮轴组为例:①链轮轴组解体:需要2个人相互配合,用时2 工时,不会损伤配件。②链轮轴磨损补焊:仅需1个人,用时4 工时,旋转焊接,不会造成链轮轴补焊过热弯曲。③链轮轴组组装:需要2个人相互配合,用时4 工时,浮动油封压制受力均匀,保证密封完好性能。
维修工时合计:10 工时。
使用链轮轴组成套检修设备后,平均每件链轮轴组可节约检修时间40-10=30 工时。效率提升了三倍。
6 结语
该套链轮轴组检修装备由3 套设备组成,可满足大小不同链轮轴组的检修,适用范围广,降低了职工劳动强度,防止了拆解及组装过程中损坏配件,提高了检修效率及质量。
猜你喜欢
科技创新与应用(2022年32期)2022-11-15
中国应急管理科学(2022年2期)2022-05-23
探索科学(学术版)(2020年4期)2020-07-12
天津大学学报(自然科学与工程技术版)(2020年5期)2020-04-27
中学科技(2018年9期)2018-12-19
电子制作(2018年18期)2018-11-14
农民致富之友(2018年11期)2018-06-28
汽车实用技术(2015年8期)2015-12-26
装备制造技术(2015年11期)2015-11-30
中国管理信息化(2015年8期)2015-01-03