
PLC 在轴承零件酸洗自动化改造中的应用
2020-01-06 06:26黎军仕
设备管理与维修 2019年21期
黎军仕
(瓦房店轴承集团有限公司,辽宁瓦房店 116300)
0 引言
轴承酸洗作业环境中的酸雾等具有很强的腐蚀性,对作业区空气环境造成很大的污染。过去由工人手动操作电动葫芦完成工件的酸洗工作,对人身造成的危害很大,严重影响工人的身体健康。由于人为工艺过程的改变,影响了工件的清洗效果,而且效率低下。用PLC 对酸洗电动葫芦进行自动化改造,不仅实现了工件酸洗工作的自动化,提高了酸洗工作的效率和工件酸洗的效果,而且大大改善了工人的工作环境。
1 轴承零件酸洗的工艺流程
酸洗工艺过程是许多机加工零件所要求的,轴承零件的酸洗工艺流程为:上料位置→①超声波脱脂→②热水漂洗→③流水漂洗→④浸渍酸洗→⑤流水漂洗→⑥碱性明化→⑦流水漂洗→⑧酸性明化→⑨流水漂洗→⑩中和→防锈→下料。上述①~的每一过程均对应一个槽,槽中装有相应的清洗液,蓄液槽泵电机通过液位开关的控制自动启停,控制每个蓄液槽中的清洗液保持在一定的高度。①、②、槽中的清洗液通过温控器自动控温,使槽中液体的温度在50~80℃可调。
轴承零部件在酸洗时,要求工件的清洗从第①槽开始,依次进行,直到最后第槽,之后返回到初始上料位置。另外,为了保证清洗效果,要求工件在每个槽中均要停留一定的时间:在④、⑥、⑧槽中停留5~40 s,在其余槽中停留60~120 s。
2 控制系统硬件
根据上述酸洗工艺过程和要求,按照输入信号和输出信号的数量,选用三菱公司的FX2N-48MR 可编程控制器来完成对酸洗过程的自动控制。该PLC 具有24 点输出和24 点输入,其中输出为继电器输出形式。为了使在每一槽中停留的时间在要求的范围内可调,选用两个外接时间继电器,通过可编程控制器在相应过程的输出控制其通电延时,这样就很方便通过调节时间继电器的延时时间,对在相应槽中的停留时间进行调节。由于FX2N-48MR 可编程控制器的输出继电器接点容量较小,对运行电机和升降电机的控制需要采用PLC 的输出控制接触器,接触器再控制电机的方式。接触器线圈等电感元件的两端要接RC(电阻—电容)吸收装置(对线圈为交流的接触器)或接反向二极管(对线圈为直流的接触器),以保护PLC 的输出接点,延长其使用寿命。
3 控制系统PLC 软件的编制
根据酸洗工艺过程的要求,在每个酸洗槽的酸洗过程中,电动葫芦执行的动作均相同,即在每个槽位运行电机和升降电机执行相同的动作(图1)。

图1 酸洗动作流程
从图1 可以看出,从上料位置开始,运行电机前行,到相应的槽位压到槽位行程开关后,运行电机停止,接着升降电机下降运行,下降到位后升降电机停止,开始延时,到要求的延时时间后,升降电机上升运行,上升到位后升降电机停止,完成一个槽位的清洗工作,之后运行电机前行,到下一个槽位执行上述相同的动作,直到最后一个槽位的清洗工作完成后,运行电机返回到上料位置停止,卸掉已清洗好的零件,完成一个酸洗循环过程,再次装上要清洗的零件,执行下一次清洗循环。在PLC 程序中,用两个输出继电器线圈来控制运行电机和升将电机,从上述循环过程中可以看出,运行电机运行到每个槽位,升将电机都要执行下降、延时后上升的动作,除了延时时间不同外,其他都完全相同。在编制PLC 控制程序时,按照PLC编程规则的要求,不允许有重复的位输出,否则,PLC 在执行编译时会出现错误提示,中断PLC 程序的执行。针对上述要求和控制过程,如果采用常用的编程方法,用基本逻辑指令等来编写PLC 应用程序就显得很困难。使用PLC的STL(Step Ladder Instruction,步进梯形指令)编程,在同一时间内只能有一个活动步,在不同状态步中的程序允许有重复的位输出,因此采用步进梯形指令STL 来编写控制程序,不仅解决了上述问题,而且使编写控制程序变得简单、易行,程序逻辑清晰易懂。下面对此做详细介绍。
三菱公司的FX2N-48MR 可编程控制器,可用于STL 的状态寄存器有1000 个,从S0 到S999,其中S0 到S499 共500 个为非掉电保持状态寄存器。STL 触点一般是与左侧母线相连的常开触点,当某一步为活动步时,对应的STL 触点接通,它右边的逻辑电路被执行处理,直到下一步被激活。STL 程序区内可以使用标准梯形图的绝大多数指令和结构,包括应用指令。某一STL 触点闭合后,该步的负载线圈被驱动。当该步后面的转换条件满足时,转换实现,即后续步对应的状态继电器被SET 或OUT 指令置位,后续步变为活动步,同时与原活动步对应的状态继电器被系统程序自动复位,原活动步对应的STL 触点断开。根据上述STL 的功能,选用S0 为初始状态寄存器,用S21到S31 状态寄存器分别对应①槽~槽、共15 个槽位的状态过程,S10 用于电动葫芦返回状态寄存器。STL 实现电动葫芦自动控制的顺序控制程序的功能如图2 所示。
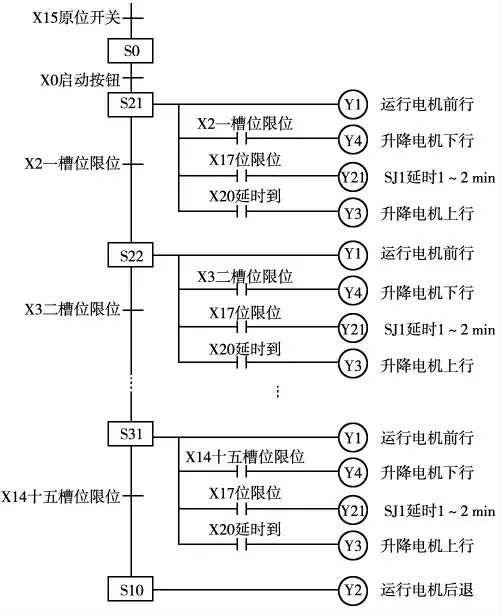
图2 STL 顺序控制示意
在原始位置上,原位开关X15 被压合,S0 步被激活,在初始状态寄存器S0 步不执行任何动作,电动葫芦处于运行准备状态。电动葫芦在原始位置装上轴承零件后,按压起动按钮,S21 状态步被激活,同时S0 状态步被复位,这时开始执行S21 状态步的程序动作,电动葫芦开始自动酸洗工作,即Y1 输出继电器接通,运行电机向前运行。当一槽位限位开关X0 被压合后,Y1 输出继电器断开,运行电机停止,Y4 输出继电器接通,升降电机向下运行,当下限位开关X17 压合后,Y4 输出继电器断开,升降电机停止,Y21 输出继电器接通,开始酸洗延时,延时时间到后,Y3 输出继电器接通,升降电机向上提升运行,当上升到上限位开关压合后,Y3 输出继电器断开,升降电机停止上升运行,此时满足S22 状态寄存器激活条件,S22 状态步被激活,开始执行S22 状态步的动作程序,执行同S21 状态步同样的顺序动作,同时S21 状态寄存器被复位,S21 状态步的顺序控制程序无效。如此顺序执行,直到S31 状态步的顺序控制程序执行完成,满足S10 状态寄存器的激活条件,激活S10 状态步,同时自动复位S31 状态寄存器,Y2 输出继电器接通,运行电机后退运行,压合X15 原位开关后,激活S0 原始位置状态寄存器,自动复位S10 状态寄存器,运行电机后退停止,完成一次酸洗循环动作,系统进入原始位置,等待执行下一次的酸洗循环。
4 结束语
综上所述,用STL 编制PLC 控制程序,解决了PLC 编程指令不能有重复位输出的问题,使编制控制程序由复杂变得简便。采用PLC 实现轴承零件酸洗过程的自动化改造,不仅实现了酸洗过程的自动控制,提高了酸洗的工作效率和效果,而且还避免了酸洗环境对工人健康造成的危害。
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年2期)2022-08-08
起重运输机械(2022年8期)2022-05-18
有色金属设计(2022年4期)2022-02-04
湖南电力(2021年4期)2021-11-05
电子乐园·上旬刊(2021年8期)2021-05-16
计算机应用(2020年5期)2020-06-07
世界有色金属(2018年18期)2018-12-10
电子技术与软件工程(2018年1期)2018-03-22
质量探索(2016年6期)2016-12-28
