
发动机曲轴短里程失效原因分析
2020-02-23 11:47王旭阳于晓东孙军吕世杰刘增辉
金属加工(热加工) 2020年2期
王旭阳,于晓东,孙军,吕世杰,刘增辉
天润曲轴股份有限公司 山东威海 264413
内燃机在工作时,曲轴承受着周期性变化的气体压力和活塞连杆组往复运动及旋转运动的惯性力,其工作环境非常恶劣。曲轴长期受到周期性的弯曲、扭转和振动等复杂载荷的作用,极易出现扭转、弯曲变形甚至产生裂纹和断裂[1-2]。某非调质钢曲轴运行了约2万km,在第4主轴承圆角附近断裂,第4主轴承轴颈磨损出现沟槽,轴颈表面烧伤至黑色,如图1所示。曲轴加工的主要工艺流程:锻造→控温冷却→表面淬火→回火→机加工。
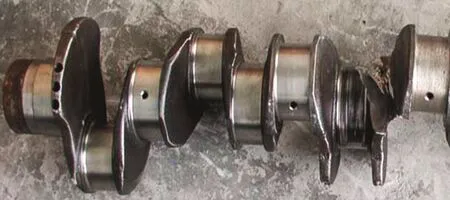
图1 失效曲轴
1 研究方法
使用ARL EasySpark 1160直读光谱仪检验化学成分,使用HBS-3000布氏硬度计、HV-50型维氏硬度计、MTS C43拉伸试验机等检验材料的力学性能,使用ZEISS Axio Observer D1M显微镜观察断口附近的显微组织。通过以上方法,分析查找曲轴失效的原因。
2 检验结果与分析
2.1 宏观断口观察
对断口表面进行观察,轴颈表面烧蚀呈黑色并拉出沟槽,如图2所示。从断口形态看,失效模式为弯扭复合断裂,裂纹源区位于第4主轴承圆角附近,源区有疲劳扩展痕迹;瞬断区面积约占断面的2/3,解理断裂特征明显,推测断裂时的应力较大[3]。

图2 断面及烧蚀轴颈
2.2 化学成分检验
在第4主断裂位置附近的曲柄取样进行化学成分检测,结果见表1,符合技术要求。

表1 化学成分检测结果(质量分数) (%)
2.3 显微组织观察
从断口裂纹源处取样,使用2%的硝酸乙醇浸蚀,腐蚀后的淬火区如图3所示,可见轴颈正常淬火区出现一层白亮区。依据GB/T 6394—2002和GB/T 13320—1991评判基体组织为珠光体+网状铁素体,晶粒度7~7.5级(技术要求5~8级),带状组织1级,如图4a所示。依据JB/T 9211—1999评判淬火区组织为6级马氏体,如图4b所示。图4c为轴颈淬火区与白亮区的交界,图4d为轴颈烧蚀位置的白亮区,图4e为白亮区放大,组织粗大,可见晶粒轮廓,并出现魏氏体组织[4]。

图3 腐蚀后的淬火区
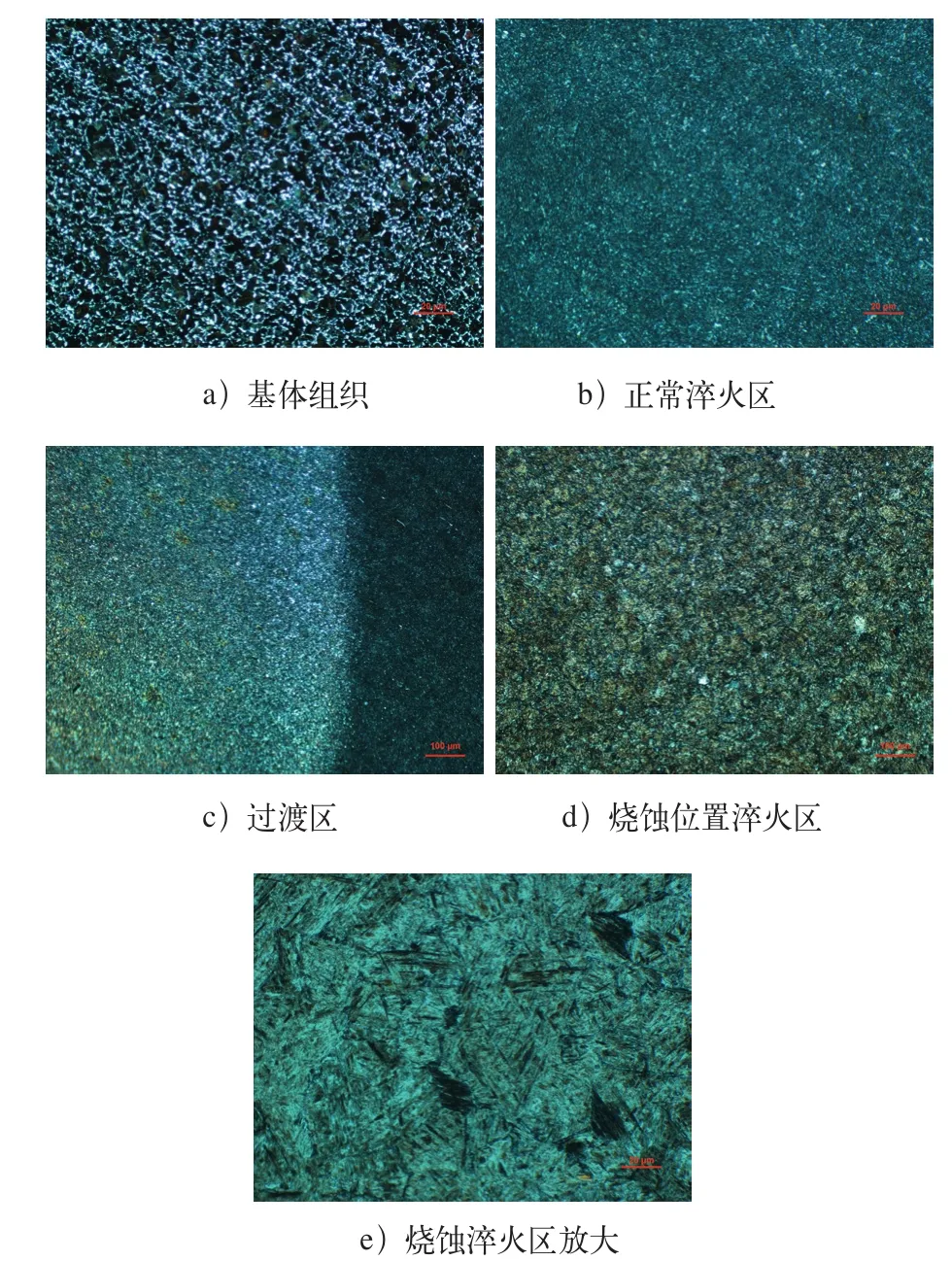
图4 淬火区及基体组织
2.4 力学性能检验
从失效曲轴后端大盘位置取轴向拉伸试样,按照GB/T 228—2002规定的方法加工,力学性能检验结果见表2,符合技术要求。
2.5 淬火层深检验
按照GB/T 5617—2005规定的测定方法,分别对失效轴颈及正常轴颈进行淬火层硬度梯度检验。如图5所示,拉伤轴颈表面1000μm以内出现明显的硬度降低,硬度曲线近似呈抛物线形,随着深度增加,轴颈烧蚀的影响逐渐变小。

图5 轴颈淬火层深
3 分析及改进
3.1 原因分析
曲轴断面在裂纹源附近出现很小区域的疲劳扩展区,随后是以解理断裂特征为主的瞬断区,可判断失效属于高应力、低周疲劳断裂[5]。第4主轴颈烧蚀至黑色,表面出现拉伤沟槽,而断口没出现因高温导致的氧化色。因此,判断曲轴断裂在轴颈烧蚀后。轴颈近表面淬火区组织粗大,局部出现魏氏体组织;轴颈烧蚀位置硬度在1000μm内出现大幅降低,这些都是轴颈烧蚀过程中表面温度急剧升高造成的。
曲轴断裂的直接原因为轴颈烧蚀。因轴颈表面存在圆周方向不均匀分布的连续或断续沟槽,即出现拉瓦,可以推断事故发生瞬间润滑系中存在硬质异物[6]。

表2 力学性能检测结果
3.2 改进建议
1)发动机厂家应严格控制曲轴、连杆等部件的清洁度,曲轴、连杆等零件需严格清洗,不允许有毛刺等易脱落硬质异物。
2)在发动机装配过程中严格控制异物,比如砂粒、钢屑、装配工具老化产生的碎屑等。
3)用户应按规定时间和里程保养,尤其是新车磨合期后,应及早更换润滑油,避免油底壳中磨损的金属粉末、冲刷的微小毛刺嵌入轴瓦或堵塞油道。
猜你喜欢
新能源进展(2022年3期)2022-07-02
青少年科技博览(中学版)(2021年6期)2021-08-30
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年4期)2019-04-04
制造技术与机床(2018年10期)2018-10-13
柴油机设计与制造(2018年3期)2018-10-13
民间故事选刊·下(2018年5期)2018-05-18
东坡赤壁诗词(2017年5期)2018-01-29
制造技术与机床(2017年5期)2018-01-19
故事大王(2017年4期)2017-05-08
