浮性水产饲料膨化加工参数优化研究
2020-03-15 10:50奚小波孙福华张翼夫单翔张琦金亦富张瑞宏
中国农业科技导报 2020年12期
奚小波,孙福华,张翼夫,单翔,张琦,金亦富,张瑞宏
(扬州大学机械工程学院, 扬州大学江苏省现代农机农艺融合技术工程中心, 江苏 扬州 225127)
膨化加工技术是目前国外饲料加工业中普遍采用的技术,其广泛应用于饲料资源开发、特种动物饲料及水产饲料的加工等[1-2]。膨化水产饲料是一种优质环保型饲料,具有加工效率高、污染低等特点[3-4]。目前美国70%、韩国100%的水产饲料生产采用挤压膨化加工技术和双螺杆挤压膨化机,可提高饲料的转化率,通过改变机具参数控制饲料密度,提高饲料在水中的稳定性,以满足不同习性水产生物对饲料浮性的要求[5-6]。然而,我国大多数饲料加工企业仍采用环模制粒法,通过环模制粒生产的饲料密度大、颗粒硬、易沉入水底、在水中浸泡10~20 min内易溃散、采食性较差,造成大量饲料资源的浪费[7-8]。同时,残留于水中的饲料在微生物分解作用后产生氮和磷,造成养殖水体环境的破坏[9]。
随着我国水产养殖业向绿色、生态、低碳方向发展,对水产饲料加工提出了新的要求,因此迫切需要研制一种浮性水产饲料。浮性水产饲料需要具备高膨化度、低容积密度等特点[10]。目前浮性水产饲料的研究集中在饲料的漂浮性[11-12],未能深入探索膨化参数对浮性饲料的品质影响。本文开展挤压膨化工艺对水产浮性饲料品质影响规律的研究,包括膨化度、容积密度、吸水性和溶失率,优化了膨化生产工艺,并通过扫描电镜分析了饲料微观形貌,旨在为发展高品质浮性水产饲料研究和工业化生产提供参考。
1 材料与方法
1.1 试验材料与设备
以鲤鱼饲料为例,首先将原料通过80目(孔径0.18 mm)的分级筛进行分选,然后按鱼粉15%、玉米粉40%、面粉30%、麦麸15%的质量比例混合,再加一定量的水搅拌与饲料充分混合,调整膨化机工作参数进行饲料膨化[13]。膨化加工设备为DS32-Ⅱ型双螺杆试验挤出机(济南赛信机械有限公司),机筒分3段[14]。各段加工温度为:加料段,70 ℃;加温段,120 ℃;出料段,根据试验设计温度范围为140~160 ℃。采用Zeiss Supra 55场发射扫描电镜(ZEISS公司)观察饲料粒表面的微观形貌。其余均为实验室常用仪器。
1.2 试验设计
根据双螺杆试验挤出机主要参数特性,试验选择螺杆转速X1、出料段机筒温度X2和物料含水率X33个因素进行中心复合设计,采用三元二次回归正交旋转组合试验方案,以膨化度Y1、容积密度Y2、吸水性Y3和溶失率Y4作为饲料加工品质的评价指标,通过试验数据建立数学模型分析各个因素对试验指标的影响。试验因素水平编码如表1所示,响应面分析法试验设计如表2所示。
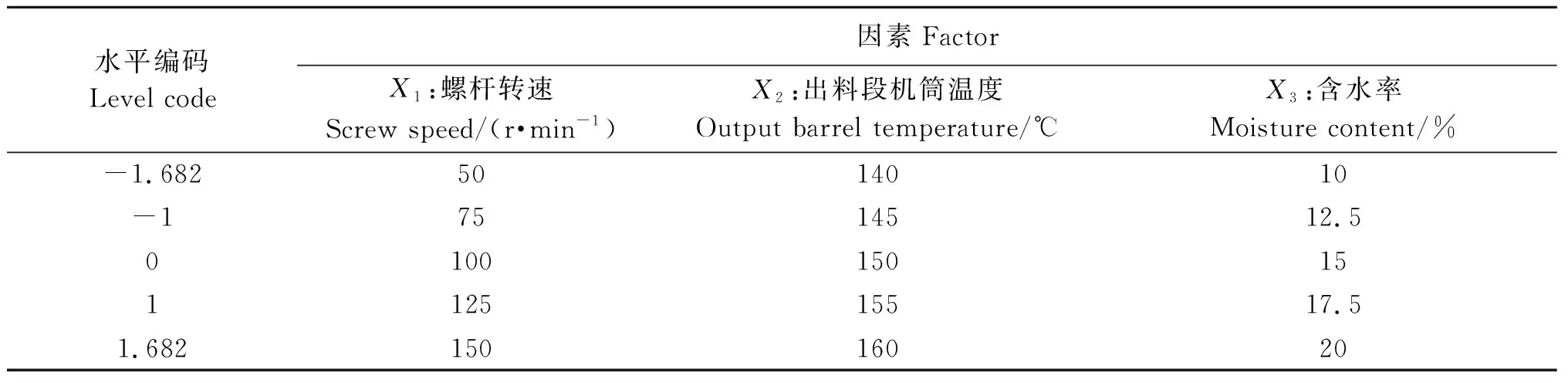
表1 试验因素水平编码Table 1 Test factor level code

表2 响应面分析试验设计Table 2 Response surface analysis test design
1.3 测定项目及方法
1.3.1膨化度 每组试验条件下各随机取5粒饲料,并用游标卡尺测直径,取其平均值。膨化度E计算公式[15]如下。
(1)
式中,Df为饲料直径,mm;Dd为模孔直径,0.5 mm。
1.3.2容积密度 采用容积25 mL、质量M1的量筒,在其内加饲料,待加至15 mL时,测得量筒与饲料总质量M2,则容积密度ρ的计算公式如下。
(2)
式中,M1为量筒质量,g;M2为量筒和饲料总质量,g;V为饲料体积,15 mL。
1.3.3吸水性 取5 g饲料放进筛孔尺寸比颗粒直径小一级的网筛,浸入22.5 ℃清水中,20 min后取出沥干饲料表面水分,然后称重,则吸水性R计算公式如下。
(3)
式中,M3为浸泡后的吸水饲料质量,g。
1.3.4溶失率 参照SC/T 1026—2002《鲤鱼配合饲料》[16],与吸水性测定方法一样,将样品浸泡20 min后取出烘干。溶失率A计算公式如下。
(4)
式中,G为原饲料质量,g;W为烘干后的饲料质量,g;X为饲料含水率(用烘干法测定),%。
1.4 数据处理
根据中心复合设计原理,采用Design-Expert软件进行回归分析,三元二次多项式方程的一般式[17]如下。
(5)
式中,Xi和XiXj分别表示一次项和相互交叉项对响应值Yi的影响,b0、bi、bij为回归系数。
2 结果与分析
2.1 响应面分析结果及回归方程
响应面试验结果见表3,回归方程系数见表4。从表4可以看出,模型达到显著(P<0.05)或极显著水平(P<0.001),各指标模型的决定系数R2在0.82以上,说明三元二次多项式模型与饲料各项特性响应面有较高的拟合性;各项指标模型的失拟项均大于0.05,失拟不显著。

表3 响应面分析试验结果Table 3 Results of response surface analysis test

表4 回归方程系数Table 4 Coefficients of regression equation
2.2 膨化参数对饲料膨化度的影响
由表4可知,物料含水率对饲料膨化度有显著负线性影响(P<0.01)。图1为膨化参数与饲料膨化度关系的响应面分析图。由图1可知,在螺杆转速或出料段机筒温度恒定时,随着物料含水率的增加,饲料膨化度降低。同时,螺杆转速二次项与出料段机筒温度二次项也显著影响饲料膨化度。在螺杆转速或出料段机筒温度恒定时,随着出料段机筒温度或螺杆转速的升高,饲料膨化度呈先增大后减小的趋势。综上分析,螺杆转速、出料段机筒温度、物料含水率对饲料膨化度的影响显著,控制好螺杆转速与出料段机筒温度在适中范围,且保持低物料含水率,有利于获得高膨化度饲料。
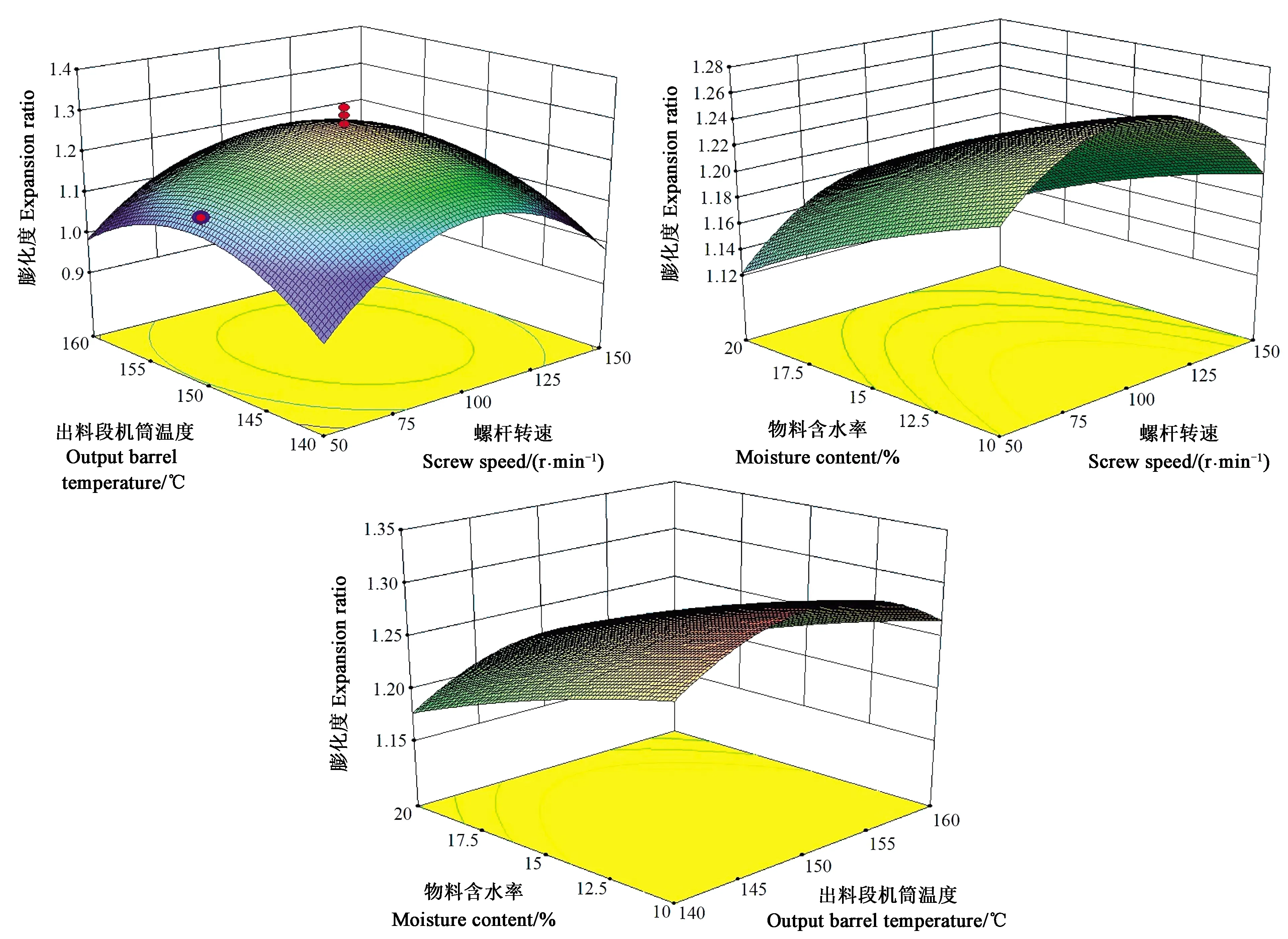
图1 膨化参数与饲料膨化度关系的响应面分析Fig.1 Response surface analysis of the relationship between expansion parameters and fodder expansion ratio
2.3 膨化参数对饲料容积密度的影响
表4回归分析结果显示,物料含水率与饲料容积密度显著正线性相关(P<0.001)。由图2可知,在螺杆转速或出料段机筒温度一定时,容积密度随着物料含水率的增加而提高;当物料含水率较低时,螺杆转速和出料段机筒温度对饲料的容积密度影响较小;当物料含水率较高时,容积密度随着螺杆转速和出料段机筒温度的提高而减小。螺杆转速与出料段机筒温度对饲料容积密度的影响程度较小。综上分析,要想获得低容积密度浮性水产饲料,物料含水率尽可能低(<15%)。

图2 膨化参数与饲料容积密度关系的响应面分析Fig.2 Response surface analysis of the relationship between expansion parameters and fodder bulk density
2.4 膨化参数对饲料吸水性的影响
由表4回归分析可知,出料段机筒温度对饲料吸水性有显著负线性相关(P<0.001),螺杆转速二次项也显著影响饲料吸水性。由图3可知,饲料吸水性随着出料段机筒温度的升高而减小。螺杆转速对饲料吸水性影响表现为,随着螺杆转速的增加,饲料吸水性先增后降。物料含水率对饲料吸水性影响较小。综上分析且结合膨化参数对饲料容积密度的影响关系,要想获得低吸水性的饲料,螺杆转速与出料段机筒温度应尽可能高。
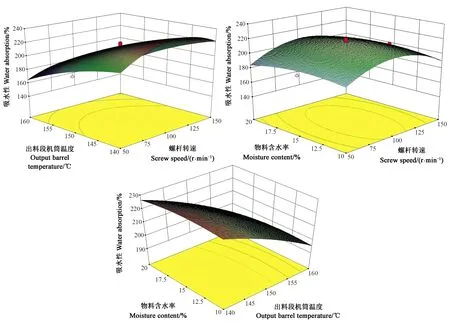
图3 膨化参数与饲料吸水性关系的响应面分析Fig.3 Response surface analysis of the relationship between expansion parameters and fodder water absorption
2.5 膨化参数对饲料溶失率的影响
表4回归分析显示,螺杆转速与出料段机筒温度对饲料溶失率有极显著负线性相关(P<0.001)。从图4可以看出,饲料溶失率随着螺杆转速及出料段机筒温度的提高而降低得非常明显。而物料含水率对饲料溶失率影响较小,当螺杆转速或出料段机筒温度恒定时,物料含水率的大小对饲料溶失率几乎无影响。综上分析,螺杆转速和出料段机筒温度对饲料溶失率的影响较大,因此,要使饲料水中越稳定,即低溶失率,螺杆转速与出料段机筒温度应尽可能高。

图4 膨化参数对饲料溶失率关系的响应面分析Fig.4 Response surface analysis of the relationship between expansion parameters and fodder dissolution ratio
2.6 最优膨化参数确立
通过正交响应分析结果(表4)可知,在保证饲料膨化度的条件下,应尽量选择较高的螺杆转速与出料段机筒温度与较低的物料含水率。为进一步最优膨化参数,对各膨化品质下的回归方程取一阶偏导数为零,并求各方程组,得到对应最优饲料品质的膨化参数,综合确认最佳工艺参数为螺杆转速130 r·min-1,出料段机筒温度150 ℃,物料含水率10%。在最优工艺膨化参数条件下对模型的预测值进行验证,对最优条件下生产的饲料进行3次平行验证试验。表5试验结果显示,浮性水产饲料膨化度、容积密度、吸水性和溶失率的试验平均值与预测值的相对误差较小(<0.005),说明该模型预测结果与实测结果吻合,模型准确。
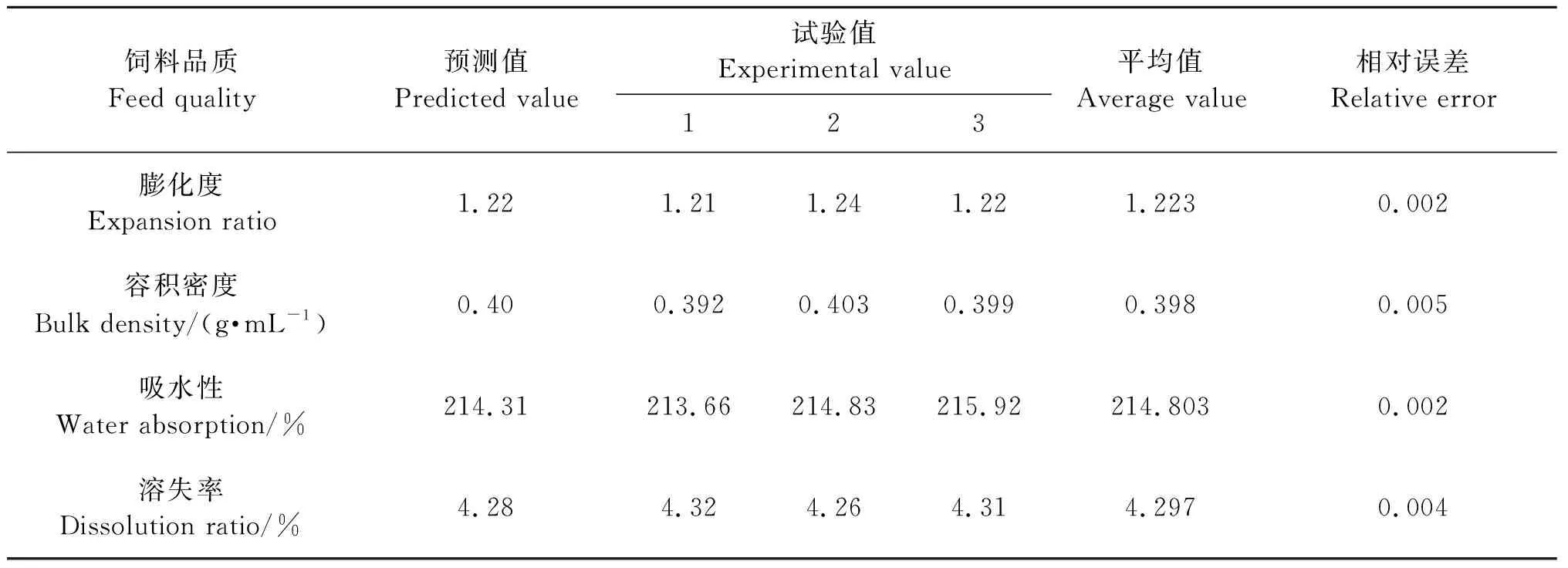
表5 验证试验结果Table 5 Results of verifying experiment
2.7 饲料微观形貌
选取试验号11膨化参数(螺杆转速100 r·min-1、出料段机筒温度140 ℃、物料含水率15%)下加工的饲料与最优工艺(螺杆转速130 r·min-1、出料段机筒温度150 ℃、物料含水率10%)下加工的饲料进行微观形貌表征,如图5所示。从试验号11饲料的微观结构可以看出,其表面存在鳞片状物料,这是物料糊化未完全的表现,其主要原因是出料段机筒温度较低、物料含水率较高,不利于物料向熔融态转变,同时其内存结构呈层片状,这是螺杆转速较低导致的,此会导致饲料的溶失率较大。从最优工艺加工的饲料微观结构可以看出,其表面相对光滑圆润,物料的熔融效果较好,同时其表面无裂纹,结构质密,膨化加工综合质量较好。
3 讨论
采用响应面分析法研究了螺杆转速、出料段机筒温度和物料含水率对饲料加工品质的影响。结果表明,适中的螺杆转速、出料段机筒温度以及低物料含水率有利于形成较高的饲料膨化度;高螺杆转速与高出料段机筒温度有利于形成较低的饲料容积密度、吸水性以及溶失率。
根据BRÜMMER等[18]、赵学伟[19]研究发现,适当的物料含水率可减小物料表面润滑性,从而提高螺杆及膨化腔体对物料的摩擦力,并促使出料模口处物料压力的增大,这有利于提高出模瞬间物料的膨胀程度,进而提高饲料膨化度。螺杆转速不宜过大,转速越大,物料挤出速度越快,物料膨化时间越短,不利于形成高膨化度饲料。与此同时,出料段机筒温度也不宜过大,温度升高后,物料内部水分散失严重,导致用于气泡生长的气体量减少,饲料膨化度降低。
优化后的浮性水产饲料膨化加工参数为螺杆转速130 r·min-1,出料段机筒温度150 ℃,物料含水率10%,其加工后的饲料微观表面相对光滑圆润,物料的熔融效果较好,结构质密,饲料膨化加工综合质量较好。该研究可为高品质浮性水产饲料的工业化生产提供参考。
猜你喜欢
中南林业科技大学学报(2022年7期)2022-09-26
橡塑技术与装备(2022年4期)2022-04-27
商品与质量(2021年43期)2022-01-18
农业科技与信息(2021年24期)2022-01-05
防爆电机(2021年3期)2021-07-21
科技与创新(2017年11期)2017-07-01
中国医药导报(2017年12期)2017-06-03
湖北农业科学(2016年23期)2017-03-17
居业(2015年6期)2015-09-05
烟草科技(2011年12期)2011-01-16