
旋转模塑专用线型低密度聚乙烯MPER3505的性能
2020-06-30 05:07杨国兴王文燕孟令辉
合成树脂及塑料 2020年3期
杨国兴,王文燕,韩 雯,孟令辉
(1. 哈尔滨工业大学 化学与化工学院,黑龙江省哈尔滨市 150001;2. 中国石油天然气股份有限公司大庆化工研究中心,黑龙江省大庆市 163714;3. 中国石油天然气股份有限公司华东化工销售公司,上海市浦东区 200120)
旋转模塑是一种独特的加工成型技术,通常用于生产尺寸较大的空心或双壁部件。采用旋转模塑成型方法,将树脂粉末填充到加热炉中,模具旋转并加热,使树脂达到熔化温度,在熔融状态下烧结,实现粉末聚结和气泡去除,促进熔融状态树脂致密化,形成完全致密的树脂层后冷却模具至室温,提取成型制品[1-3]。
本工作针对旋转成型加工工艺,采用核磁共振碳谱(13C-NMR)、凝胶渗透色谱(GPC)及差示扫描量热法(DSC)分析了3种专用树脂的支化结构、相对分子质量及其分布、结晶性能,揭示线型低密度聚乙烯(LLDPE)产品的结构与加工性能的关系。
1 实验部分
1.1 主要原料
LLDPE:MPER3505,中国石油天然气股份有限公司石油化工研究院生产;试样A,进口;试样B,国产。
1.2 主要设备
PL-220型凝胶渗透色谱仪,英国PL公司生产;AVANCE Ⅲ型高温核磁共振碳谱仪,德国布鲁克公司生产;DS-2000型差示扫描量热仪,美国TA仪器公司生产。
1.3 测试与表征
相对分子质量及其分布:采用凝胶渗透色谱仪测试,聚乙烯在分离柱上按分子流体力学体积大小被分离开,两根PLgel 10 μm MIXED-B柱子,以1,2,4-三氯代苯为流动相,温度为150 ℃,流量为1.0 mL/min,试样质量浓度为2 mg/mL。
DSC分析:氮气气氛,流量50 mL/min,试样质量5~10 mg。以20 ℃/min将试样加热到高于熔融温度约30 ℃,恒温5 min。从DSC曲线上读出聚合物的熔融温度和熔融焓(H),用H计算结晶度,聚乙烯结晶度=H/H0(H0为完全结晶聚乙烯热焓理论值,H0=278 J/g)。
支化度:采用高温核磁共振碳谱仪测试,称取50~100 mg聚乙烯放入直径为5 mm的核磁管中,加入0.5 mL氘代邻二氯苯,加热溶解并排除气泡,测试温度120 ℃。谱宽22 123.895 Hz,脉冲宽度45°,采样时间0.741 s,组合脉冲去耦,脉冲间隔为3 s,化学位移定标采用试样中孤立的亚甲基峰位移(30.00)。
熔体流动速率(MFR)按GB/T 3682.2—2018测试;密度按GB/T 1033—2008测试;拉伸性能按GB/T 1040.1—2006测试;弯曲模量按GB/T 9341—2008测试;悬臂梁缺口冲击强度按GB/T 1043—2008测试。
2 结果与讨论
2.1 MPER3505的基础物性
旋转模塑成型工艺存在复杂的流-固耦合和热力耦合现象,物料的MFR、密度以及力学性能会直接影响旋转模塑成型制品的精度和强度[4]。从表1可以看出:3个试样的基本物性无较大差别,试样B的力学性能略差;MPER3505的力学性能与试样A相当,悬臂梁缺口冲击强度略高于试样A。
2.2 支链结构表征
目前,13C-NMR在聚乙烯支链表征中主要用于共聚聚乙烯中共聚单体含量及序列的表征。采用13C-NMR测试LLDPE的支化结构,按照文献[5]中的方法计算支化度。3个试样的密度一致(见表1),但MPER3505、试样A、试样B的支化度分别为6.08,6.05,6.23个/1 000 C,支化结构存在差异,说明MPER3505和试样A的支链结构优于试样B。这是因为支化度低,大分子的支链结构排列更整齐,支化分布更合理。

表1 旋转模塑专用LLDPE的基础物性Tab.1 Physical properties of LLDPE for rotary molding
2.3 相对分子质量及其分布
对于旋转模塑成型工艺而言,相对分子质量分布越窄,聚乙烯的加工窗口越宽。从表2可以看出:与试样B相比,MPER3505和试样A的相对分子质量分布较窄,说明MPER3505和试样A的加工性能优于试样B。
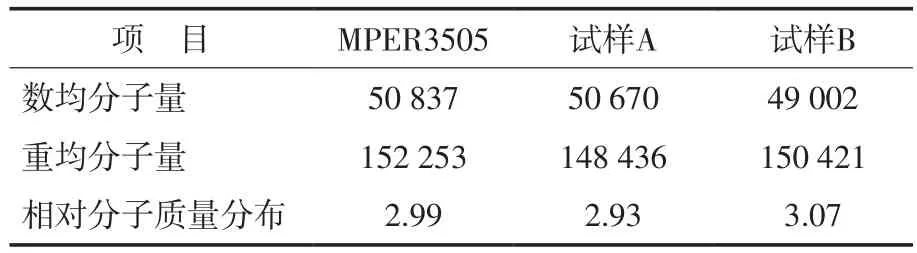
表2 试样的GPC数据Tab.2 GPC data of samples
2.4 结晶行为表征
旋转模塑的冷却过程是在模具外表面施加空气流、水雾等方法强制冷却。因此,加热和冷却过程中熔融温度曲线是不对称的,在聚乙烯凝固过程中,由于温度梯度和结晶度梯度而产生内应力会导致部件自外向内的差异收缩[6]。这些内应力持续存在将导致模塑部件变形和翘曲。聚乙烯的结晶度越高,越有利于降低温度梯度差异,减少内应力,提高制品性能。从表3可以看出:MPER3505、试样A、试样B的结晶度均高于50%,满足旋转成型加工要求。从表3还可以看出:MPER3505的结晶温度与试样A和试样B接近;而MPER3505的熔融温度介于试样A和试样B之间。旋转模塑加工过程中,熔融结晶的周期较长,所以MPER3505的熔融温度更适应加工要求。
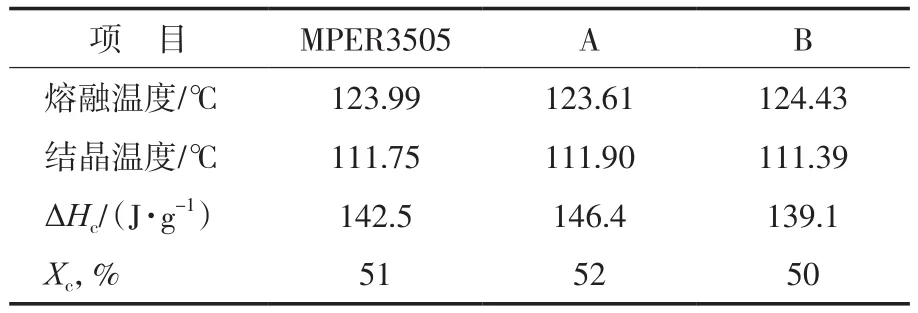
表3 旋转模塑专用LLDPE的结晶性能Tab.3 Crystallization performance of LLDPE for rotary molding
3 结论
a)MPER3505、试样A、试样B的MFR和密度差别不大,但试样B的力学性能略差,MPER3505与试样A相当。
b)MPER3505与试样A的支化度低于试样B,支链结构更合理。
c)MPER3505与试样A的相对分子质量分布窄,加工性能优于试样B。
d)MPER3505、试样A、试样B的结晶度均高于50%,满足旋转成型加工要求。
猜你喜欢
高分子材料科学与工程(2022年8期)2022-11-02
科技视界(2022年9期)2022-04-09
核科学与工程(2021年4期)2022-01-12
农业机械学报(2021年10期)2021-11-09
丝绸(2020年6期)2020-06-23
疯狂英语·新阅版(2019年6期)2019-09-10
江苏农业科学(2015年1期)2015-04-17
科技创新导报(2014年34期)2015-01-13
北京航空航天大学学报(2014年1期)2014-12-19
食品工业科技(2014年13期)2014-12-16
