
350MW 超临界机组应用AECS- 2000 先进过程控制系统对机组AGC 控制的优化
2020-03-24 11:10黄晓东李献平王定涛石义坤曾宪辉
科学技术创新 2020年2期
黄晓东 李献平 王定涛 石义坤 曾宪辉
(华能应城热电有限责任公司,湖北 应城432400)
1 概述
随着电网容量的增长和区域间潮流的交换,电网对发电端电厂机组的AGC 要求越来越高,目前华北电网已经推行关于AGC 的细则性能考核,AGC 的性能指标已经明确化。主要的性能指标有4 个,分别为K1,K2,K3 和Kp,K1 是考核负荷实际变动速率,中储式机组要求实际负荷实际变动速率不小于2%pe%/min,直吹式机组不小于1.5%pe%/ min;K2 是负荷稳态调节精度,衡量负荷调整的稳态误差,该指标要求不小于1%pe;K3 是负荷响应的灵敏度,指负荷实际变化的快慢指标,要求响应时间小于60s。实际考核中,要求K1>1.0,K2>1.0,K3>1.0,Kp>1.0。而且有一套自动考核系统,电网根据考核机组的运行情况自动计算出该机组的性能指标,并根据指标情况对投入AGC 运行的机组进行考核。
华能应城热电有限公司#2 机组为350MW 超临界直流炉机组。
锅炉为东方锅炉生产的DG1130/25.4-II2 型锅炉,该型号锅炉是超临界参数变压运行的直流锅炉,一次再热、平衡通风、单炉、膛、尾部双烟道,采用烟气挡板调节再热汽温,固态排渣、全钢构架、前后墙对冲燃烧的全悬吊结构Π 型锅炉。汽轮机组采用上海汽轮机厂生产的350MW 超临界、一次中间再热、单轴、三缸双排汽、双抽凝汽式汽轮机。DCS 系统采用FOXBORO 过程控制有限公司的IA 分散控制系统。DCS 系统控制范围包括模拟量控制(MCS)、顺序控制(SCS)、燃烧器管理(BMS)、报警系统(ANN)、锅炉给水汽轮机控制(MEH)、旁路控制(BCS)、数据采集(DAS)、汽机控制系统(DEH)、电气监控系统(ECS)、吹灰控制系统SOOT 等功能及有关系统的通讯功能。主汽温调节采用二级喷水减温调节。再热汽温调节采用烟气挡板调节和事故超温喷水。
2 #2 机组AGC 现状
#2 机组AGC 控制的机炉协调控制采用以水跟煤为主的控制策略,汽机控制机组负荷,锅炉控制主汽压力;当机组处于AGC 控制模式时,AGC 负荷指令经过负荷上下限及速率限制后形成机组实际负荷指令,与机组实发功率进入汽机主控进行PID 偏差运算后生成汽机负荷指令送DEH 控制汽机阀门开度,同时锅炉主控接收主汽压力偏差进行PID 运算后形成锅炉负荷指令,锅炉侧燃料量直接响应锅炉负荷指令,给水流量则由两部分形成:一部分根据锅炉负荷指令和设计煤水比形成,这是给水流量指令的主要部分;另外一部分由分离器出口温度(中间点温度)的稳态矫正信号组成,这是给水流量的次要部分。
#2 未优化前投运AGC 系统期间,实际负荷速率仅能达到3MW/MIN,大负荷变工况时主汽压力波动比较剧烈,偏差最大达到1.1MPa,稳定时间超过50 分钟;分离器出口温度(中间点温度)经常波动幅度在±7℃左右。
结合华能应城热电有限公司AGC 及协调控制系统运行实际情况及湖北电网《湖北电网统调发电机组运行考核办法》及相关规定,控软自动化技术(北京)有限公司与应城热电厂联合设计开发了AGC 实时快速响应及协调控制优化系统(AECS-2000 优化控制系统,下文均采用此缩写),为大型火力发电机组AGC 及协调控制优化提供了一套完整的解决及优化方案。AECS-2000 优化控制系统将火力发电厂自动控制领域先进控制算法(内模控制、协调控制、解耦控制)与AGC 及协调控制策略有机地结合在一起,为火力发电机组提高AGC 及协调控制系统响应能力、系统闭环稳定性和系统抗扰动能力提供了一套合理完整的解决方案。
3 AECS-2000 先进过程控制系统功能概述及#2 机组应用实施
AECS-2000 先进控制系统是开放式控制系统,软件组态采用面向对象(Object-Oriented)技术的函数模块编程,提供100 余种函数模块库供选择,包含了许多复杂的先进控制算法,如:
串级PID(Cascade PID)
多变量PID(Multiple Parameter PID)
分程控制(Split Range)
内模控制IMC(Internal Model Controller)
协调控制CC(Coordinated Control)
多变量解耦控制MMC(Modular Multivariable Controller)等等。
所有的控制模块已被完全配置在AECS-2000 系统中,并且提供了实用的自整定、自动-手动无扰切换和自动跟踪等控制功能。这些控制模块使用了两个或更多的控制变量,有效地控制一个或多个过程并使之达到相应的设定值。这些先进控制算法还考虑到了过程之间的相互干扰,用户可以自己定义最优的控制方案并结合控制输出来抑制干扰。这些控制模块还带有各自独立的ActiveX 技术的用户图形接口(Faceplates),用户可以运用它们快速地配置出画面来,用于开发和调试控制方案。
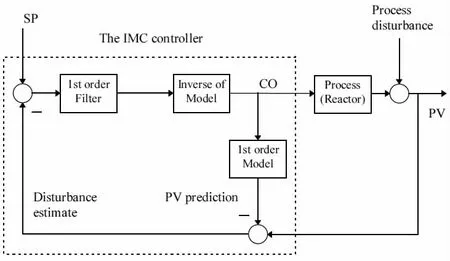
模型预测控制具有依据调节回路数学模型建立预测控制的特点,可以很好的解决调节系统延迟大、惯性大的问题,其原理图如下:
3.1 AECS-2000 先进过程控制系统安装
硬件安装:
计算机系统配置
服务器数量:1 台
服务器类型:塔式
配置:AECS-2000 专用服务器/22 液晶显示器、键盘、鼠标
通讯软件介绍:
AECS-2000 软件:该软件能通过OPC 服务器与DCS 进行相关回路的数据采集和传输。其通讯协议是OPC 协议。
通讯配置
电厂网络拓扑图:
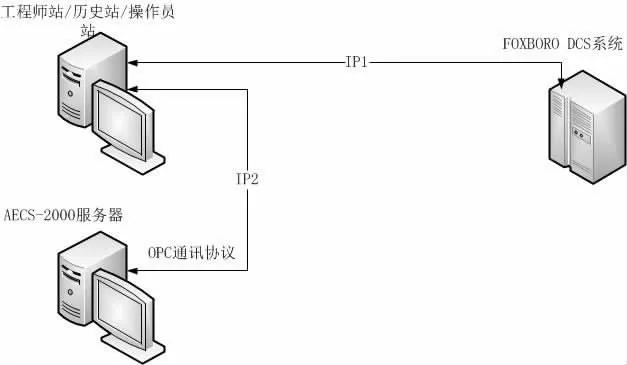
工程师站/历史站/操作员站需预留一个空余的网口(IP2地址200.200.200.210),在工程师站/ 历史站/ 操作员站安装Foxbro 的OPC 软件包,设置AECS-2000 服务器IP 地址:200.200.200.212,工程师站/ 历史站/ 操作员做为服务器端,AECS-2000 做为客户端,通过OPC 协议实现服务器和客户端数据双向可读写通讯。
3.2 AECS-2000 先进过程控制- 新型协调控制策略开发
(1)AECS-2000 与DCS 的通讯测点
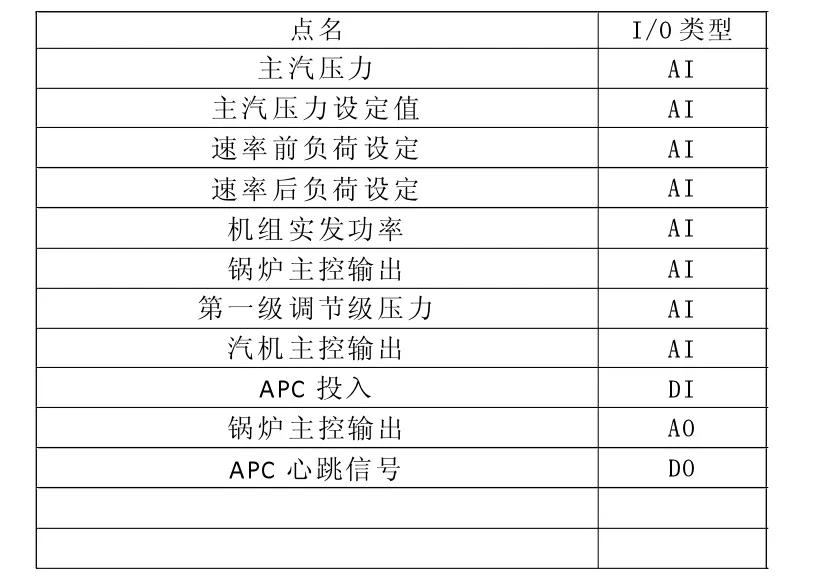
AGC 系统优化需要建立的通讯测点
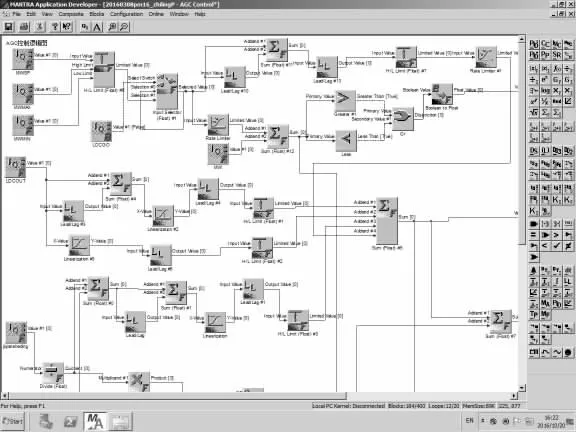
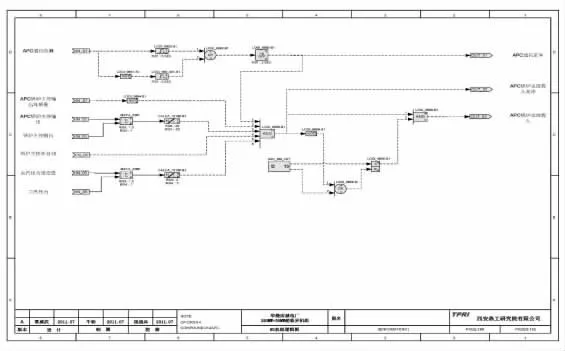
(2)开发AECS-2000 先进过程控制系统- 新型协调控制系统相应控制策略
新型协调控制策略采用直接能量平衡(DEB)方式下的炉跟随控制,能量平衡信号Ps*P1/Pt 为锅炉指令,锅炉热量信号P1+dPd/dt 为锅炉反馈,d(AGC)/dt 为前馈增强燃烧,模型预测控制器CC 替换原有的PID 控制器作为主控制器;DCS 侧增加无扰切换逻辑和画面投切按钮、通讯监视点,控制策略如下:
3.3 DCS 需要完善的逻辑
DCS 与AECS-2000 的握手逻辑
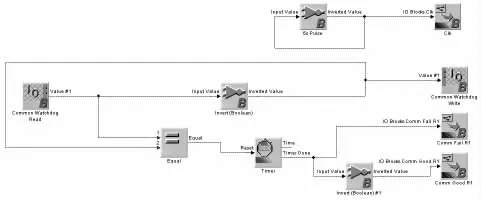
3.4 通讯投入条件
(1)通讯握手信号,APC 控制平台输出连续翻转的3 秒脉冲信号,经过“心跳逻辑”判断,当通讯正常时最终输出常1,反之输出为0。
(2)锅炉主控/再热汽温在自动,当锅炉主控/再热汽温在自动时,可投入APC 控制;若手动,不允许投入APC 或切除APC。
(3)运行人员操作按钮,当以上条件都满足时,运行人员可手动操作画面中的APC 投入按钮,完成APC 投入或切除;当APC 已投入后,若因其他投入/切除条件引起APC 被切除,运行人员操作按钮自动复位,其他条件再次满足投入条件,还需运行人员进行操作投入,否则无法自动投入。
3.5 DCS 与AECS-2000 锅炉主控无扰切换逻辑
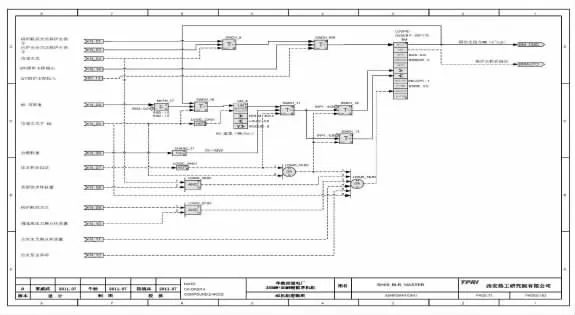
AECS-2000 投入时,锅炉主控的输出为APC 的输出,锅炉主控的PID 跟踪APC 的输出。AECS-2000 未投入时,锅炉主控的输出为锅炉主控的PID 的输出,APC 跟踪锅炉主控的PID 的输出。这是为了实现在切换过程中的无扰切换。
4 影响AGC 控制调节指标主要控制回路的优化
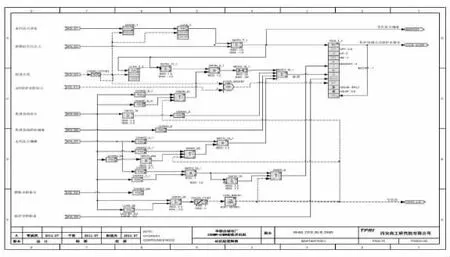
4.1 优化机组协调控制逻辑
(1)煤水比环节中,#2 原有控制逻辑中,锅炉主控——燃料主控、锅炉主控——给水主控的所有前馈均叠加在锅炉主控上,而锅炉主控指令变化成给水指令时需经过3 阶15 秒的惯性延时,以保证主汽温度的稳定,但与此同时也就无法有效适当的利用锅炉蓄热,针对此情况,提出在燃料主控及给水主控入口处分别增加1 路负荷指令微分前馈:目标负荷指令与速率后负荷指令经减法运算后直接叠加在燃料主控设定上(也就是锅炉主控输出),幅值为每10MW 负荷指令最大输出锅炉主控总值1%,最大限幅为正负2;目标负荷指令与速率后负荷指令经减法运算后直接叠加在给水主控设定上(也就是煤水比三阶惯性之后),幅值为每10MW 负荷指令最大输出12T/H 给水,最大限幅为正负20T/H;该前馈微分时间由目标负荷和速率后负荷偏差决定,利用该前馈在负荷变动初期,以适当放宽温度波动范围来加快AGC 负荷响应。
(2)对煤水比函数、煤水比三阶15 秒惯性环节进行试验摸底后,适当修改煤水比函数(修改后煤水比基本为1:7.2)及惯性时间(修改后三阶惯性为35:35:30),确保主汽温度稳定及主汽压力响应快速。
(3)煤水比控制中,#2 机组原分离器出口温度设定值由机组负荷指令经三阶15 秒惯性环节后生成,但鉴于饱和蒸汽温度与压力关系更为直接,提出修改分离器出口温度设定值由分离器出口压力经三阶10 秒惯性后生成,确保在负荷变动初期中间点温度的稳定。
(4)制粉环节中,#2 机组现阶段一次风量控制主要由一次风机改变一次风压来实现,磨煤机热风门基本处于无用状态,此现象极大影响对磨煤机蓄粉的利用,不利于锅炉能量的快速变化,提出对热风门逻辑中新增机组负荷微分逻辑:速率后负荷指令经40 秒微分运算后叠加在热风门指令处,幅值暂为每10MW 对应5%,最大值为正负5%,同时提高机组一次风压使磨煤机热风门始终处于70%有效调节开度以内,确保风煤配比的及时性、超前性。
(5)机组滑压控制中,#2 机组原滑压方式下主汽压力指令由目标负荷指令经三阶10 秒惯性环节后生成,在AGC 指令频繁锯齿波变动下不利于主汽压力的稳定,提出修改为机组实际负荷指令经三阶30 秒惯性环节生成,确保主汽压力指令在AGC 变动时不会额外增加协调控制自身内扰。
4.2 优化机组协调控制系统
(1)对基础执行层控制回路进行参数优化,通过定值扰动试验以保证制粉系统、送风系统、一次风系统、炉膛负压系统等主要子回路调节品质达到优良,使协调控制上层指令在下层控制中能得到有效执行。
(2)对机、炉主控进行参数优化,通过稳态下的定值扰动试验以保证机、炉主控在机组内扰工况下的调节品质。
(3)对机、炉主控前馈进行参数优化,通过负荷变动试验以保证机、炉主控在机组外绕工况下的调节品质。
4.3 优化机组DEH 阀门流量特性参数
通过对机组DEH 阀门进行流量特性摸底后,修改了#3、#4高调阀流量特性参数,消除机组负荷突变,提高负荷控制精度至±1.5MW 以内。
5 优化后投运效果
通过对#2 机组进行优化工作后,AGC 控制品质得到明显提高,负荷变动速率可达1.5%pe%/min,机组主要控制参数也稳定可控,下图为优化后投运效果:
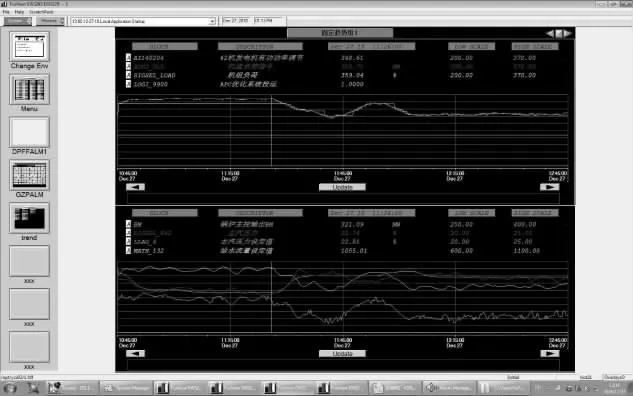
负荷变动三角波主蒸汽压力变化情况
上图为AECS-2000投运时,360MW~315MW~350MW~320MW变负荷的曲线图(最大压力偏差0.43MPa)
6 负荷单向爬坡主蒸汽压力变化情况
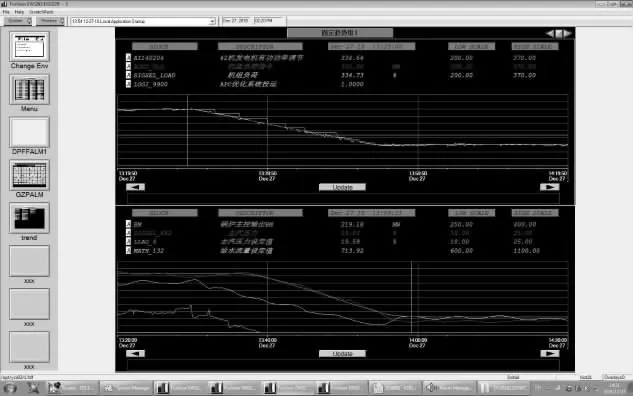
上图为AECS-2000 投运时,335MW~250MW 单向变动变负荷的曲线图(最大压力偏差0.56MPa)
从以上曲线分析可知:AGC 负荷大范围变化时,AECS-2000 能够使主汽压力与设定值动态偏差控制在0.5MPa以内,机组实际负荷变化率达到平均速率为5.3MW/min,优于1.2%Pe/min 的直流炉考核标准,机组各项指标均能满足电网对AGC 的性能要求。
7 结论
本文对华能应城热电有限公司350MW 超临界机组AGC控制优化进行了介绍分析,针对机组协调控制原设计,我们对主要控制策略和参数进行了优化,目前该机组AGC 控制动作迅速、主参数稳定平滑,投入至今安全可靠。
猜你喜欢
建材发展导向(2021年6期)2021-06-09
科学与财富(2021年35期)2021-05-10
学校教育研究(2020年11期)2020-06-08
昆钢科技(2020年6期)2020-03-29
科技创新导报(2016年20期)2016-12-14
山东工业技术(2016年15期)2016-12-01
空间控制技术与应用(2015年2期)2015-06-05
科技传播(2015年20期)2015-03-25
西安航空学院学报(2014年5期)2014-07-13
汽车零部件(2014年2期)2014-03-11
