
变速器驱动齿轮卡簧安装工具的设计
2020-04-16 02:47冯强
机械管理开发 2020年2期
冯 强
(中国重汽集团大同齿轮有限公司总成装配部, 山西 大同 037305)
引言
HW90510 系列变速器是中国重汽集团大同齿轮有限公司自主设计的轻卡十档变速器,随着轻型卡车的市场需求,该系列变速箱年产量已达2 万余台。卡簧属于紧固件的一种,装在变速器的轴槽或孔槽中,起着阻止轴上或孔上的零件轴向运动的作用。驱动齿轮卡簧保证变速器主轴系统与驱动齿轮的轴向相对位置,HW90510 变速器在驱动齿轮卡簧安装工艺过程中,老旧的装配方法经常出现安装质量差、安装效率低的问题,已无法满足现场装配需求。为简化旧式的装配技术中需要撬起主轴总成漏出卡簧槽才能装配卡簧的问题,本设计提出一种新型的驱动齿轮卡簧安装工具方案设计。
1 驱动齿轮卡簧在变速箱总成位置简介
如图1 所示,变速器驱动齿轮卡簧位于主轴后端,装配后用以保证与副箱驱动齿轮的轴向位置,旧式装配过程需要撬起主轴总成漏出卡簧槽,再利用芯轴和压套的配合,实现卡簧的安装,操作起来较为繁琐,安装过程可能损坏卡簧,且卡簧一次装配成功率低[1]。
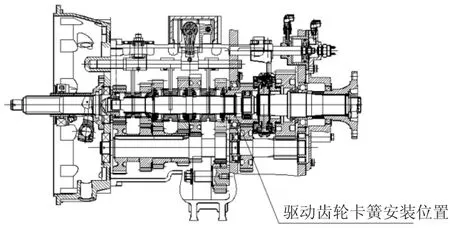
图1 驱动齿轮卡装在变速器安装位置图示
2 驱动齿轮卡簧安装工具的设计
为实现卡簧的平稳安装,设计一种新型的驱动齿轮卡装安装工具。工装设计需达到以下要求:
1)内套下端螺纹规格与主轴内孔螺纹规格一致,螺纹长度适中,以保证装配性及耐用性。
2)内套的卡簧撑开斜面角度适中,表面粗糙度光滑,以保证卡簧顺利撑开并平稳向下压动,且不损伤卡簧。
3)内套上端内四方孔尺寸与通用风枪外四方尺寸相配合;内套上端外螺纹直径及长度选择需满足加工常用性、工装重量轻,螺距选择满足装配效率性。
4)外套设计根据装配关系,安装卡簧需使主轴卡簧槽漏出驱动齿轮内花键下端,设计外套的台阶高度H=初始位置主轴卡簧槽下端到驱动轮内花键下端距离h。
5)外套内孔孔径与内套斜面最大直径相配合,设计过盈量适中,保证压装过程平稳。
6)压套上端内四方孔尺寸与通用风枪外四方尺寸相配合;压套螺纹规格与内套上端螺纹规格相配合。
7)压套螺纹旋合总长保证卡簧会被正好压装至主轴卡簧槽中,杜绝出现卡簧压装不到位情况,以及避免出现过度压装造成时间浪费及对内套下端螺纹的寿命损伤。
8)内套、外套、压套的整体尺寸布局需达到装配行程小、整体重量轻、装配效率高的目的。
如下页图2 所示,变速器驱动齿轮卡簧安装工具,包括内套、外套、压套。内套下端带螺纹扣与主轴配合,中间外圆带锥面,上端带内四方与气动风枪配合,螺纹扣与压套配合;外套上端带孔,可穿过内套;压套内腔带螺纹与内套配合,上端带内四方与气动风枪配合。内套、外套、压套将依次配合使用,最终将卡簧装至卡簧槽内[2]。
本设计工装具体工作时需要配置气动风枪一起使用,工作时,用气动风枪打击装驱动齿轮卡簧工具的内套,内套下端螺纹与变速箱主轴螺纹啮合,直至内套下端面与主轴上端面贴合。将驱动齿轮卡簧套放在内套的外圆锥面上,外套穿过内套上端外螺纹,压在卡簧上。用气动风枪打击压套,压套与内套间时螺纹配合,压套向下运动过程中,推动外套向下运动,使卡簧在内套斜面向下运动,且卡簧开口越来越大。当卡簧被压至内套斜面最下端脱离内套,此时,变速箱主轴总成将逐渐向上被提起,直至驱动齿轮卡簧嵌在卡簧槽内。反向打击气动风枪,取下压套、外套及内套,完成整个装配过程,详见图3。
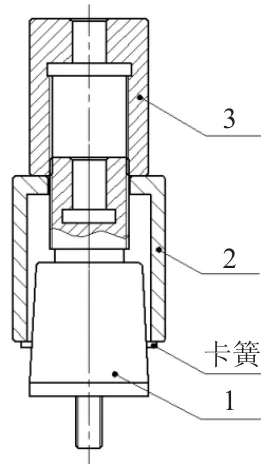
图2 驱动齿轮卡簧安装工具示意图
3 结论
该设计方案新提供的驱动齿轮卡簧安装工具保证了卡簧的安装质量,实现了装配工装的轻量化改进,完成了卡簧安装过程的简化,降低了操作人员的劳动强度,卡簧的安装效率提升75%以上。因装配效率提升所节省的工时费用和节约的卡簧安装质量不到位产生的返修费用合计9.2 万元/a。

图3 变速器驱动齿轮卡簧安装过程示意图
猜你喜欢
机械管理开发(2022年4期)2022-07-08
汽车实用技术(2021年8期)2021-05-17
铁路技术创新(2019年2期)2019-06-18
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
Coco薇(2015年11期)2015-11-09
中国塑料(2015年9期)2015-10-14
Coco薇(2015年1期)2015-08-13
健康女性(2014年12期)2015-04-15
中国高新技术企业(2015年6期)2015-03-18
