
PLC在卧式吊具改造中的应用
2020-03-16 02:31李川
电子技术与软件工程 2020年24期
李川
(广西南南铝加工有限公司 广西壮族自治区南宁市 530000)
1 引言
某企业主要做铝深加工,对产品质量与效率要求很高。该公司对生产过程中的每一个环节都十分重视。热轧中厚板车间,主要生产工序是加热铝锭,轧制铝锭。加热加热炉的吊具是主要的辅助设备,卧式吊具是夹铝锭的主要工具。把需要生产的铝锭利用卧式吊具夹住,吊入加热炉加热。卧式吊具是传统的继电器控制电路,操作遥控用电缆往下引出,生产工人操作天车稍微不小心就会把遥控器线扯断,直接影响生产和经济效益,因而迫切需要在原有的基础上进行改造,让操作工人减少误操作、减少维修时间,保证正常生产,取得更高的经济效益。以下阐述改造思路。
2 卧式吊具简介
2.1 设备简介
卧式吊具是生产的重要工具,生产工人使用它来夹铝锭,装入加热炉子加热,它左右两边有夹钳,每一侧的夹钳由电动机带动,控制电动机的正反转,从而实现夹钳的打开与夹紧。卧式吊具实物如图1 所示。
技术说明:本吊具额载31T,适用于铝锭宽度1240-2650,设计开口度1150-2850,传动系统为电机通过链轮链条带动丝杆螺母运动,实现夹钳的开合。夹紧电机的扭矩给钳腿一个初始紧力,当夹紧时钳脚与铝锭产生摩擦力使钳脚下滑,铝锭夹紧。
2.2 流程控制要求
设备功能如下,按下遥控器按钮SB1,电动机1 反转,左侧夹钳松开,直到极限位,碰到限位开关SQ1 电动机1 停止。按下SB3,电动机2 反转右侧夹钳松开,直极限位碰到及限位开关SQ3电动机2 停止。按下SB2 电动机1 正转,左侧夹钳夹紧,夹钳与铝锭接触的地方装有限位开关,当SQ2 断开时,证明铝锭已经夹紧,电动机停止正转。按下SB4 电动机2 反转,右侧夹钳夹紧,当SQ4断开时,铝锭已经夹紧,电动机2 停止正转。按下SB5,电动机1、电动机2、同时反转,两侧同时打开,按下SB6 电动机1、电动2、同时正转,两侧同时夹紧。在操作的过程中,如果发现紧急情况,按下SB7 急停按钮,所有电动停止。电气原理图如图2 所示。
3 改造方案
3.1 改造目标与总体方案
通过对卧式吊具的改造,在尽可能利用现有设备的基础上,添加必要的智能化设备,并且能安全可靠的运行,使维护更加方便,以降低改造成本,提高运行效益为目标。原卧吊是使用转统电力拖动作为控制,现将其更换使用可编程逻辑控制器(PLC)控制,原卧吊操作遥控是使用有线遥控进行操作,为了减少事故发生将更换为无线遥控器,并在原有的基础上增加电动机的过载、短路保护。在其原有的基础上增加自动夹紧,自动松开功能。
3.2 设备选型
根据本次改造要求,对两台夹紧5.5KW 夹紧电机做控制,在原有的电路基础上增加可编程逻辑控制器、热继电器、熔断器与无线发射器、接收器。

图1:卧式吊具实物
3.2.1 热继电器
电器的首要功能是短路保护,过载保护,确保设备的正常启停,可以在电机出现长时间超过负载的情况下自动断开电路,这中元件可以保护三相异步电动机在电路中过载的情况。一般情况下,两相结构的热继电器就能满足要求,但在三相电压的均衡性较差,工作环境恶劣或电动机无人看管的情况下,三相结构的热继电器就更符合要求。所选用的热继电器的额定电流应大于电动机额定电流,应根据满足这一条件的额定电流来选择对应热继电器的型号。热元件的额定电流应略大于电动机额定电流。如果电动机的启动电流为其额定电流的6 倍或启动时间不超过5S,就应该把热元件的整定电流调节到等于电动机的额定电流;而当电动机的启动时间较长、拖动冲击性负载或不允许停车时,热元件整定电流则要调节到电动机额定电流的1.1-1.15 倍。根据设计的要求,这里选择1.15 倍。
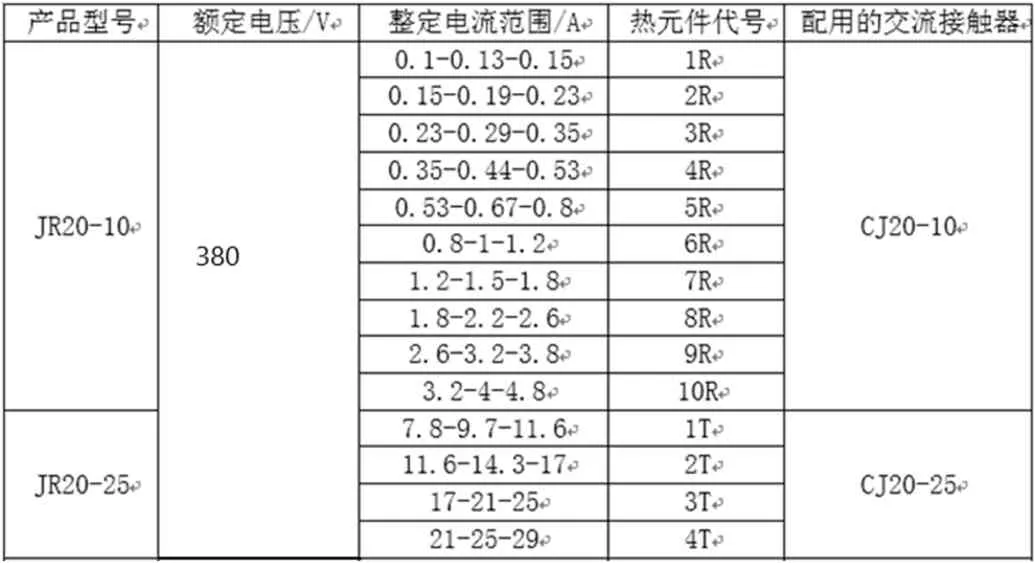
表1:JR20 系列热继电器参数
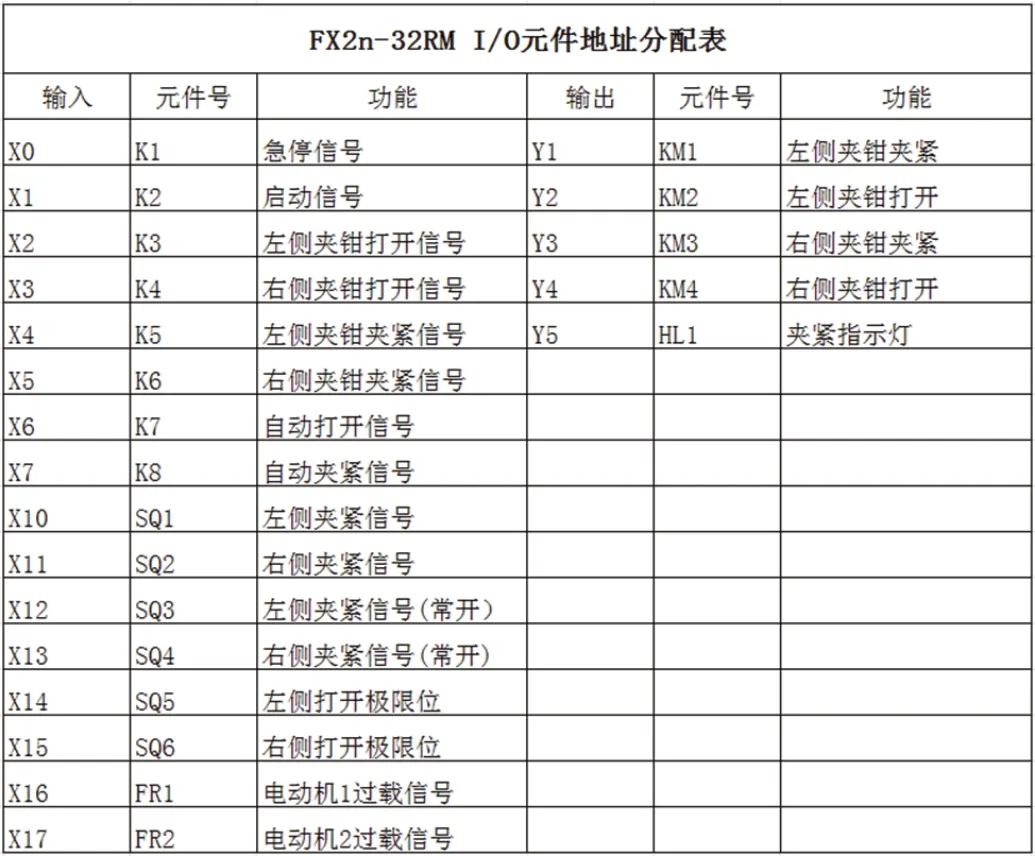
表2
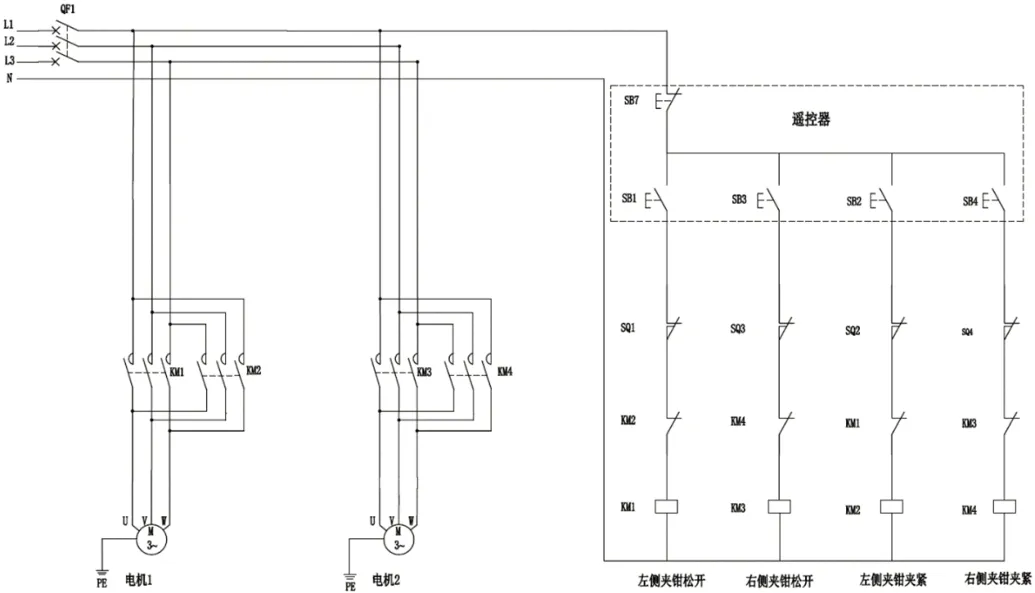
图2:电气原理图
电动机1:IFR1 =11×1.15A=12.65A
电动机2:IFR1 =11×1.15A=12.65A
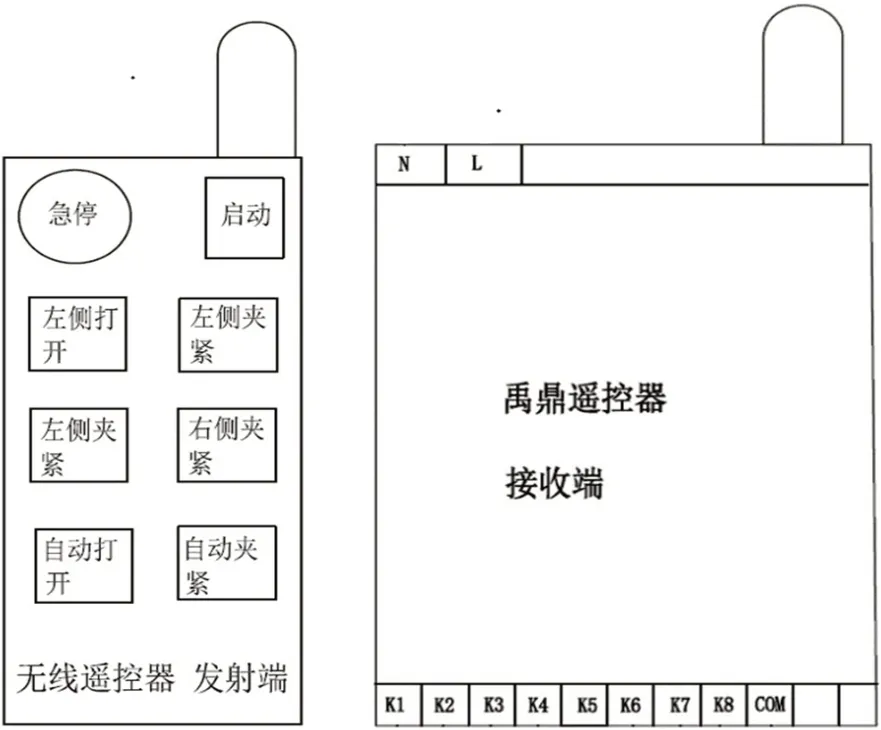
图3:无线接收器与遥控器
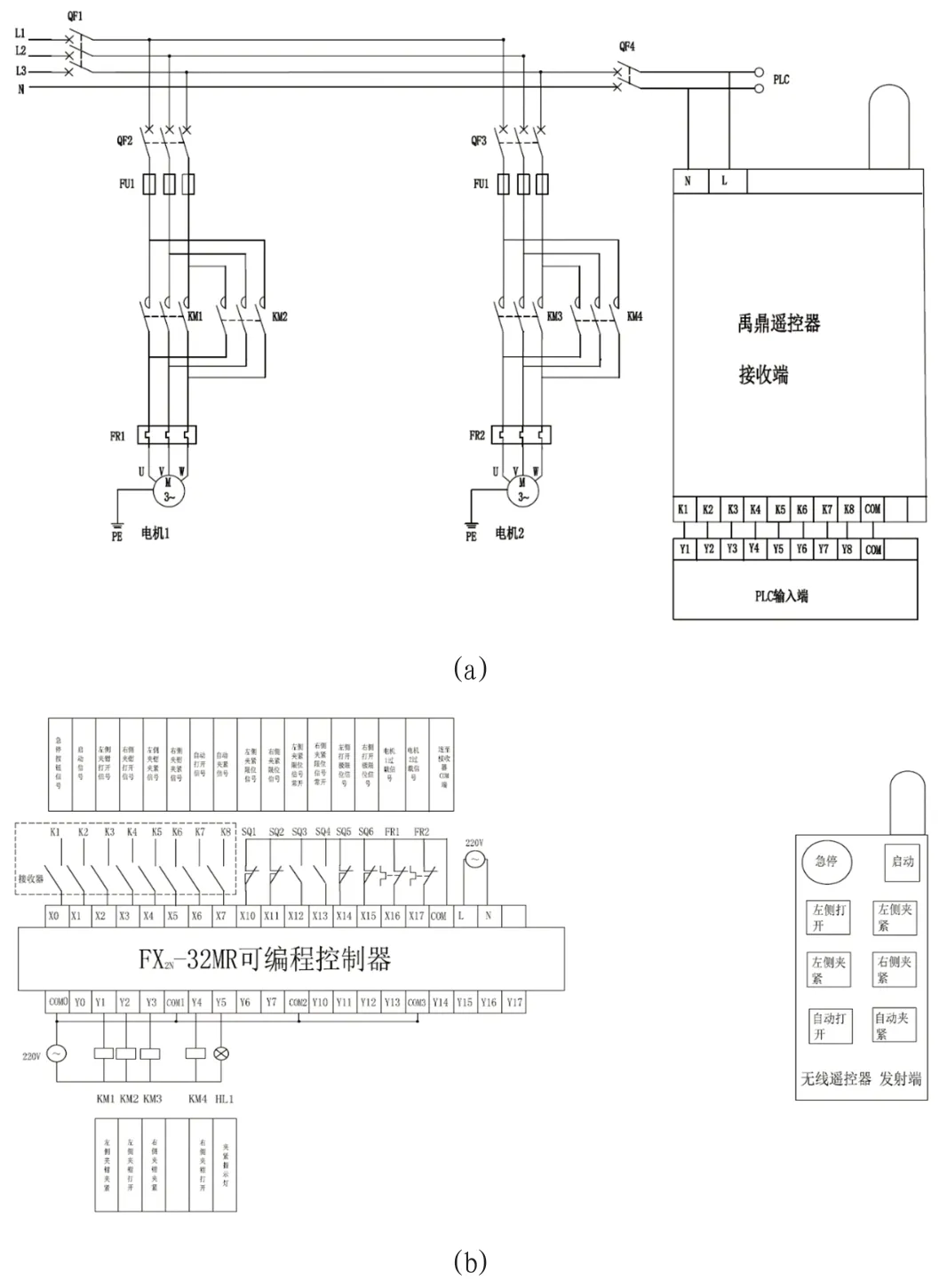
图4:改造后的吊具电路
确定整定电流之后根据表1 选择JR20-25 型号热继电器。
3.2.2 熔断器
由于各种电器设备都具有一定的过载能力,允许在一定条件下较长时间运行;而当负载超过允许值时,就要求保护熔体在一定时间内熔断,还有一些设备启动电流很大,但启动时间很短,所以要求这些设备保护性要适应设备运行的需要,要求熔断器在电动机启动时不熔断,在短路电流的作用下,超过允许符合电流时,能可靠熔断。单台电动机直接启动应该选择电动的额定电流1.5-2.5 倍。根据设计的要求。这里选择2.5 倍。
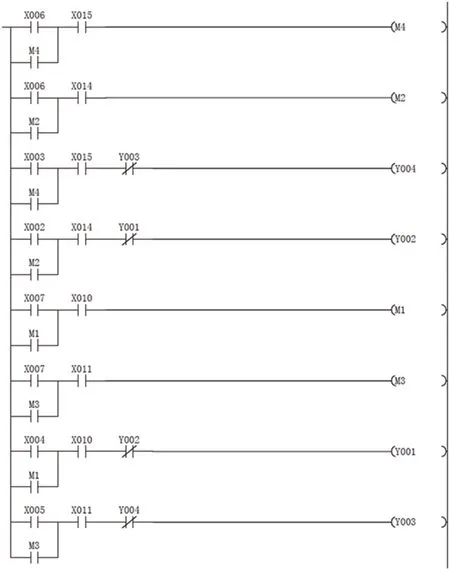
图5:改造后的开关程序

图6:加紧提示原理图
电机1:FU= 11×2.5A=27.5A
电机2:FU= 11×2.5A=27.5A
确定熔断器电流,选择正泰RT28N-32 三相快速式熔断器。
3.2.3 可编程逻辑控制器
PLC 是以不断循环扫描的方式进行工作的,只要PLC 进入RUN 模式,PLC 就会不断循环的扫描和执行,PLC 在每一次循环中都是采集所有的数字和模拟量输入信号。它的运行过程共分为三个基本阶段:PLC 输入扫描阶段,采集信号送到CPU 的过程;PLC 用户程序执行阶段,CPU 根据用户定好的规律,对采集到的信号进行判断和运算,知道该怎么样反应;PLC 的输出刷新阶段,在程序执行阶段已经根据控制规律得到该怎么样输出的结论,通过输出映像寄存器输出到外围的输出执行机构,实现用户要求的动作
据本人了解,西门子公司和三菱公司生产的PLC 是最具有竞争力的,所以在此次改造中选用三菱公司的FX2N-32MR 型PLC,控制规模为32 个点,继电器方式的16 个输入和16 个输出。
3.2.4 无线器件
为了满足设计需要,选择台湾禹鼎无线发射、接收器作为PLC控制电路的输入。F21-E1 接收器工作电源为交流36V,220V,380V 可选择或直流12V,24V,拥有8 个5A 密封式继电器输出,F21-E1B 遥控器有8 个按钮,分别对应接收器8 个输出。它通过无线发射器F21-EB 发射无线信号给接收器F21-E1,实现8 个继电器通断。硬件如图3 所示。
4 工程实施
4.1 硬件操作
根据工艺的需求绘制出主电路、和控制电路。改造后的吊具电路如图4 所示。
4.2 软件操作
根据原理图确定输入、输出口元件地址的分配表。FX2n-32RM I/O 元件地址分配表如表2 所示。
4.3 自动打开、关闭功能
在实际的操作过程当中,操作人员须要用两个手来操作,同时夹紧注定,有些时候比较麻烦,为了满足现场需要,本次改造增加了自动打开,两台电机同时工作,实现左右夹钳同步打开,自动夹紧功能。程序如图5 所示。
4.4 加紧提示功能
为了让操作人员更加方便的操作设备,本次改造还增加了夹紧提示功能,当夹钳夹紧铝锭时,PLC 会发出一个信号,让指示灯得电工作。程序如图6 所示。
当X12、X13 闭合时,Y5 得电输出,指示灯点亮,实现夹紧铝锭提示功能。
4.5 功能调试
对照控制电路图纸,先从控制电路开始检查,检查每个元件的接线是否与图纸相同。PLC 的输出是否连接好每个接触器的线圈,输出是否连接好每个开关、按钮。由于PLC 输入输出比较多,所以在运行之前,需要在次检查接线端与导线是否有良好接触在一起。检查2 台电动机是否完好,测量主电路、控制电路有无短路以及接地故障,如有故障排除在通电,先接接通QF1 供电断路器,然后在接通控制电路电源,合上QF4,无线接收器通电,PLC 得电工作,模拟运行各种工况,检查PLC 的各输入输出是否正常,检查各接触器、继电器动作是否正常,4 个行程开关是否正常,发现问题及时解决。在确定控制电路满足要求以后,合上主电路电源QF2、QF3.检查电动机的转向是否正确,如有问题逐一解决。都正常后将吊具夹铝锭测试,经过几次测试确认无误之后,指导操作人员掌握具体的操作过程和应急处理的办法,并在监测一段时间,确保设备达到控制要求正常运行以后,即能投入使用。
5 总结
本次卧式吊具改造经过一段时间的试用,系统运行稳定,动作可靠,能实现无线遥控的控制,在原来的基础上增加了自动控制、电动机的保护。硬件设计方面,根据电动机的控制要求,对热继电器、熔断器仔细慎重的选型,主在完成保护电气选型的基础之上,根据卧式吊具的工作原理、自动控制程序控制要求,选择了三菱PLC控制系统为系统的硬件设备。在软件设计方面,本系统的软件设计是以三菱的GX-Develop 为程序开发系统,集成了主程序、自动控制程序、构成了整个软件控制系统,此次改造大大的减少了设备故障率,这足以体现了现代化只能控制设备在生产生活中的优越性能。这次技术改造不仅降低了操作人员操作难度,还节省了操作时间,提高了企业的经济效益。
猜你喜欢
锻压装备与制造技术(2022年1期)2022-03-24
装备制造技术(2020年2期)2020-12-14
商品与质量(2020年23期)2020-11-26
安徽电子信息职业技术学院学报(2020年2期)2020-05-13
化工管理(2020年15期)2020-01-13
汽车电器(2019年10期)2019-10-28
中国特种设备安全(2019年2期)2019-04-22
世界有色金属(2019年14期)2019-02-10
制造技术与机床(2018年11期)2018-11-23
科技与创新(2016年14期)2016-07-23
