
三菱丽阳近年来碳纤维专利技术简述
2020-03-17 06:39李玲娟
高科技纤维与应用 2020年1期
李玲娟
(国家知识产权局专利局专利审查协作江苏中心,江苏 苏州 215011)
0 企业概述
日本是全球碳纤维技术领先国家,而其中三大著名碳纤维大型生产商为东丽、东邦和三菱丽阳,其中三菱丽阳公司生产碳纤维及其复合材料等产品。
三菱丽阳是世界知名的丙烯腈纤维生产企业,其纤维生产技术和设备均非常丰富,该公司早在1975年就先行生产碳纤维预浸料,然后1983年开始生产碳纤维。该公司提供碳纤维生产及下游复合材料等产品的一条龙服务,从原料丙烯腈的合成、丙烯腈的聚合、聚丙烯腈纤维原丝制备、碳纤维生产到下游产品例如汽车部件、体育休闲产品等,整个碳纤维产业链均很完备。三菱丽阳公司从原料到最终产品的生产体系非常优化,其优质产品也吸引了很多客户(如各种高端汽车品牌客户等[1])。
三菱丽阳公司商品化的碳纤维产品为“pyrofil”品牌,具体分为通用弹性的HT系列、中弹性的IM系列和高弹性的HM系列。HT系列又具体有TR30S、TR50S、TRH50、34-700、34-600等类型。其中TR50S主要用途为预浸料,广泛应用于体育休闲产品例如高尔夫球杆、钓鱼竿、球拍等,以及压力容器、土木建筑维修、复合滚筒等下游领域。IM系列又具体有MR40、MR60H等类型,其拉伸弹性模量可高达290 GPa。HM系列又具体有MS40、HR40、HS40等类型,拉伸弹性模量分别高达345 GPa、395 GPa、455 GPa[1]。
1 专利申请分析
本章节对三菱丽阳公司2007年以来,在碳纤维技术领域的专利申请进行检索和分析,分析对象基于已经公开的专利申请,时间截止于2019年6月1日,旨在了解该公司在该碳纤维生产技术领域的专利申请和布局情况。
1.1 全球专利申请趋势
三菱丽阳公司2007年以来在碳纤维生产技术领域的全球专利申请趋势如图1所示。从图中可以看出,转2007~2013年之间,该公司在碳纤维生产技术领域的全球专利申请量虽然稍有波动,但总体基本维持稳定,其中2011年最大为55项。此后2014年起至2016年,该公司在碳纤维生产领域的全球专利申请量稍有下降,原因之一是该公司碳纤维生产技术较为成熟,其研发重点逐渐转移至碳纤维下游应用领域(如预浸料、各种复合材料)及最终应用产品(如汽车等)的研发。由于专利申请后需要隔一段时间才能公开,因此2017年和2018年的部分专利申请未公开,未统计在内,这也是2017年和2018年申请量数据偏低的原因之一。

图1 三菱丽阳2007年以来碳纤维全球专利申请趋势
1.2 来华专利申请趋势
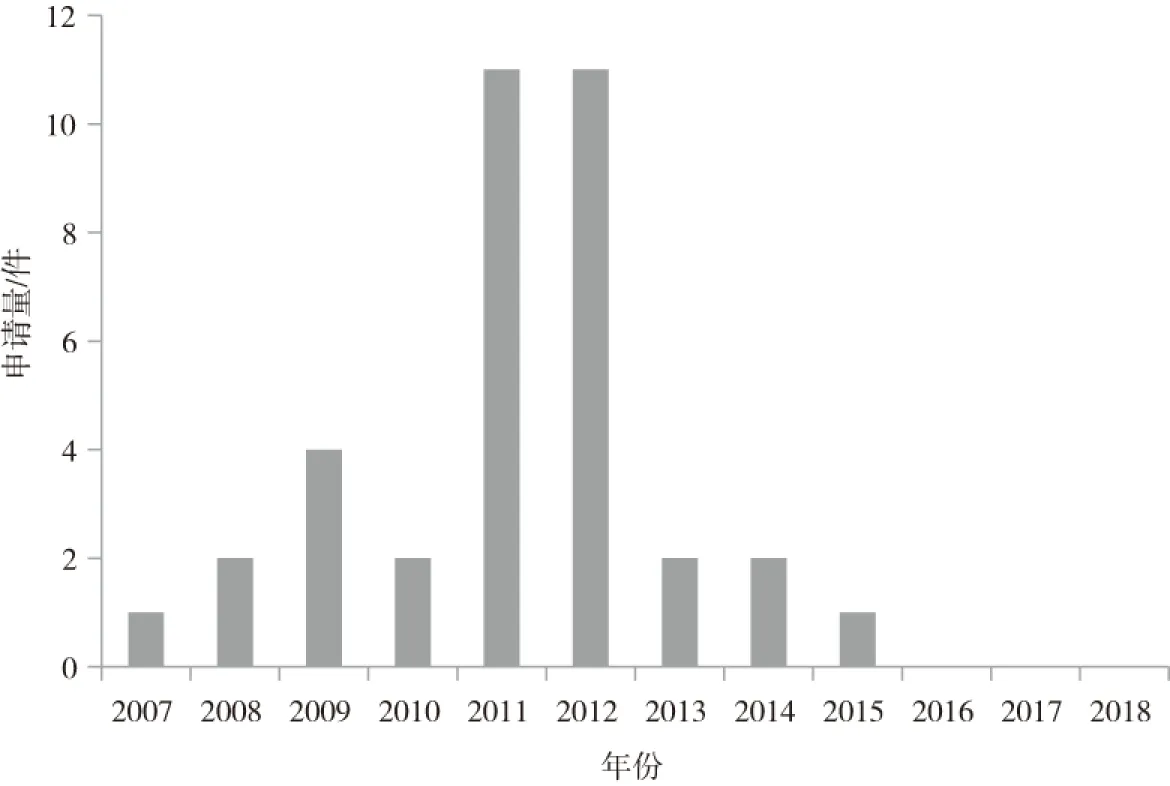
图2 三菱丽阳2007年以来碳纤维中国专利申请趋势
三菱丽阳公司2007年以来在碳纤维生产技术领域的中国专利申请趋势如图2所示。从图2可以看出,除了2011年和2012年该公司在中国的专利申请为11件之外,其他年份均为个位数申请量或者无申请,究其原因,一方面是该公司在中国专利布局本身不多,另一方面是该公司在中国进行碳纤维复合材料的专利申请更多,由于部分专利申请未公开是导致2016~2018年申请量为0的部分原因。
1.3 来华专利法律状态分析
三菱丽阳公司2007年以来碳纤维生产领域来华专利申请法律状态如图3所示。其中有效专利量占比高达81%,公开专利量占比8%,撤回占比11%,无驳回和失效专利,可见该公司在碳纤维领域的专利强实力。
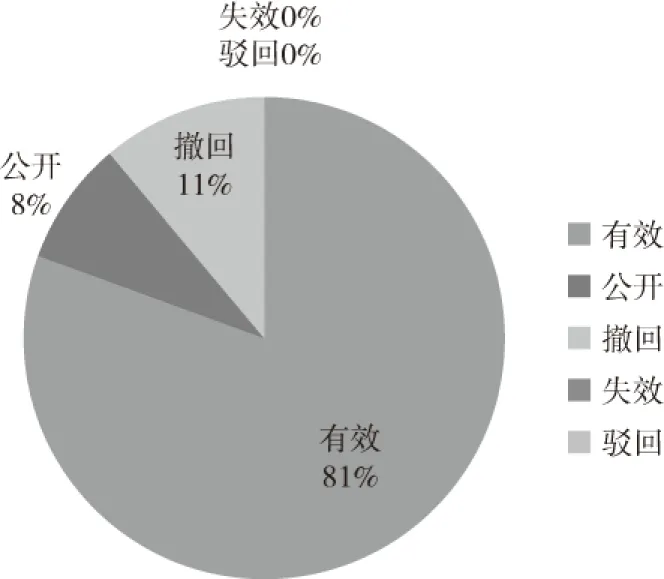
图3 三菱丽阳2007年以来来华申请法律状态分析
1.4 来华专利复审信息分析
三菱丽阳公司碳纤维领域共有2件涉及复审程序,分别为CN101855132A、CN105102320A,复审结果均为撤销驳回。
2 专利技术分析
2.1 技术功效分析
本章节对三菱丽阳碳纤维专利申请的总体技术功效(不同的技术手段与不同技术功效的相关关系)进行分析,从而可以确定三菱丽阳碳纤维的研发重点。
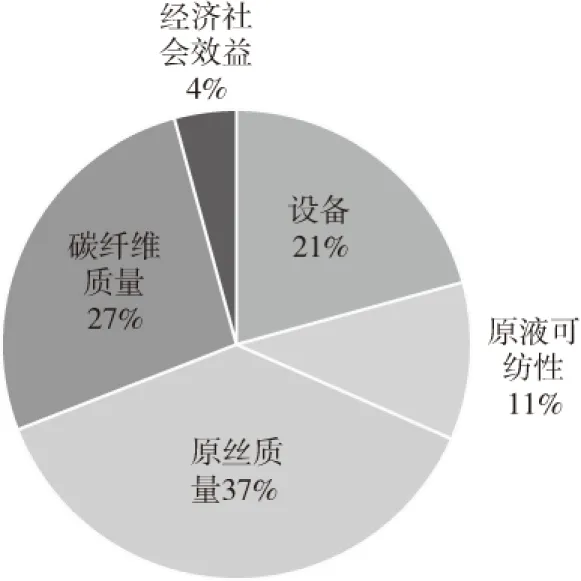
图4 三菱丽阳碳纤维生产-技术功效分布
图4为三菱丽阳碳纤维生产-技术功效分布图。三菱丽阳在碳纤维制备领域的专利分布涉及制备过程中的各个环节,其中控制原丝质量、碳纤维质量占比分别为37%、27%,合计64%,占比非常大;碳纤维设备包括喷丝/拉丝设备、热处理设备(碳化炉、石墨化炉)、预氧化炉、包装设备等,是实现碳纤维生产并进一步提高碳纤维质量的关键要素,此类专利占比21%;随着聚合工艺的发展,与原液可纺性相关的研究例如共聚单体改性、聚合体系中引发剂的选择、共混改性、聚合工艺参数的选择、聚丙烯腈产物的分子量/PDI的控制、聚合溶剂的选择、聚合具体工艺等逐渐趋于成熟,因此在原液可纺性方面的专利偏少。
下边对占比较大的原丝质量、碳纤维质量控制的具体技术手段进行分析,进一步明确该公司通过何种技术手段来实现原丝质量和碳纤维质量的提升。
图5是三菱丽阳碳纤维生产-原丝质量分布图。从图5可以看出,三菱丽阳的研究重点主要在原丝阶段纤维束、纺丝油剂等原丝表面处理两个方向,二者分别占比33%、27%,也表明这两方面对最终碳纤维产品质量的影响程度较高;此外,耐燃处理占比18%,比凝固浴和牵引拉伸条件方面专利总和还要多,因此也是重要的改进方向。
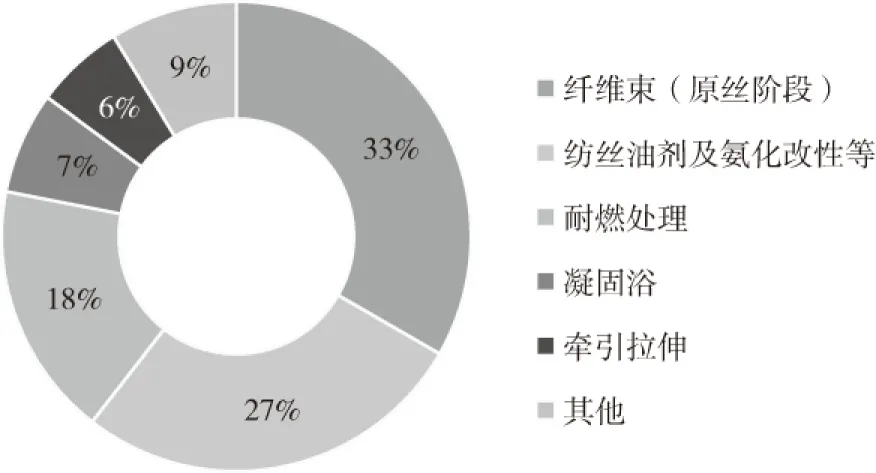
图5 三菱丽阳碳纤维生产-原丝质量分布
图6是三菱丽阳碳纤维生产-碳纤维质量分布。其中上浆(含施胶剂)、电氧化/电镀等电化学改性、气/液相氧化分别占比30%、6%、6%,合计42%,均属于广义上的表面处理,碳纤维经过表面处理后,其表面浸润性、表面积、表面粗糙度和表面活性官能团的数量都有一定程度的增加,从而提高界面相容性和结合强度;预氧化工艺和碳化工艺是提高碳纤维质量的重要因素,分别占比25%、12%。
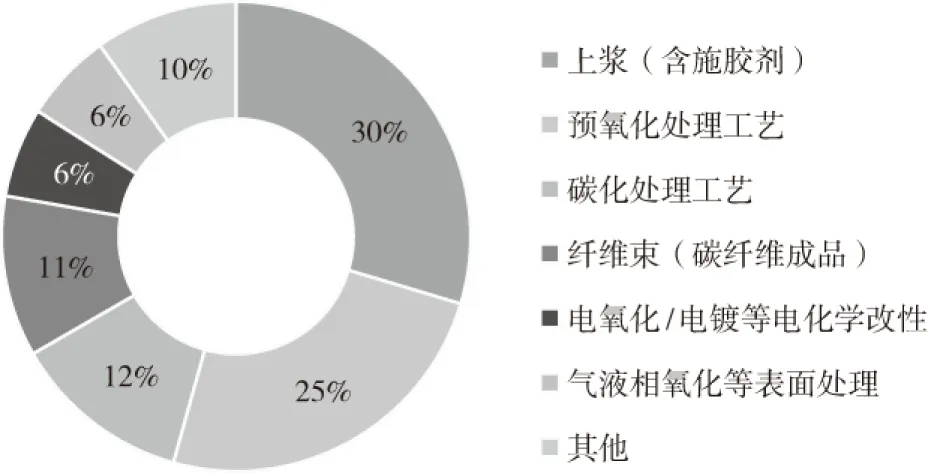
图6 三菱丽阳碳纤维生产-碳纤维质量分布
2.2 技术发展路线
三菱丽阳2007年以来碳纤维技术发展路线如图7所示。如前所述,原液可纺性的技术趋于成熟,近年来该方面的专利申请也较少,例如2007年公开的JP2007204880A公开了碳纤维前驱体聚丙烯腈-羧酸酯共聚物,在聚丙烯腈纤维纺丝时,羧酸酯基团于120~300 ℃下加热,转变为羧酸基团,可以改善碳纤维的性能。2009年公开的WO2009145051A1公开了一种聚丙烯腈系共聚物,其含有1.0×10-5当量/g以上的来自引发剂的磺酸基,来自引发剂的硫酸基的含量与磺酸基和硫酸基的总量的当量比值为0.4以下。
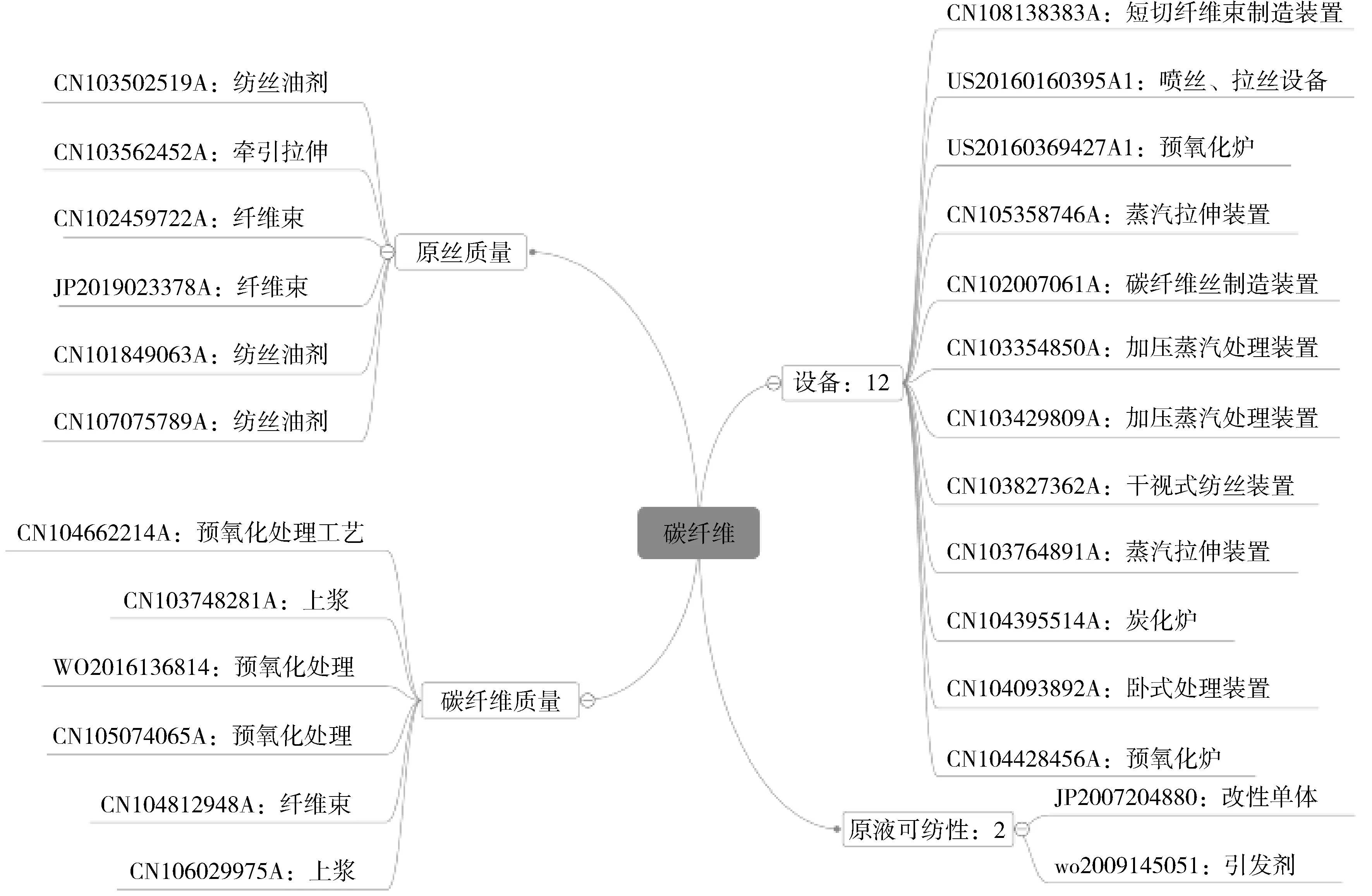
图7 三菱丽阳2007年以来碳纤维技术发展路线图
在原丝质量控制方面,2014年公开的CN103502519A公开了一种碳纤维纺丝油剂,包括

结构的芳香族酯化合物(1)、氨基改性有机硅、和下式
所示结构的芳香族酯化合物(2),相对于干燥纤维质量,氨基改性有机硅的附着量为0.01~0.2质量%,芳香族酯化合物(1)与芳香族酯化合物(2)的附着量的比为0.25~6.5。采用该种纺丝油剂,可以防止碳纤维束制造工序中的单纤维间的熔合,同时抑制操作性降低,集束性良好。
2014年公开的CN103562452A公开了一种制造碳纤维前体(丙烯腈纤维束)的蒸汽拉伸装置,其结构如图8所示。
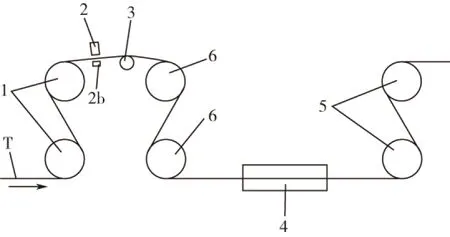
图8 蒸汽拉伸装置示意图
沿着碳纤维前体即丙烯腈纤维束T的输送方向配置有:输送丙烯腈纤维束T的供给辊1,对丙烯腈纤维束T进行开纤的开纤装置2,对于丙烯腈纤维束T的宽度进行控制的宽度控制装置3,供给蒸汽并且将纤维束T加热到能够拉伸的温度的蒸汽箱4,对丙烯腈纤维束T以比供给辊1的输送速度更快的输送速度进行输送的牵引辊5;在供给辊1和蒸汽箱4之间的任意位置设置宽度控制装置3,将通过宽度控制装置3之后的纤维束T的宽度控制到,相对于导入供给辊之前的纤维束T的宽度的65%~110%。采用上述装置能够高速、稳定地进行高倍率拉伸。
2012年公开的CN102459722A公开了一种碳纤维用丙烯腈溶胀丝,在纤维的圆周方向上具有10 nm以上宽度的个数为0.3~2个/μm2的开孔部。溶胀丝没有进行油剂处理,丙烯腈和具有一个以上酯基或羧基的不饱和单体的共聚物构成溶胀丝,共聚物中丙烯腈、羧基或酯基单体单元分别为96.0%~99.7%(质量)、0.3%~40%(质量)。溶胀丝内部结构致密,在表层附近能够抑制油剂浸透。采用溶胀丝进一步制备碳纤维:先将前驱体纤维束在氧化气氛下进行热处理,制成密度1.335~1.355 g/cm3的耐火化纤维束,再在惰性氛围下于300~700 ℃温度下,在具有温度梯度的第一碳化炉中,施加2%~7%的拉伸,同时加热1~3 min,最后在惰性氛围下,于1 000 ℃-烧成温度下,在具有温度梯度的一个以上的碳化炉中,施加-6.0%~2.0%的拉伸,同时进行1~5 min的热处理。
2019年JP2019023378A公开了具有合适表面致密度和高机械性能的碳纤维束的制备方法,具体为先合成前驱体聚丙烯腈,然后采用干湿法进行纺丝,再在40 ℃以上的水浴下的凝固浴中,控制拉伸比例为0.95~1.3倍,接着使用有机硅油剂上油,制备的纤维束拉伸强度高达7 000 MPa以上,弹性模量高达320 GPa以上。该专利的关键技术点在于控制实际的拉伸倍率,拉伸倍率需要满足特殊的数学式。
2010年公开的CN101849063A公开了一种改性有机硅的碳纤维纺丝油剂,含有:至少一种下述通式(1)表示的单元和选自由下述通式(2)、(3)和(4)表示的单元组成的组中至少一种单元以及任选含有下述通式(5)表示的单元。
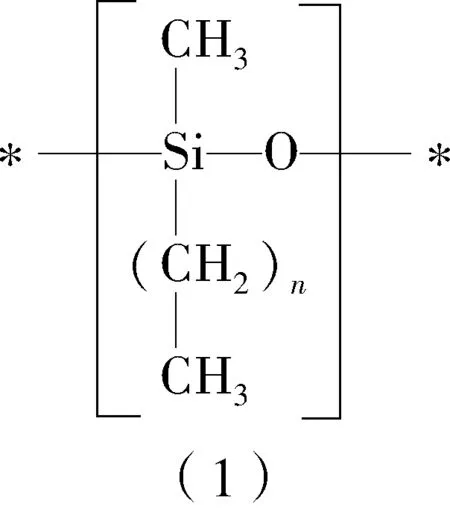
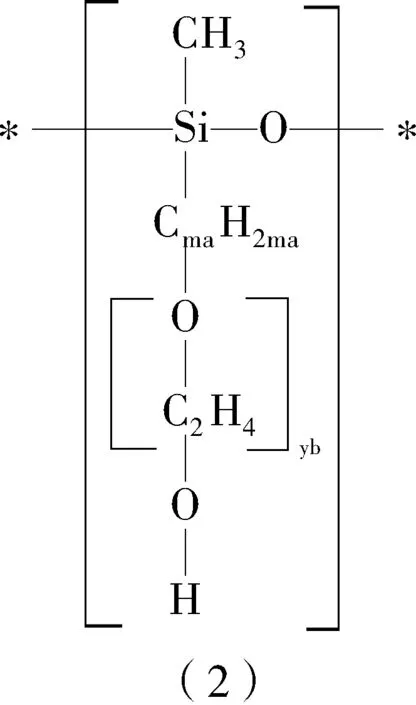
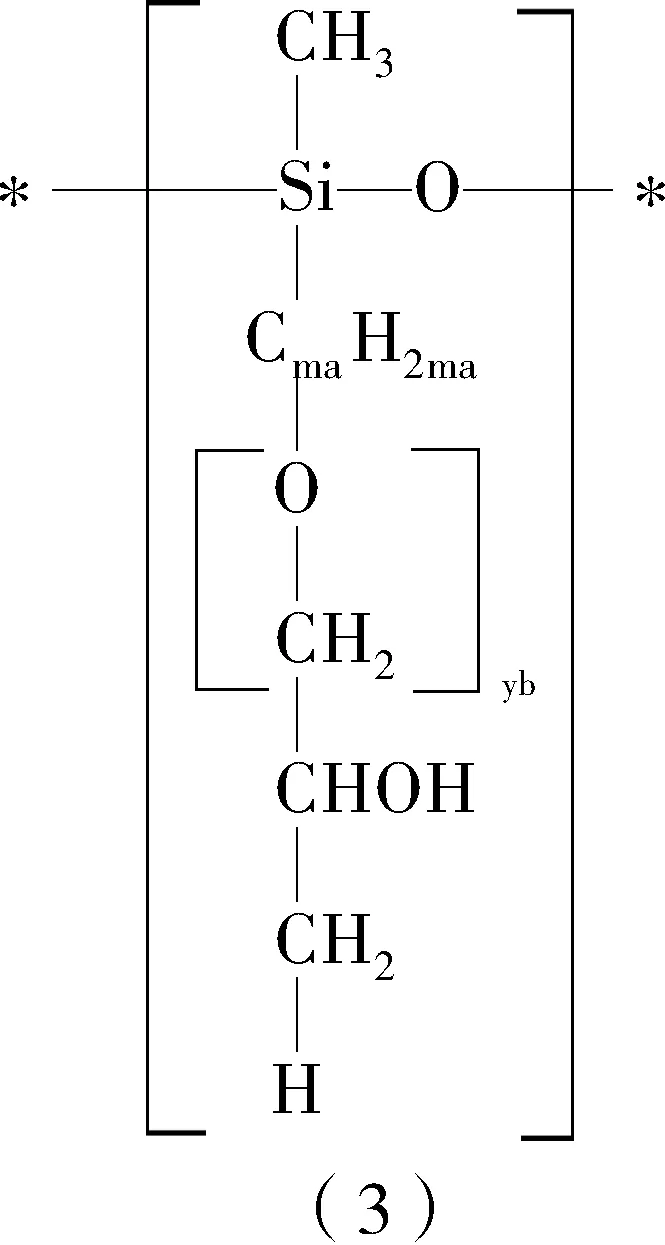

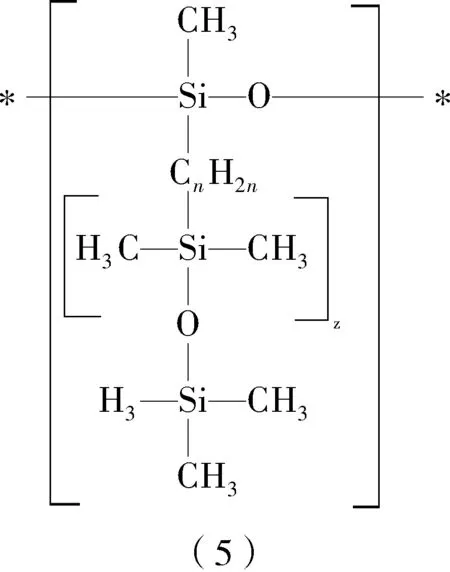
该纺丝油剂采用有机硅系,可以防止碳纤维束物性的降低,另外改性可以改善普通有机硅油剂带来的操作性降低。
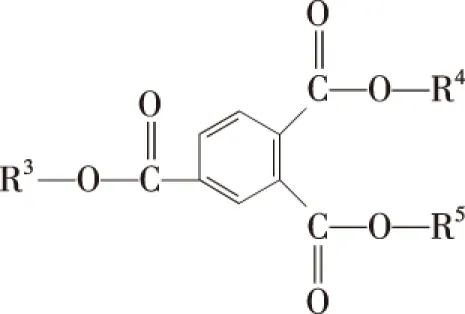
2017年公开的CN107075789A也公开了一种碳纤维纺丝油剂,包含下式(1a)表示的羟基苯甲酸酯(A);下式(3e)表示的氨基改性有机硅(H);和与羟基苯甲酸酯(A)相容,空气气氛下的热重分析中300 ℃时的残留质量率R1为70质量%以上且100质量%以下,并且100 ℃时为液体的有机化合物(X)。X选自下述式(1b)表示的环己烷二甲酸酯(B)、下式(2b)表示的环己烷二甲酸酯(C)、下式(2e)表示的聚氧乙烯双酚A脂肪酸酯(G)中的一种以上。

(3e)
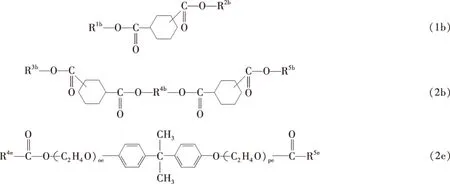
在碳纤维质量控制方面,2014年公开的CN103748281A公开了一种碳纤维上浆剂,含有化合物(A):环氧化合物与不饱和一元酸的酯,A分子中具有至少1个环氧基,前述环氧化合物的分子中具有多个环氧基,以及固化物的拉伸伸长率大于40%的2官能的氨基甲酸酯丙烯酸酯低聚物(B),和干燥皮膜的拉伸伸长率350%~900%的聚氨酯树脂(C)。该上浆剂能提高碳纤维复合材料的机械性能,且适合拉挤成型。
2016年公开的WO2016136814 A1公开了一种氧化碳纤维束的热处理炉,其结构如图9所示。
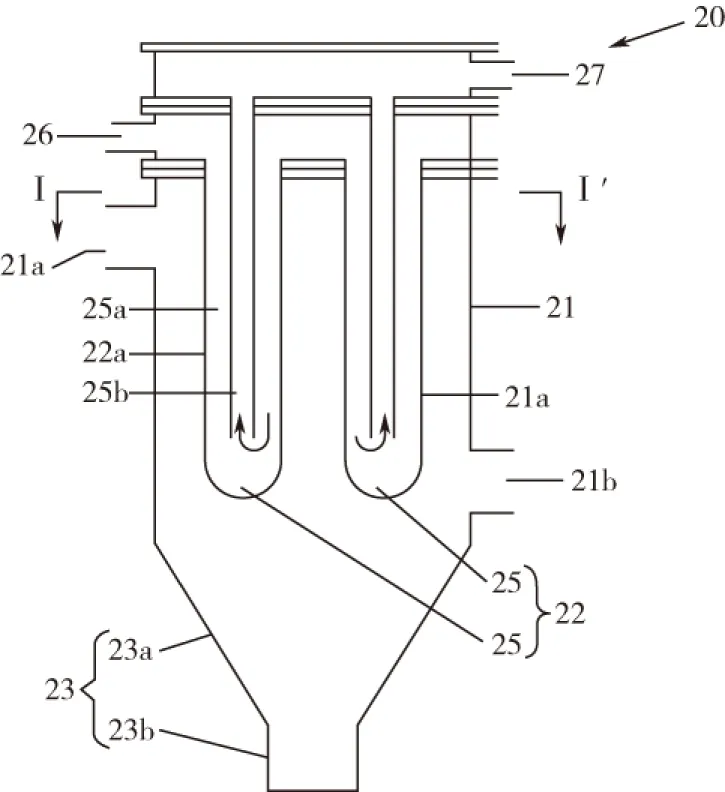
图9 热处理炉示意图(部分)
该装置可以稳定分离和除去薄雾状的焦油成分以及灰尘等杂质,并且能够连续操作很长时间。
2015年公开的CN105074065A公开了预氧化炉中具有热处理室和与之相邻连接的密封室,从密封室可以向预氧化炉外排气,而从热处理室向密封室吹出的热风的空间速度SV(1/h)满足下式:80≤SV≤400。如此可以获得强度高达6 833 MPa的丝束。
2015年公开的CN104812948A公开了一种预氧化之后等离子体处理的方法,具体为将99~99.99体积%的惰性气体和0.01~1体积%的活性气体的混合气体,导入等离子体产生装置,进而产生等离子体气体,惰性气体选自氮气、氩气、或氮气与氩气等,活性气体选自空气、氧气、氢气或一氧化碳等。采用该处理方法,可以将预氧化处理中在纤维束表面产生的附着物除去,不会影响后续高温碳化处理过程。
2016年公开的CN106029975A公开了一种碳纤维上浆剂,为聚合物A和有机化合物B的混合物,A为侧链上含有酸性基团的改性聚烯烃或(甲基)丙烯酸共聚物,其质均分子量为10 000以上,所述有机化合物B的热失重率为5质量%以上,相对于树脂增强用碳纤维束的总质量, A的附着量为0.1质量%以上,A、B合计占0.1~0.5质量%。
如前所述,三菱丽阳公司注重碳纤维生产过程中设备的研发。2018年公开的CN108138383A公开了一种短切纤维束的制造装置,其结构如图10所示。
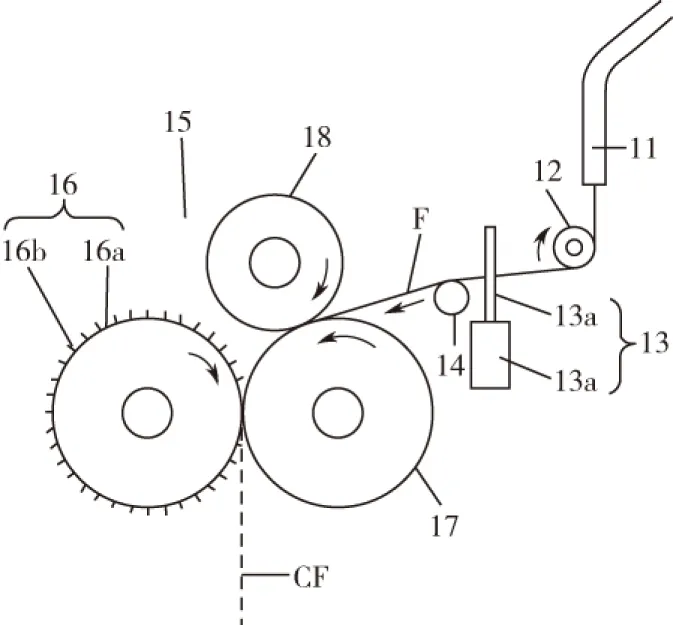
图10 一种短纤维束的制造装置示意图(部分)
该装置具有将长条纤维束切断的切断刀的切断单元;限制供至切断单元的纤维束的前进方向的引导单元;设置于切断单元与引导单元之间、且对纤维束进行扩幅的扩幅单元。该装置可以长时间连续地生产制造短切碳纤维束。
2016年公开的US2016160395A1公开了一种热处理炉的气体供应喷嘴,其结构如图11所示。
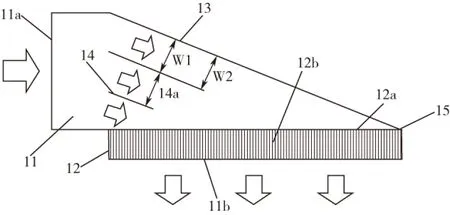
图11 一种热处理炉的气体供应喷嘴示意图(部分)
将气体通道设置在斜板和导板之间,且气体通道上垂直方向的宽度不小于下游的。该装置可以使得纤维束热处理后,物理性能均一,提高生产效率,降低成本。
2016年公开的US20160369427A1公开了一种横式热处理炉,其结构如图12所示。
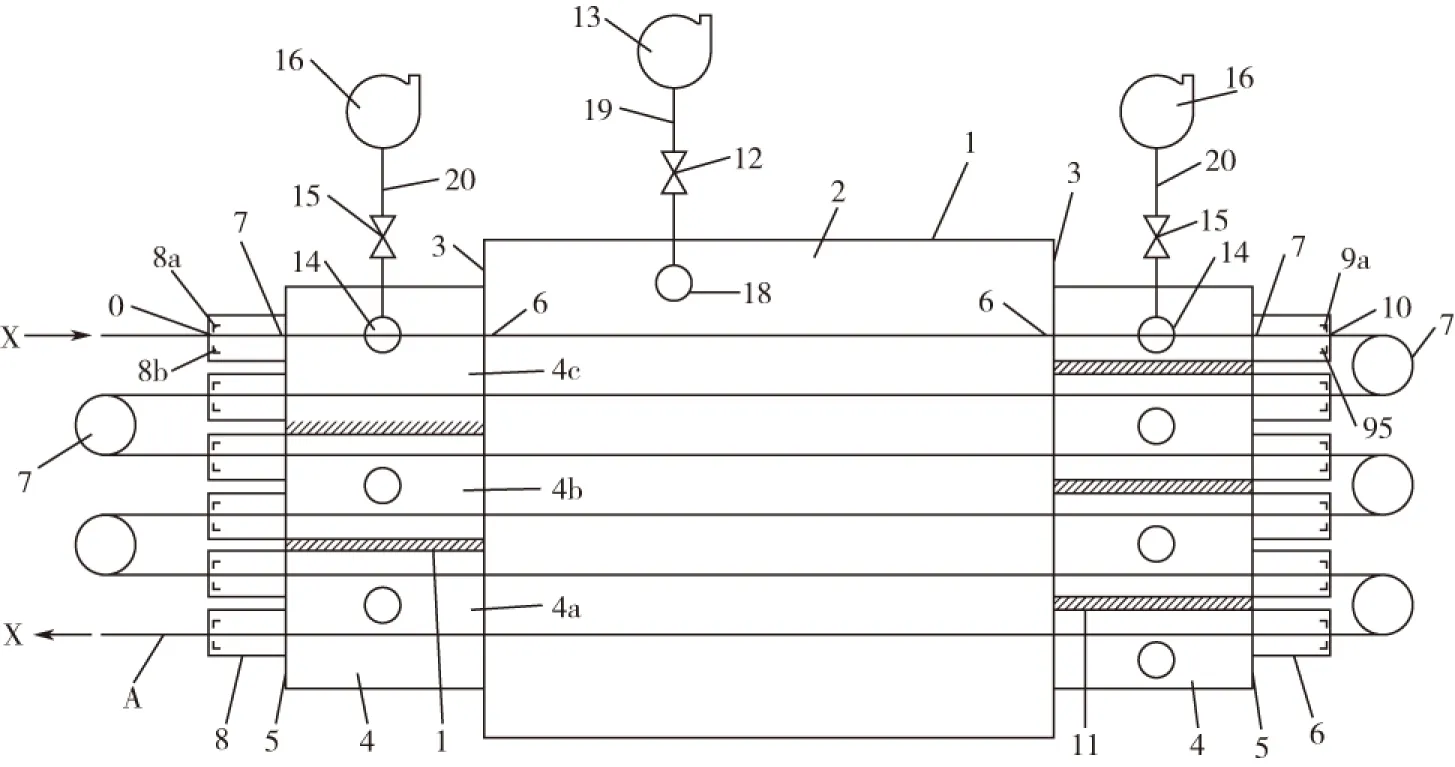
图12 一种横式热处理炉示意图(部分)
其中有隔板墙11,该装置可以有效抑制热处理室产生的毒气的泄露。
2016年公开的CN105358746A公开了一种碳纤维前体丙烯腈纤维束的制备方法,使用加压蒸汽拉伸装置,在拉伸丙烯腈纤维束时,对其吹送流体进行开纤,对温度为80~130 ℃的开纤后的纤维束施加蒸汽,控制水分率为3%~7%后,在加压蒸汽下进行拉伸。采用上述装置和方法可以防止单纤维切断、起毛、抑制纤维束整体的切断。
2011年公开的CN102007061A公开了一种碳纤维的制造装置,其结构如图13所示。
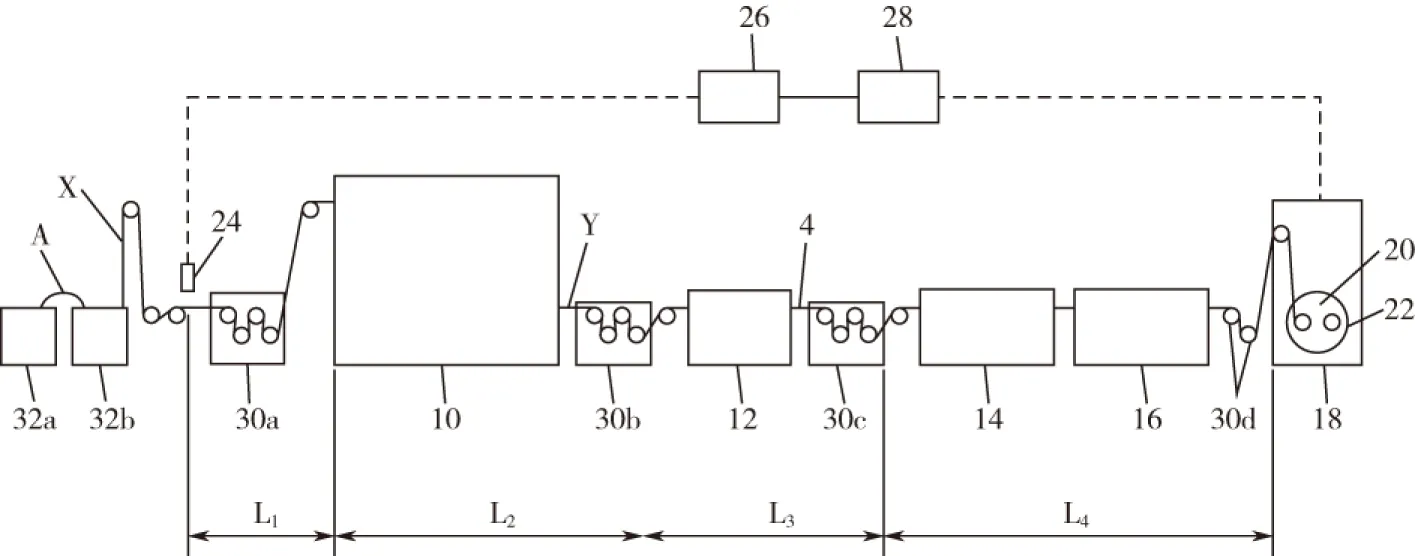
图13 一种碳纤维的制造装置示意图(部分)
其包括预氧化炉、碳化炉、卷取机、检测装置(根据连接部和非连接部的厚度之差,来检测连接部)、位置信息获取装置(用于获取连接部在检测装置和卷取机之间的位置信息)、控制装置(根据位置信息对卷取机进行控制,使得含有连接部的碳纤维丝、不含有连接部的碳纤维丝被分别卷取),连接部和非连接部的厚度D1、D2之比控制在2.0~6.0。该装置可以解决连接部的混入导致的碳纤维丝质量降低的问题。
2013年公开的CN103354850A公开了一种加压蒸汽处理装置,其结构如图14所示。
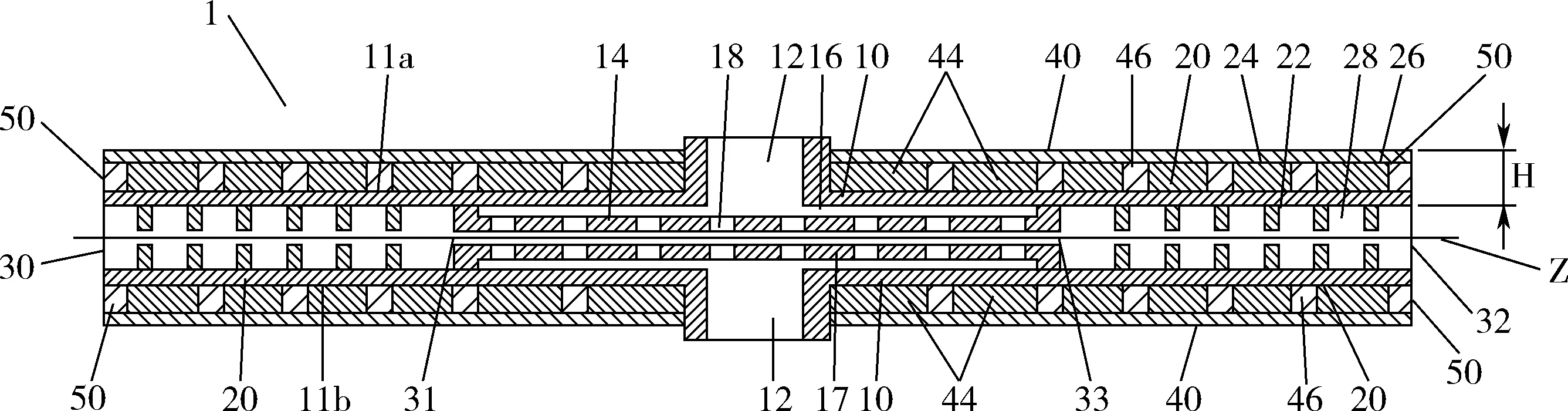
图14 一种加压蒸汽处理装置示意图(部分)
该装置具有迷宫式密封部20,分别设在加压蒸汽处理部10的丝条入口和出口,在水平方向上具有丝条Z的移动路径,在移动路径的上下具有多个迷宫式喷嘴24。环境温度为140 ℃时迷宫式密封部20相对的一组上侧迷宫式喷嘴24与下侧迷宫式喷嘴24在垂直方向上的距离的最大值与最小值的差即ΔH为0.5 mm以下。通过控制该参数,可以抑制加压蒸汽的泄露,防止装置热变形,防止绒毛、断丝的产生。
2013年公开的CN103429809A公开了一种丝条的加压蒸汽处理装置,其结构如图15所示。
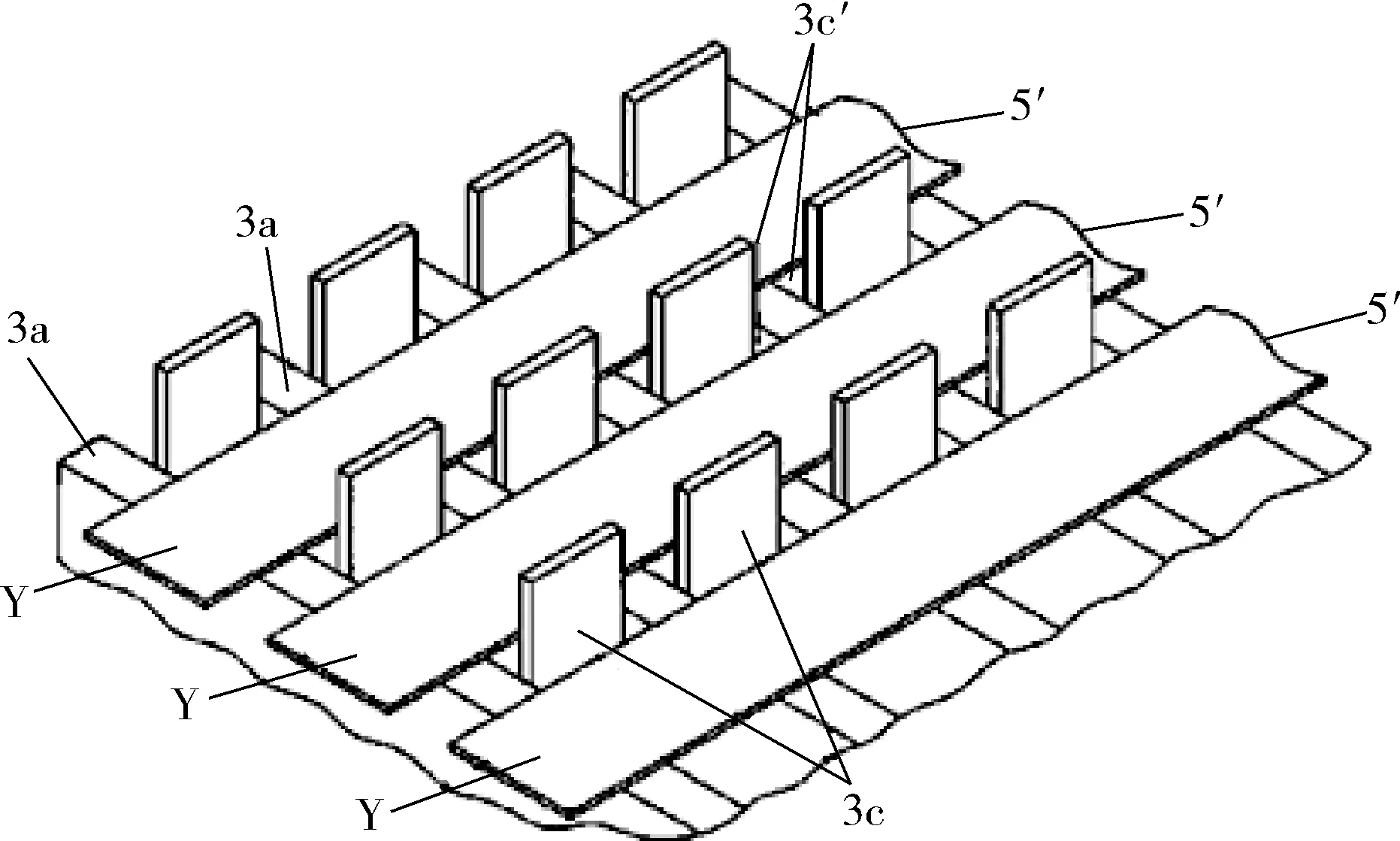
图15 一种丝条的加压蒸汽处理装置示意图(部分)
其装置在加压蒸汽处理部2的前后具有迷宫式密封部3(同时在加压蒸汽下对沿丝条移动路径5片状地并列移动的多个丝条进行处理)、与丝条平行地分割上述迷宫式密封部3的丝条移动路径5。适当地利用分隔板3e分割为多个。该装置可以抑制加压蒸汽泄露,同时降低丝断裂,提高成品率。
2014年公开的CN103827362公开了一种碳纤维干湿式纺丝装置,其结构如图16所示。
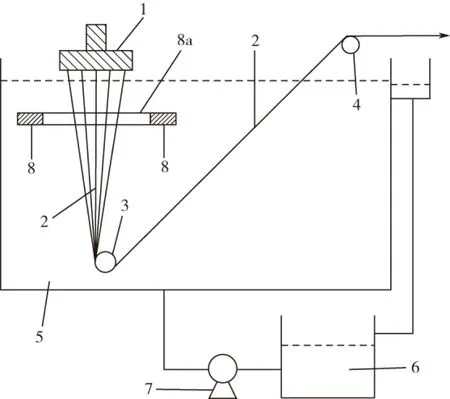
图16 一种碳纤维干湿式纺丝装置(部分)
该装置含有喷丝头和凝固浴,还有横向整流板(包围从喷丝头向下方纺出的丝条全部周围或部分,配置在凝固浴中,由一张或者多张板构成),在中央具有使上述丝条通过的开口部,由横向整流板包围上述丝条的周围的50%以上的范围,在横向整流板设置连通部,开口部能够与横向整流板的外部连通,由连通部形成的开口为开口部的外周部分的20%以下的范围。该装置可以抑制凝固液面摇晃,液面不会与喷丝头的纺丝面相接触,因此从喷丝头向下方纺出的丝条不会受到纺丝浴的影响,因此能使丝条的凝固性均匀,从而稳定纺丝。
2014年公开的CN103764891A公开了一种蒸汽拉伸装置,其结构如图17所示。
蒸汽室10具有导入蒸汽的蒸汽导入部4,第一以及第二密封室2、3分别具有从内壁面上下分别朝向丝条延伸设置多个板片的迷宫式密封部22、32。蒸汽拉伸装置具有防止行走的丝条与板片接触的第一和/或第二丝条位置限制杆8、7。各丝条位置限制杆在与丝条的行走方向垂直的方向且沿水平的方向延伸,并设置在相对于上述蒸汽导入部4隔着丝条的相反侧。装置对丝条加压蒸汽拉伸时,防止丝条和蒸汽拉伸装置的迷宫式密封部分的接触,可以大幅度抑制起毛和断丝,提高碳纤维前体纤维的质量。
2012年公开的CN104395514A公开了制备碳纤维的碳化炉,其气体喷出喷嘴具有由空心筒状的内侧管与空心筒状的外侧管组成的双重管结构,沿与纤维束的移动方向垂直的方向且水平的方向配置,在内、外侧管的长度方向均配置多个气体喷出孔。
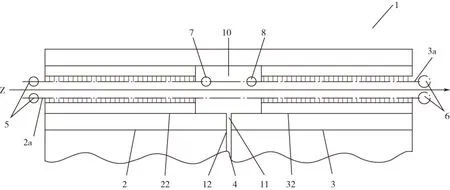
图17 一种蒸汽拉伸装置(部分)
2014年公开的CN104093892A公开了一种卧式热处理装置,其结构如图18所示。
在各密封室的被处理物送入口及送出口之中位于与热处理室相反的一侧的开口上,连接有截面为矩形的通路,在各通路的上下的位置,设有一对喷出气体的喷嘴,在各通路中,设在该通路上的一对喷嘴的气体喷出口与该通路所具有的热处理装置的被处理物送入口或被处理物送出口之间的距离d、和该通路的高度Dn满足2 mm通路<0.75Dn。如此可以防止分解气体等密封室内的气体漏出到外部。
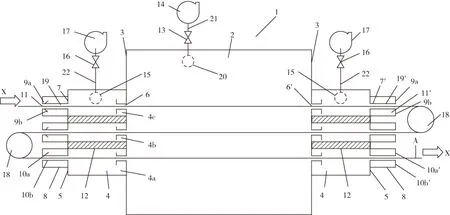
图18 一种卧式热处理装置(部分)
2015年公开的CN104428456A公开了一种碳纤维前驱体纤维束的加热炉,其结构如图19所示。
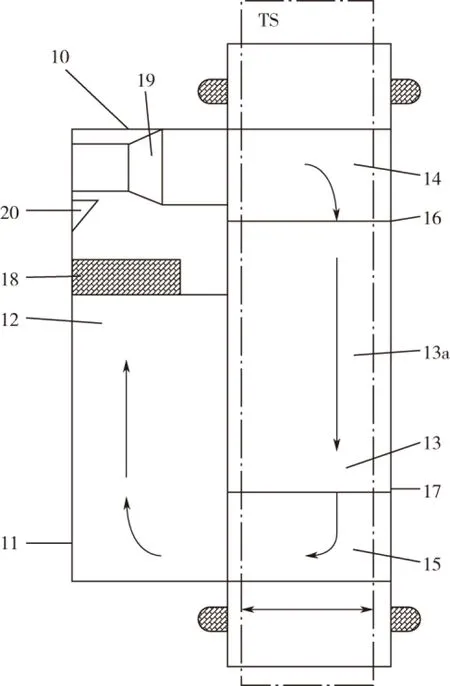
图19 一种碳纤维前驱体纤维束的加热炉(部分)
该炉具有以热风加热碳纤维前驱体纤维束的热处理室和向热处理室导入200~300 ℃的氧化环境的热风的热风导入管道,还含有在利用循环风扇将热风从热风导入管道导入热处理室时,改变在热风导入管道内流动的热风流的一部分的风向改变部件和具有将通过的流混合的作用的热风混合部件。该装置可以实现热处理室内的温度分布均匀化,同时降低成本。
3 总结
三菱丽阳公司是世界著名的碳纤维生产企业,其碳纤维生产以及下游的预浸料、复合材料应用领域的研发能力强,市场范围广。2007年以来,三菱丽阳公司主要在原丝质量控制、碳纤维质量控制和碳纤维生产工艺设备改进等领域重点进行专利研发和布局。而原丝质量控制可以通过原丝阶段纤维束性能的控制、纺丝油剂的选择、对纤维束进行耐燃处理、选自合适的凝固浴、对纤维进行牵引拉伸等手段来实现。碳纤维质量控制可以通过上浆剂的研发和选择、原丝预氧化处理、原丝碳化处理、碳纤维成品阶段纤维束性能的控制、碳纤维表面处理等手段来实现。碳纤维生产中使用和研发的设备有喷丝/拉丝设备、碳化炉、石墨化炉、预氧化炉等。通过上述碳纤维生产工艺中的技术改进,可以实现碳纤维性能的稳定、提升。
猜你喜欢
纺织服装周刊(2022年32期)2022-09-08
石油化工技术与经济(2021年4期)2021-01-13
云南化工(2020年12期)2021-01-11
石油化工技术与经济(2020年1期)2020-12-31
中国外汇(2020年14期)2020-10-28
中国外汇(2020年5期)2020-08-25
哈尔滨轴承(2020年4期)2020-03-17
山东化工(2019年4期)2019-02-16
航空材料学报(2019年1期)2019-02-15
合成纤维工业(2017年5期)2017-11-04
