
对夹式止回阀阀瓣工艺优化
2020-08-13 03:38西安泵阀总厂有限公司陕西西安710025曹瑞虎
金属加工(冷加工) 2020年8期
■ 西安泵阀总厂有限公司 (陕西西安 710025) 曹瑞虎
对夹式止回阀因其结构简单、安装方便,广泛应用于市政、化工及高层建筑给水、排水管网上。其主要由阀体、阀瓣、销轴及弹簧等零件组成。其中阀瓣的加工质量对阀门的密封性能尤为重要。
1. 阀瓣原加工工艺
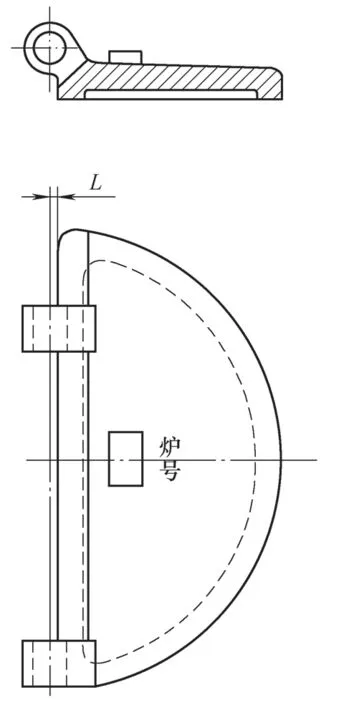
图1 阀瓣
阀瓣如图1所示,原加工工艺流程为:热处理→无损检测→车密封面→划销轴孔线→钻孔→铣轴孔两侧面→研磨→成品检验。此加工工艺在实施过程中,需单个装夹,效率低,毛坯校正时间长,尤其在装配时,发现成对阀瓣销轴孔不同心,造成阀瓣密封面与阀体密封面贴合不紧密,引起泄漏。
2. 阀瓣加工工艺优化
针对原加工工艺存在的问题,对阀瓣加工工艺进行优化如下。
1)考虑到要批量加工,为提高效率,可将两阀瓣按图2所示,保证两阀瓣间隙2L和半径尺寸R,点焊加强筋后进行密封面车削。
2)由于阀瓣大多为铸件,密封面车削后,表面有毛刺、高点,故在密封面车削工序后增加粗磨工序,为保证后续钻孔的精度奠定基础。
3)考虑到单个阀瓣钻销轴孔时效率低,且装配时两阀瓣销轴孔不同心现象经常发生,故调整工艺,在镗床上按图2所示成对装夹阀瓣,做好成对标记,校正轴孔中心线,钻一端销轴孔,工作台旋转180°,再钻另一端销轴孔。
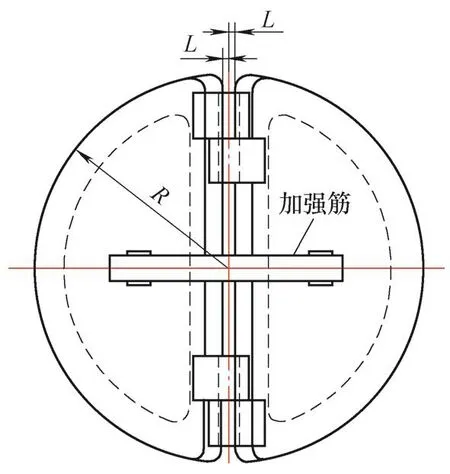
图2 两阀瓣点焊加强筋示意
3. 结语
本次工艺优化为大批量生产对夹式止回阀提供了快捷可行的方法,极大地提高了阀瓣的生产效率,为阀门的密封性能提供了可靠保障。
猜你喜欢
化工设备与管道(2022年1期)2022-06-08
化工机械(2022年1期)2022-03-21
科学与信息化(2021年23期)2021-09-16
化工设计(2021年1期)2021-03-13
农业机械学报(2020年12期)2020-02-02
汽车工程师(2019年7期)2019-08-12
模具制造(2019年3期)2019-06-06
汽车实用技术(2019年8期)2019-05-10
现代制造技术与装备(2018年3期)2018-04-24
科技创新导报(2016年6期)2016-05-14
