
车窗关闭噪声原因分析与问题解决
2020-05-08 01:46高明远黄海涛
北京汽车 2020年2期
高明远,何 妍,黄海涛,庞 博
(北京奔驰汽车有限公司,北京 100176)
0 引 言
在全球汽车企业中,噪声问题一直是影响用户使用体验的热点问题之一,由于其通常具有高复杂度、高敏感性等特性,一直困扰着工程技术人员。在分析解决过程中,工程人员需要借助先进的测量设备、大量的数据支撑以及丰富的工程经验才能加以解决。
某车型SOP(Start of Production,量产)后产能爬坡过程中,突然出现批量的车门玻璃上升噪声问题。这对于正处于产能爬坡阶段的总装生产线来说,是十分棘手且紧急的任务。相关责任工程师必须保证FTC(First Time Capability,一次下线成功率),对批量出现的噪声问题做出快速反应,执行短期措施保证生产,同时找出根本原因并推动长期措施的实施。本文详细描述了问题发生的方式,阐述了完整的分析思路以及长、短期解决措施,为日后解决车门玻璃上升碰撞噪声等相关性问题提供了系统性的分析思路和解决方法。
1 问题描述与短期措施
当车窗玻璃上升至顶端进入玻璃导槽时,会产生较大的入槽噪声,问题发生区域如图1所示。工厂连续3天对生产线上该车型的噪声问题进行100%检查,发现4门缺陷率分别为:左前门7%,右前门11%,左后门0.53%,右后门0.2%。考核部门将该问题评定为必须解决且影响用户体验的热点问题。

图1 噪声问题发生区域
通过三维模型的截面图可以清晰看出该噪声的来源,如图2所示,若玻璃偏离了玻璃导槽的槽道区域,当玻璃上升时会撞上玻璃导槽顶条的外边沿,产生入槽噪声。
噪声问题的核心点在于,玻璃上升通道和玻璃导槽的槽道没有处于同一个平面内,两者在Y向上产生偏差[1]。基于此原理提出了两种短期措施并进行风险评估,确保生产线的FTC率及顺利交车。下述各方案中的坐标系均采用整车坐标系。
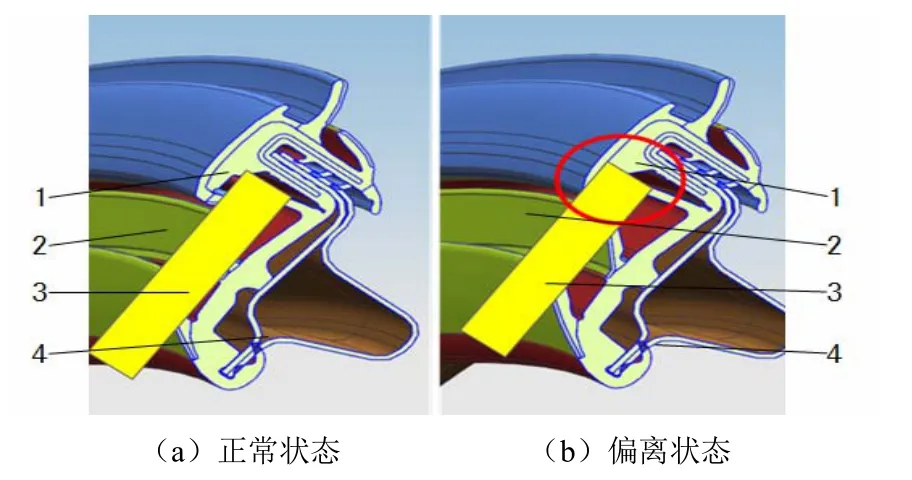
图2 噪声问题原理三维图
方案1:在玻璃导槽和车门翻边之间增加一根圆柱形胶管,以增加车门翻边的Y向尺寸,改变玻璃导槽在Y向的定位点位置[2],增加对玻璃运行平面的容错尺寸,如图3所示。
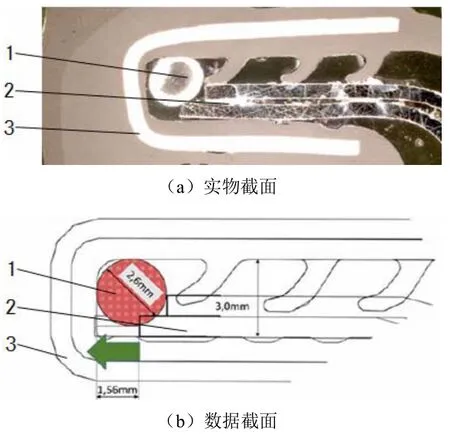
图3 短期措施方案1
方案2:在线升降4门玻璃,并进行100%检查是否存在噪声问题,若存在,则由第三方人员使用如图4所示的刮板向外侧刮玻璃导槽的唇边,使车门玻璃更加容易进入玻璃导槽的顶条槽道,反复操作直到问题消失。

图4 短期措施方案2
若实施方案1,存在前、后门装饰条Y向平顺度变差的风险,并且使橡胶条存在安装不到位造成装配困难的风险。方案2存在橡胶回弹的风险,但玻璃入槽以后门框系统的自适应性有助于改善导槽与玻璃配合的问题。综合考虑短期措施的成本、实施难度和后期风险后,最终选择实施方案2。
2 根本原因分析
车门框系统是由多个零件配合组成,具备防水、降噪、装饰等多种功能在内的复杂系统。车窗玻璃碰撞噪声问题的发生区域涉及多种零部件,包括玻璃、玻璃导槽、B柱盖板、车门内外板。为了得到数据支撑并分析问题的根本原因,通过三坐标手段测量了5辆问题车。数据表明,配合零件对于前、后门碰撞噪声的贡献有所区别,可将此复杂问题拆解成为多个小问题并逐一分析,以左前门为例介绍各配合件的作用。
2.1 玻璃导槽
噪声问题发生区域位于玻璃导槽顶条区域,顶条断面尺寸是影响玻璃导槽性能的重要因素[3]。拆卸问题车的玻璃导槽并做切片处理,通过专用投影仪将切片与断面10倍放大图纸做对比,顶条断面状态如图5所示,可以看出,框线位置的植绒面长度不够,使得玻璃在进入槽道时更加容易与胶皮面接触,增加产生噪声的可能性。

图5 玻璃导槽顶条断面投影图
2.2 车门框
车门框的B柱钣金和翻边长度对于噪声问题至关重要,其影响着车门内部系统的Y向定位[4]。拆解问题车的车门,使用三坐标测量设备对问题车门进行测量,得到相关数据如图6~图8所示。从图6中可以看出,车门B柱区域钣金在Y向向车门外偏移了1.21 m m,而此位置的公差为±0.6 mm,该车门B柱钣金外翻导致车门玻璃在Y向向车门外偏移至少0.6 mm,严重影响了车门玻璃的运行状态。

图6 车门钣金Y向测量图
车门框上部区域翻边长度同样会产生较大的影响。玻璃导槽安装在车门框的翻边上,其Y向定位依靠翻边Y向位置。若车门框翻边Y向尺寸处于下差或超差,将导致玻璃导槽向车门里偏移,同样会导致玻璃上升时与玻璃导槽发生碰撞产生噪声。
为了保证原因分析的准确性,产品工程部分析测量了4辆问题车和1辆完好车的车门框钣金尺寸数据,见表1,其中B柱区域公差为± 0.6 mm,门框翻边公差为±0.5 mm。
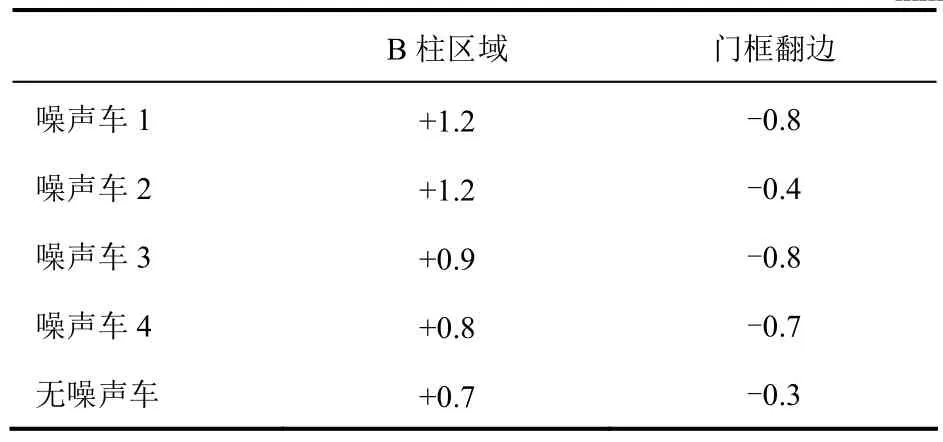
表1 车门框钣金Y向测量数据 mm
结合表1数据分析,B柱区域外翻导致玻璃向Y向正值偏差,门框翻边短导致玻璃导槽向Y向负值偏差,其差值过大将直接导致玻璃与没有植绒的导槽唇边碰撞发出噪声。为此提出针对该车型的碰撞敏感边界概念,其差值反映钣金自身的Y向阶差,阶差越大,越容易产生碰撞噪声。通过对比不同生产日期的50辆车车门钣金数据以及缺陷车辆数量,得出基本结论:在装配完全正确的条件下,当阶差大于1.1 mm时,会大概率出现噪声问题;当阶差处于1~1.1 mm时,处于敏感区域,受其他因素影响,可能会出现噪声;当阶差小于1 mm时,可以判定基本不会出现碰撞噪声问题。
2.3 B柱盖板
玻璃的运行通道位于B柱盖板的侧边槽道内,B柱盖板本身的Y向尺寸对于玻璃运行过程中的位置非常重要。

图7 B柱盖板Y向测量图
如图7所示,问题车的B柱盖板在Y向有1.25 mm的偏差,但是该车门框钣金在Y向也具有1.2 mm的偏差,故该B柱盖板本身尺寸没有问题,其他问题车的B柱盖板尺寸也未出现问题,可以排除B柱盖板对噪声问题产生影响。
2.4 车门玻璃
车门玻璃本身的Y向尺寸也至关重要,车门玻璃上边沿Y向尺寸公差为±1 m m。对问题车的前后车门玻璃上边沿依次取8个测量点,结果如图8所示,问题车辆前门玻璃上边沿的Y向尺寸为-0.5~0 mm,为负偏差,对噪声问题没有影响,可以排除前门玻璃的影响。后门玻璃Y向尺寸批量占据了上偏差的极限值,需要优化后门玻璃的Y向尺寸。
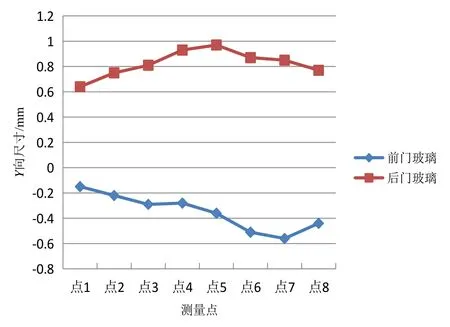
图8 前后门玻璃Y向尺寸对比
3 零件优化与实施效果
依据上述分析结果,分别优化各零件,上线优化后的零件,并给出初始上线时间,监控优化后的零件对于噪声问题的影响。
3.1 玻璃导槽
通过各工序质量统计,供应商系统地对产品数据进行了分析、诊断,可以保证玻璃导槽生产过程稳定[5]。优化后的玻璃导槽挤出部分的断面如图9所示,由10倍放大图可以看出,断面尺寸已经完全优化至图纸要求范围内,优化后零件可以上线。
图9 玻璃导槽断面放大图
3.2 玻璃
优化只针对后门玻璃,根据百检数据,优化后玻璃上公差控制在+0.6 mm以下。优化后的玻璃和导槽上线后,通过线上100%检查发现,后门噪声缺陷完全消失。
3.3 车门框
根据上述分析结果,车门框翻边Y向尺寸和B柱区域Y向尺寸不能分开考虑,必须综合考虑车门框的阶差,即碰撞敏感边界。为了缩小阶差,装焊车间优化车门框翻边的Y向尺寸。优化前、后50辆车的车门框状态如图10所示,优化前Y向尺寸均值处于超下差的状态,优化后尺寸回归到中值附近。
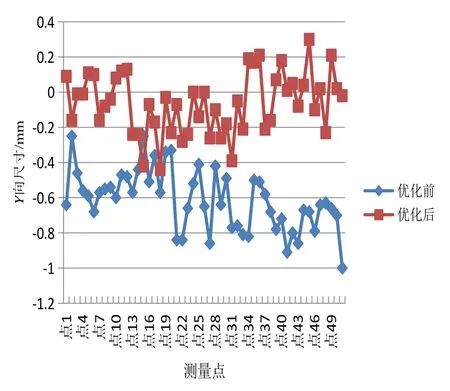
图10 优化前、后车门框Y向尺寸对比
车门框优化后效果显著,连续10天百检车辆,结果显示前门缺陷率降为0,至此问题完全解决。
4 结 论
车门玻璃噪声问题影响因素众多,涉及玻璃导槽、玻璃、车门框等多种零件,重点分析了车门阶差、外饰零件尺寸的影响,提出了碰撞敏感边界概念,定义该车型敏感边界为1.0~1.1 mm。通过优化相关零件尺寸使噪声问题得到解决,同时反映出关键因素在于车门框的阶差。
该噪声问题发生于量产阶段,产能爬坡给问题解决带来了巨大的挑战。提供了量产阶段解决问题的清晰思路,依照澄清问题—实施短期措施—发现根本原因—寻找长期措施—执行长期措施—验证效果这个思路,工程人员可以有条不紊地解决问题。同时,由于问题区域涉及多种零件,将复杂问题一一拆解,为问题的解决提供了可靠的数据支撑。
猜你喜欢
汽车实用技术(2022年19期)2022-10-19
建材发展导向(2022年1期)2022-03-08
汽车工程师(2021年12期)2022-01-17
交通科技与管理(2021年13期)2021-09-10
新视线·建筑与电力(2021年1期)2021-09-10
儿童故事画报·发现号趣味百科(2018年1期)2018-11-14
餐饮世界(2017年11期)2018-01-20
科技创新与品牌(2017年3期)2017-04-27
山东工业技术(2016年23期)2016-12-23
诗潮(2014年10期)2014-11-17
