Ni/HZSM-5 催化裂解光皮梾木油制备生物烃基燃料试验
2020-06-12 14:30何怡丹赖鹏英肖志红李昌珠黎继烈张爱华
林业工程学报 2020年3期
何怡丹,赖鹏英,肖志红,李昌珠,黎继烈,张爱华∗
(1.中南林业科技大学生命科学与技术学院,长沙 410004;2.湖南省林业科学院,长沙 410004)
随着化石燃料资源的减少和CO2温室气体排放量的逐年上升,开发绿色环保可再生能源变得非常重要[1-2]。液体生物燃料是生物质裂解过程中获得的能够满足运输需求的石油替代物,预计到2030 年将满足约9%的运输燃料市场需求[3]。
我国林业资源丰富,工业木本油料植物作为生物基原料被率先利用于制备烃基燃料[4-5]。目前光皮梾木油的应用主要采用酯交换技术来制备生物柴油[6]。然而,大规模酯交换技术生产的生物柴油因其冷滤点高、热值偏低,且含有较多的氧元素,限制了生物柴油在发动机上高含量的应用[7-8],且酯交换工艺副产物较多,存在较多的环境安全隐患。目前,热化学转化油脂制备生物燃料油一般有催化加氢和催化裂解两种方式,其中催化裂解法工艺简单,对原料选择性广,且产物适用性强已被广泛应用[9]。张爱华等[10]采用KF/CaO 为催化剂,在350~560 ℃范围内使用间歇式反应釜对光皮树油进行催化裂解研究,生物燃料油的得率在80%以上,但产品游离羧酸含量高且需要增加工艺进行催化酯化;李洋等[11]发现光皮树油在V2O5/硅藻土催化裂解作用下,可有效降低裂解油平均相对分子质量且产品接近石化柴油,但是该催化剂的表面积较小,降低了催化剂的选择活性。因此,催化剂的选择对光皮梾木油催化裂解反应有着重要影响。Xu 等[12]研究表明在催化裂解反应期间,催化剂影响着产物的分子分布,主要是微孔分子筛和介孔材料用于甘油三酯裂解反应的催化剂,且介孔沸石催化剂(HZSM-5)在转化率方面具有最佳性能。曹茂炅等[13]在固定床装置上以HZSM-5 为催化剂考察小桐子油催化裂化的工艺,结果表明反应温度在500 ℃时产物酸值最低。然而,木本油料催化裂解过程中对利用Ni/HZSM-5 的报道较少,而作为廉价的过渡金属镍[14],对HZSM-5 沸石催化剂进行改性后能够增加其弱酸量[15],提高烃类产物的选择性。
基于此,笔者将自制的Ni/HZSM-5 催化剂用于催化裂解光皮梾木(C.wisoniana)油,通过单因素试验考察反应时间、反应温度和催化剂用量对液相转化率的影响,并在此基础上采用响应面法对催化裂解工艺条件进行优化,得到最优催化裂解条件,以期为木本油料催化裂解提供理论参考。
1 材料与方法
1.1 试验材料和设备
光皮梾木油,蒸馏水(自制),HZSM-5 沸石分子筛[Si 与Al 的质量比为23 ∶1,阿法埃沙(中国)化学有限公司],Ni(NO3)2·6H2O(上海国药集团化学试剂有限公司)
AUY-220 型电子分析天平,日本岛津公司;DF-101S 型集热式恒温加热磁力搅拌器,予华仪器公司;日立SU8010 扫描电子显微镜,日本株式会社日立高新公司;Scion-SQ 型单四级杆气质联用仪,德国Bruker 公司;WHM12093 高温铝制加热套,韩国DAIHAN 公司;D8'AdvanceX 射线衍射仪,德国Bruker 公司。
1.2 试验方法
1.2.1 Ni/HZSM-5 制备
采用等体积浸渍法[16]制备Ni/HZSM-5:称取15.0 g HZSM-5 放入石英坩埚于400 ℃的马弗炉中活化一定时间,将其与配置的六水合硝酸镍溶液混合均匀恒温搅拌过夜,静置10 h 后进行除水干燥,并继续以500 ℃焙烧4 h,冷却后碾磨过筛备用。
1.2.2 烃基燃料制备
称取原料光皮梾木油100 g 于恒压漏斗中滴入裂解反应釜装置(材质为耐热玻璃的500 mL 容器)中,并加入定量的自制裂解催化剂混合均匀,检查裂解反应釜的气密性后利用加热装置升温至设定温度,在一定的时间内进行催化裂解反应。裂解反应中所得的混合气体通过连接在反应釜上的刺形蒸馏柱经冷凝器冷凝,经收集瓶收集的冷凝气体为烃基燃料。称量收集瓶中液相产物,并将收集的液相产物进行脱水处理,并计算液相产物产率(Y)见式(1):

式中:M1为光皮梾木油的质量,g;M2为烃基燃料质量,g。
1.2.3 产物GC-MS 定量分析
采用Bruker 公司Scion-SQ 型单四级杆气质联用仪分析产物组成,分析条件:载气为氦气,进样口温度280 ℃,离子室温度250 ℃。程序升温条件:初温100 ℃(保持5 min),升温速度为15 ℃/min升至280 ℃(保持10 min)。(EI)离子源温度为230 ℃。
1.2.4 性能测试方法
密度测量方法参照GB/T 2013—2010《液体石油化工产品密度测定法》;运动黏度测定方法参照GB/T 265—1988《石油产品运动黏度测定法和动力黏度计算法》;闪点测定方法参照GB/T 261—2008《闪点的测定-宾斯基-马丁闭口杯法》;酸值测量方法参照GB/T 264—1983《石油产品-酸值测定法》;热值测量方法参照GB/T 11139—1989《馏分燃料十六烷指数计算法》。
2 结果与分析
2.1 催化剂的X 射线衍射(XRD)表征
HZSM-5 和Ni/HZSM-5 催化剂晶体结构分析的XRD 图谱见图1。由图1 可知,Ni/HZSM-5 催化剂在2θ为23°,24°,25°和45°出现HZSM-5 分子筛典型特征衍射峰,表明晶体的基本结构并没有因改性而被破坏;且在2θ为44°和76°出现Ni 的特征衍射峰,由图中峰宽可知,引入Ni 组分具有较小的粒径且呈高分散状态。

图1 HZSM-5 和Ni/HZSM-5 的XRD 图谱Fig.1 XRD spectrogram of HZSM-5 and Ni/HZSM-5
2.2 单因素试验结果分析
2.2.1 催化剂用量对催化裂解的影响
在反应温度400 ℃、时间60 min 下,考察催化剂用量在0.5%~2.5%(质量分数)时对光皮梾木油催化裂解液体产物产率的影响,结果见图2。

图2 催化剂用量对液体产物产率的影响Fig.2 The influence of catalyst dosage on liquid product yield
由图2 可知,当催化剂用量低于2.0%时,随着催化剂用量的增加,光皮梾木催化裂解液体产物产率呈上升的趋势,这是因为催化剂能与原料更加充分接触,产率明显增加。当催化剂用量为2.0%时,产率达到最高值77.3%;继续增加催化剂用量,产率缓慢下降。这是因为催化剂的活性位点过多,引发产物碳链剧烈断裂,小分子产物增多,相应的气体产物增加,液体产物相对减少,造成液体产物产率降低。因此,催化剂用量选择为2.0%。
2.2.2 反应温度对催化裂解的影响
在催化剂用量2.0%(质量分数),反应时间60 min 下,考察反应温度在380~460 ℃时对光皮梾木油催化裂解液体产物产率的影响,结果见图3。由图3 可知,随着反应温度的增加,光皮梾木催化裂解液体产物产率呈先增加后减小。反应温度在380~440 ℃时,液体产物产率呈直线上升趋势;当温度超过440 ℃时,产率反而降低。这是因为温度太低,没达到催化剂的活化温度,导致催化活性低转化率低;随着反应温度的升高,达到催化剂的活化温度,提高转化效率;随着温度的继续增高,易造成催化剂失活。因此,反应温度选择为440 ℃。

图3 反应温度对液体产物产率的影响Fig.3 The influence of reaction temperature on liquid product yield
2.2.3 反应时间对催化裂解的影响
在催化剂用量2.0% (质量分数),反应温度440 ℃下,考察反应时间在40~80 min 时对光皮梾木油催化裂解液体产物产率的影响,结果见图4。由图4 可知,随着反应时间的延长,液体产物产率迅速增加。这是因为时间过短催化裂解反应不够充分,当反应时间为60 min 时,液体产物产率达到最大值;若继续延长反应,液体产物产率缓慢降低,这是因为反应体系中渣油结焦现象明显以及黏稠度增加,造成原油损失,以及降低原料与催化剂的接触面积,从而影响产率。因此,反应时间选择60 min。

图4 反应时间对液体产物产率的影响Fig.4 The influence of reaction time on liquid product yield
2.3 响应面优化试验
通过对光皮梾木油催化裂解单因素试验与分析,采用Box-Behnken 方法对催化剂用量、反应温度、反应时间进行3 因素3 水平响应面分析。Box-Behnken 实验因素及水平以及数据拟合分析结果见表1。
用Design-expert 8.0.6 软件对试验结果进行拟合,可得产率Y与催化剂用量(A)、反应温度(B)、反应时间(C)的二次多项回归方程式如下:

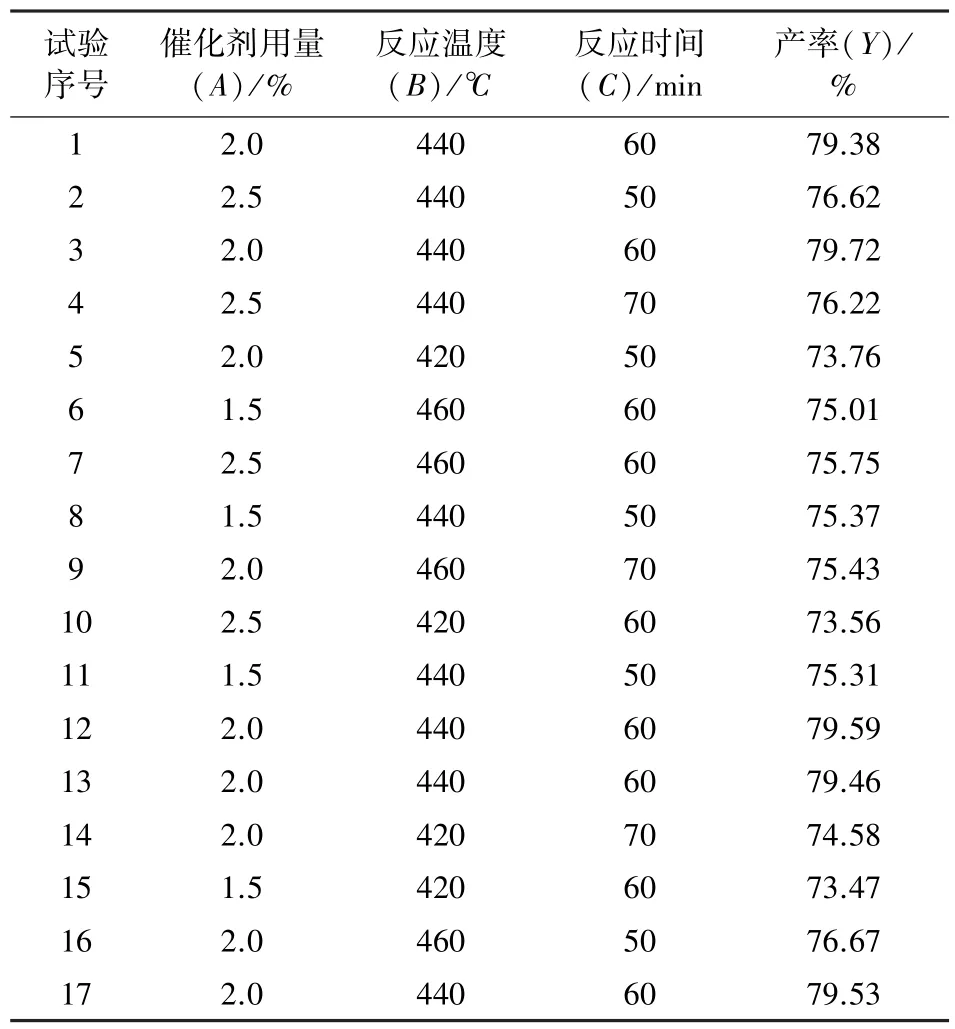
表1 Box-Behnken 实验因素水平设计及结果Table 1 Box-Behnken experimental factor level and results
模型中因素对应项系数的绝对值是此因素对产率的影响程度,系数的正负反映影响的方向。根据各因素一次性系数的大小,可知3 个因素对产率的影响大小顺序为:反应温度(B)>催化剂用量(A)>反应时间(C),反应温度对产率影响最显著,其次是催化剂用量,最后是反应时间,并且这3 个因素间存在交互作用,结果如表2 所示。

表2 响应面回归模型方差分析Table 2 Response surface regression model analysis of variance
从表2 可以看出,F值为243.53,模型P<0.000 1,说明此回归方程拟合性较好,实验误差较小。决定系数R2=0.996 8,表明催化裂解反应的3个因素对产率的影响占到99.2%。上述数据表明拟合度很高,响应面实验设计方案可行,可用此模型来分析和预测光皮梾木油催化裂解反应的工艺条件。
根据回归分析结果,得到响应面曲面(图5)。由图5 可知,反应温度对光皮梾木油催化裂解液体产物产率的影响最显著,表现为曲面较陡,而反应时间与催化剂用量次之。根据等高线图接近椭圆形可知因素间交互作用显著,由图5a 可知反应温度与催化剂用量交互作用最显著;圆形表示两者的交互作用不显著。等高线疏密程度表示因素的影响程度,等高线越密集表示影响越大。图中沿反应温度移动的密度大于反应时间的密度,这表明反应温度比反应时间对产率的影响更大。同理可知各因素对产率的影响程度符合F值的大小。
由响应面试验得到的最佳提取条件为:反应时间59.1 min、反应温度443.7 ℃、催化剂用量2.3%(质量分数),此条件下液体产物产率的最优模拟值为80.6%。为了检测优化结果的可靠性,进行了最优条件下的3 次重复实验,得到产率的平均值为80.2%,与模拟值接近,说明采用响应面法优化光皮梾木油催化裂解制备生物烃基燃料工艺条件是可靠的。

图5 显著因素交互响应面图Fig.5 Significant difference response surfaces
2.4 GC-MS 分析

图6 生物烃基燃料的GC-MS 图谱Fig.6 GC-MS spectra of bio-based fuel
光皮梾木油在催化剂作用下发生裂解反应是在无氧的条件下使大分子物质中的化学键断裂转变为小分子物质的过程,初步裂解生成长链羧酸、烯酮,进一步裂解成相应的烷烃、烯烃、醇、醛、酸等液体产物以及丙烯醛等气体产物。对光皮梾木油催化裂解制备的生物烃基燃料进行GC-MS 分析,图谱如图6 所示,烃基燃料的组成较为复杂,碳数相对集中主要分布在C7~C21之间,产物主要组为分为烷烃、烯烃、羧酸、醛和醇。其中烷烃类物质为辛烯、辛烷、壬烷、癸烷、十一烷、十三烷、十四烷、十五烷、十六烷、二十一烷;烯烃类物质为壬烯、癸烯、十一烯、十三烯、十四烯、顺反十五烯、十六烯、十七碳烯、二十一碳烯。长链脂肪酸几乎被裂解,从组成方面分析所制烃基燃料接近现有的石化燃料。
2.5 燃料性能测定
在反应温度440 ℃,反应时间60 min,催化剂用量为2.0%(质量分数)时,Ni/HZSM-5 催化裂解光皮梾木油制备的烃基燃料性能如表3 所示。所制烃基燃料密度、运动黏度等均符合0#柴油标准;热值为42.720 kJ/g,比生物柴油高,并达到0#柴油标准,能够满足需求。

表3 燃料性能分析Table 3 Analysis of fuel performance
3 结论
笔者以光皮梾木油为原料,采用Ni/HZSM-5进行催化裂解反应制备生物烃基燃料,得出以下结论:
1) 催化剂Ni/HZSM-5 中引入的活性组分Ni具有较小的粒径且呈高分散状态,活性高。
2)采用单因素试验得出最佳工艺参数为反应时间60 min,反应温度440 ℃,催化剂用量为2.0%(质量分数),在此条件下生物烃基燃料的液体产物产率高达79.53%。在单因素试验基础上采用响应面进行优化,最佳条件为:反应时间59.1 min、反应温度443.7 ℃、催化剂用量2.3%(质量分数),反应温度对转化率影响最显著,且回归模型拟合性强。
3)裂解产物经燃料性能检测分析其满足主要性能要求,催化热解制备烃基燃料是油脂利用的重要研究方向,对于可再生能源的发展有重要意义。
猜你喜欢
城市道桥与防洪(2022年3期)2022-05-08
粉末冶金技术(2021年3期)2021-07-28
科学与财富(2021年33期)2021-05-10
云南化工(2020年11期)2021-01-14
应用化工(2020年9期)2020-09-29
天然产物研究与开发(2019年10期)2019-11-05
汽车零部件(2018年5期)2018-06-13
中国民族医药杂志(2016年2期)2016-05-14
中南大学学报(自然科学版)(2015年1期)2015-09-22
中南民族大学学报(自然科学版)(2014年4期)2014-08-06