速凝3D打印水泥基材料的制备*
2020-06-07 02:44李维红常西栋陈宇红
功能材料 2020年5期
李维红,常西栋,王 乾,陈宇红
(1. 大连大学 建筑工程学院,辽宁 大连 116622; 2. 北方民族大学 材料科学与工程学院,银川 750021 )
0 引 言
建筑3D打印因其智能化程度高、建造速度快、降低劳动力需求等优势,具有广阔的发展前景,也越来越多的引起人们的关注与研究[1-3]。3D打印水泥基材料在制备过程中需要控制的关键性能指标包括流动性、挤出性、可建造性、凝结时间及强度等。其中凝结时间和强度作为2个主要性能指标,对发挥3D打印快速建造优势有着重要影响[4-6]。凝结时间的调整可通过将快硬硫铝酸盐水泥与普通硅酸盐水泥混合或者直接使用快硬硫铝酸盐水泥进行调控,同时掺入必要的外加剂。Shakor[7]等将67.8%快硬硫铝酸盐水泥和32.2%的普通硅酸盐水泥进行混合,并加入4.5%的碳酸锂进行打印材料凝结时间的控制。Zareiyan[8]等通过将60%硫铝酸钙和40%普通硅酸盐水泥混合,获得了45 min凝结时间的水泥基材料,28 d抗压强度为26.2 MPa。Sanjayan[9]等利用普通硅酸盐水泥开发了一种水泥基材料,其初凝和终凝时间分别为142/284 min。Khalil[10]等使用93%的普通硅酸盐水泥和7%的硫铝酸钙水泥制成了一种3D打印砂浆,其初凝和终凝时间分别为110/150 min,打印样品和浇筑样品28 d抗压强度分别为79和88 MPa。蔺喜强[11]等研发了一种由硫铝酸盐水泥和矿渣粉为主要基质的打印材料,加入了减水剂、调凝组分以及复合体积稳定剂等必要化学外加剂,可实现打印材料凝结时间在20~60 min灵活控制。由此可见,现有打印材料的凝结时间普遍在40~70 min左右甚至更长,无法充分发挥其快速建造优势。
本文以快硬硫铝酸盐水泥和普通硅酸盐水泥两个系列水泥作为基本胶凝材料,通过加入合适的促凝剂、减水剂及体积稳定剂等,对制备的3D打印水泥基材料凝结时间进行调整,研发凝结时间在5~20 min,同时满足3D打印性能要求的速凝水泥基材料,并通过实际模拟打印,以验证其流动性、挤出性、可建造性等工作性能和力学性能。在此基础上,拟结合自主研发的搅拌—挤出一体化3D打印机实现构件快速打印。
1 材料选用及实验方法
1.1 材料选用
水泥分别选用河北唐山北极熊42.5复合快硬硫铝酸盐水泥(SAC水泥)和大连水泥厂42.5R普通硅酸盐水泥(OPC水泥),化学成分及性能指标如表1、2所示;细骨料,大连当地河沙,最大粒径2.5 mm,细度模数2.73;减水剂:聚羧酸(PC)减水剂,减水率>25%;促凝剂:碳酸锂(Li2CO3);复合体积稳定剂:包括增稠剂及触变剂等。

表1 SAC水泥和OPC水泥化学成分

表2 SAC水泥和OPC水泥性能指标
1.2 实验方法
在本研究中,我们主要针对SAC系列和OPC系列速凝打印材料的流动性、挤出性、可建造性、凝结时间及强度进行综合测试与分析,以期找到这些参数间相应的平衡,获得满足打印要求的速凝水泥基材料,打印材料试验基本配合比见表3。

表3 3D打印水泥基材料基本配合比
流动性测试依据GB/T2419-2005标准,采用跳桌实验进行。如图1所示,以拌合物最终扩展直径的大小进行流动度值的确定;利用9 mm宽细丝评估可挤出性,该细丝包含5组1至5根,如图2所示。每根细丝长300 mm,打印总长度为4 500 mm,当4 500 mm的完整长度打印完成且未发生阻塞或断裂时,即认为挤出性满足打印要求;建造性则通过打印长度为200 mm,宽度为40 mm的20层挤压长丝进行评价,每层打印高度为7.0 mm,若其能够保持原几何形状而没有观察到明显变形则认为是可建造的;对凝结时间的测定则利用贯入阻力法采用砂浆测定仪进行;针对力学性能测试依据GB/T50081—2002标准,制作40 mm×40 mm×160 mm的棱柱体试样进行测试,在本实验中,龄期选择分别为1、3和28 d。

图1 跳桌测试流动度Fig 1 Jump table test fluidity

图2 挤出性测试Fig 2 Extrusion test
本试验采用实验室手动模拟方式进行试件打印。用于打印的手动装置如图3所示。胶枪筒直径为5 cm,在一端通过施加手动压力进行挤压,喷嘴则可根据测试指标进行更换。正在自主研发的搅拌—挤出一体化3D打印头如图4所示,该打印设备省略了搅拌及泵送系统,将打印材料的搅拌与挤出在喷头中同时进行,可实现干粉进料,湿料挤出,打印材料搅拌更加均匀,1 min内可打印5 kg干料,打印效率较高;打印后构件可快速凝结,且可持续不间断打印,打印完毕后易于清洗。

图3 手动打印设备Fig 3 Manual printing device

图4 搅拌—挤出一体化3D打印头Fig 4 Stirring-extruding integrated 3D print head
2 结果与讨论
2.1 3D打印材料工作性能的评价
流动性作为评估3D打印混合物工作性能的基本参数之一,对材料的打印性能发挥重要作用。流动性过大,会降低材料的建造性,导致挤出的长丝堆积层倾斜甚至坍塌;流动性过小又不利于材料的挤出,易造成打印头的堵塞。在研究中,我们通过对流动性、挤出性及可建造性的综合调整,发现当水泥基材料流动度在170~182 mm之间时,其流动性能满足要求,在挤出过程中并未出现断裂、喷嘴堵塞等现象,挤出性能良好。同时,通过对模拟打印的“短墙”(如图5所示)总高度测量后发现,打印试样实际高度为134 mm,为理论高度(140 mm)的95.7%,最底层层高度为6.5 mm,变形量仅为7.1%,小于10%。从打印试样整体上看,打印层之间堆积良好,底层无明显变形,静置以后也未发生倾斜坍塌等现象。

图5 打印200 mm×40 mm×134 mm短墙测试建造性Fig 5 Construction test by printing 200 mm×40 mm×134 mm short wall
2.2 SAC系列速凝3D打印材料的制备
为了获得SAC系列下的速凝3D打印水泥基材料,首先对SAC系列打印材料进行凝结时间调整。Matusinovic[12]和韩建国等[13]的研究表明,锂盐作为SAC水泥有效的促凝剂,可大幅缩短SAC水泥的水化诱导期,显著改善其凝结。因此本研究选取Li2CO3作为促凝剂,并选取0.02%~0.08% 4个不同比例进行实验,研究其对SAC系列打印材料凝结时间的影响规律,以确定最佳的促凝剂掺量,相关试验结果如图6所示。
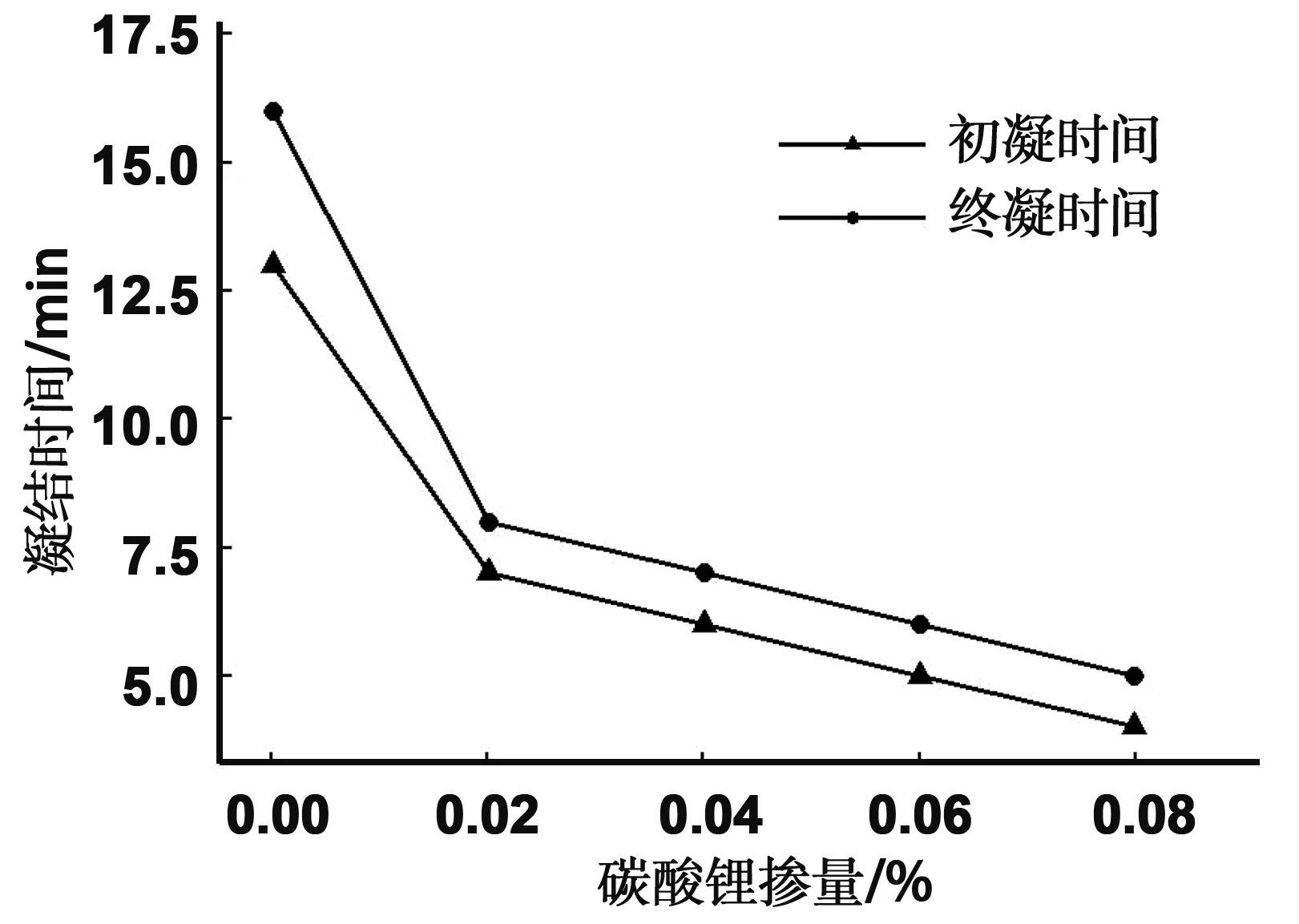
图6 不同比例Li2CO3对SAC水泥凝结时间影响Fig 6 Effect of different ratios of Li2CO3 on SAC cement setting time
由图6不难看出,Li2CO3可以明显缩短SAC系列打印材料的凝结时间,当Li2CO3掺量为0.02%时,初凝时间和终凝时间均缩短一半,并且随着Li2CO3掺量的增加,凝结时间仍不断缩短但缩短的趋势减慢,初凝时间与终凝时间的差值基本保持不变。当Li2CO3掺量为0.06%时,凝结时间缩短到5 min,满足速凝3D打印的要求。

图7 Li2CO3掺量对SAC水泥力学性能的影响Fig 7 Effect of Li2CO3 content on SAC cement flexural strength
如图7所示,对不同比例Li2CO3掺量对SAC系列打印材料力学性能的影响规律研究表明,在同一龄期,随着Li2CO3掺量的增多,试样的抗折和抗压强度均先减小后增大,且在相同掺量的条件下,随着养护龄期的延长,抗折强度均表现出了不同程度的下降。当Li2CO3掺量为0.06%时,其早期和后期抗折强度均较高;对于抗压强度来说,相较于0.02%和0.04%的掺入比例,掺0.06% Li2CO3条件下的试件1 d和3 d强度均为最高,且28 d时的抗压强度也高达54.0 MPa,仅比0.02%掺量低了0.7 MPa。
综上所述,对于SAC系列速凝3D打印水泥基材料,可选用0.06%的Li2CO3掺量作为促凝剂,在达到速凝效果的同时还具有较高的早期和后期抗压强度。对于抗折强度,可通过掺入纤维进行提高(后续研究工作另述)。该掺量下的SAC系列速凝3D打印水泥基材料配比如表4所示。

表4 SAC系列速凝3D打印水泥基材料配合比
2.3 OPC系列速凝3D打印材料的制备
利用SAC水泥虽然能获得凝结时间足够短的速凝3D打印水泥基材料,但考虑到成本及其普适性,OPC水泥在实际使用中更具优势。但OPC水泥由于其凝结时间往往较长,无法满足速凝3D打印水泥基材料对凝结时间的要求。本试验通过以SAC取代部分OPC水泥的方式,研究SAC对OPC系列打印材料凝结时间和力学性能的影响,以期在获得凝结时间较短、力学性能优良的3D打印水泥基材料的同时,降低其建造成本。选取SAC掺量分别为5%、10%、15%、20%、30%、40%、50%等7个比例进行试验,凝结时间随SAC掺量的变化规律如图8所示。

图8 不同比例SAC对OPC水泥凝结时间影响Fig 8 Effect of different proportions of SAC on OPC cement setting time
由图8不难发现,相较于初凝和终凝时间分别为135 min和176 min的未掺加SAC的OPC系列打印材料,SAC的掺入可显著缩短其凝结时间。当SAC掺量为5%时,初凝时间缩短了70%、终凝时间缩短了64%;随着SAC掺量的增加,凝结时间仍不断缩短但趋势减缓,且初凝与终凝时间间隔不断减小。当SAC掺量为15%时,初凝时间缩短为20 min;SAC掺量为40%时,初凝时间缩短至10 min,基本满足速凝3D打印水泥基材料对凝结时间的要求。但有研究表明[14-15],SAC掺量过多会导致材料强度下降,因此我们又研究了SAC掺量对OPC系列速凝水泥基材料力学性能的影响规律,从而选择最优的SAC掺量,以满足实际应用,试验结果如图9所示。
由图9可知,对早期强度(1 d和3 d)来说,当SAC掺量≤30%时,随着SAC掺量的增加,OPC系列打印材料的抗折和抗压强度均不断减小,当SAC掺量达到30%降到最低,抗折和抗压强度分别为3.8和20.6 MPa;且当SAC掺量在15%以内时,试件的抗折和抗压强度下降趋势不明显。在28 d龄期,当SAC掺量在40%以内时,随着SAC掺量增加,抗折强度变化不明显,与未掺加SAC试样的抗折强度值基本相当;对抗压强度,不同比例SAC掺量下试件的抗压强度均高于未掺加SAC的空白对照试样,且其掺量为30%时抗压强度最高,达到了65.7 MPa。
从上述试验结果来看,当SAC掺量>15%时,试件的早期强度下降幅度较大;当SAC掺量≤40%时,其28d抗压、抗折强度与未掺加SAC试样相当,均未降低。综合早、后期强度试验结果,SAC掺量为15%的OPC系列打印材料具有较短的凝结时间和较优的力学性能,可作为后续试验打印材料基本配比中SAC水泥掺量的参考值,该掺量下的OPC系列速凝3D打印水泥基材料配比如表5所示。
表5OPC系列速凝3D打印水泥基材料配合比
Table5MixratioofOPCseriesquick-setting3Dprintingcement-basedmaterial

OPC水泥SAC水泥砂水减水剂体积稳定剂比例/%33.55.947.213.40.261.3
2.4 模拟打印试块力学性能
综合上述试验研究结果,我们对15% SAC掺量下的OPC系列速凝3D打印水泥基材料进行了模拟打印,如图10所示,打印试件尺寸为40 mm×40 mm×160 mm,共6层,每层打印高度为7 mm。

图10 模拟打印样品Fig 10 Analog print sample

图11 模拟打印试样抗折断面Fig 11 Fracture section of simulation print sample

图12 打印与浇筑试样力学性能对比Fig 12 Comparison of mechanical properties between printing and casting samples
对模拟打印试样1 d、3 d和28 d龄期下抗压及抗折强度进行测试(图11为模拟打印样品的抗折断面),并与浇筑试样同龄期下的强度进行对比,试验结果如图12所示。可以看出,打印试样1 d、3 d和28 d的抗折强度分别为7.4 MPa、8.7 MPa和9.7 MPa,是浇筑试样的91.4%、92.6%和89.0%;抗压强度分别为28.3、37.8和48.8 MPa,是浇筑试样的86%、90.4%和87.8%,打印试样强度损失率均小于15%。
3 结 论
(1)本研究分别以快硬硫铝酸盐水泥和普通硅酸盐水泥作为基本胶凝材料,通过添加减水剂、促凝剂、体积稳定剂等制备的速凝3D打印水泥基材料,可实现凝结时间在5~20 min可控;当其流动度在170~182 mm之间时,具有满足打印的流动性能;通过打印“短墙”测试可建造性,当其总高度的变化率<5%,最底层高度变化率<10%时,速凝3D打印水泥基材料的工作性能能够满足打印要求。
(2)Li2CO3作为SAC水泥有效的促凝剂,可显著缩短SAC系列打印材料的凝结时间。当Li2CO3掺量为0.06%时,可将材料的凝结时间缩短至5 min,同时制备的3D打印材料好具有较高的早期强度,1 d抗压强度为47.1 MPa,28 d强度达到了54.0 MPa。
(3)OPC系列速凝3D打印水泥基材料的制备可通过添加SAC水泥缩短凝结时间。研究发现,随着SAC掺量的增加,凝结时间在不断缩短,且初凝与终凝的时间间隔也在减小。当SAC水泥掺量为15%时,可将OPC系列打印材料凝结时间缩短为20 min,当其掺量增加至40%时,凝结时间缩短至10 min。强度测试结果表明,SAC掺量增多主要降低3D打印材料早期强度,对28 d强度影响不大。
(4)选取15% SAC掺量的速凝水泥基材料进行模拟打印,并同浇筑试样进行强度对比。测试结果表明,在不同龄期,模拟打印试样的抗压和抗折强度较浇筑试样均有所降低,但降低幅度均不超过15%,模拟打印试样28 d抗压和抗折强度分别为48.8和9.7 MPa,能够满足工程应用。
猜你喜欢
山东冶金(2022年3期)2022-07-19
建筑与装饰(2020年36期)2021-01-11
陶瓷学报(2020年3期)2020-10-27
Annals of Applied Mathematics(2020年3期)2020-09-14
中州大学学报(2019年3期)2019-07-17
四川水泥(2019年2期)2019-02-17
江西建材(2018年2期)2018-04-14
焊管(2017年9期)2017-11-06
中国卫生标准管理(2015年16期)2016-01-20