
基于MOD法的铝型材挤压生产线标准工时制定
2020-08-25 07:17郭振洋
机械工程与自动化 2020年4期
万 欣,郭振洋
(1.辽宁工业大学 机械学院,辽宁 锦州 121001;2.济南邦德激光股份有限公司,山东 济南 250000)
0 引言
预定时间标准系统是目前国际上公认的制定标准操作的先进手段[1],而MOD(Modular Arrangement of Predetermined Time Standard)是预定时间标准的一种最常用的方法。标准工时可以衡量企业生产能力,提高工人工作效率,是企业进行标准化管理的重要组成部分[2],随着制造业竞争的日益激烈,标准工时也需要更加准确。因此,本文运用MOD对铝型材挤压生产线进行标准工时制定,从而为企业的标准化管理提供依据。
1 铝型材挤压生产线介绍
该铝型材挤压生产线是把经过熔炼铸造后的铸锭挤压加工成某种产业上所需要的特定形状的铝型材,其具体的生产过程如表1所示。
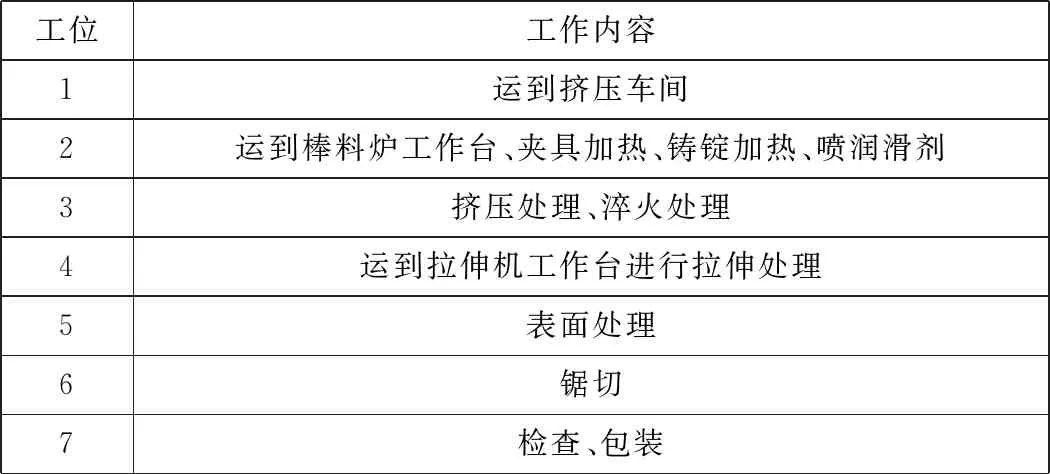
表1 铝型材生产线生产过程
2 铝型材挤压生产线MOD分析
铝型材生产线是半自动化的,需要人工操作,根据实际车间布局以及操作员操作水平运用MOD对各工位进行了记录、分析,根据铝型材生产线生产过程,一共7个工位,各个工位的MOD分析结果如下。
第1工位的作业内容是将由铝型材铸熔车间的铝锭运送至挤压车间,运送工具选取小型卡车,小型卡车操作方便,但运输过程中必须使用专门的运输路线,不得影响其他工位操作员的正常操作。对第一工位的MOD分析如表2所示。
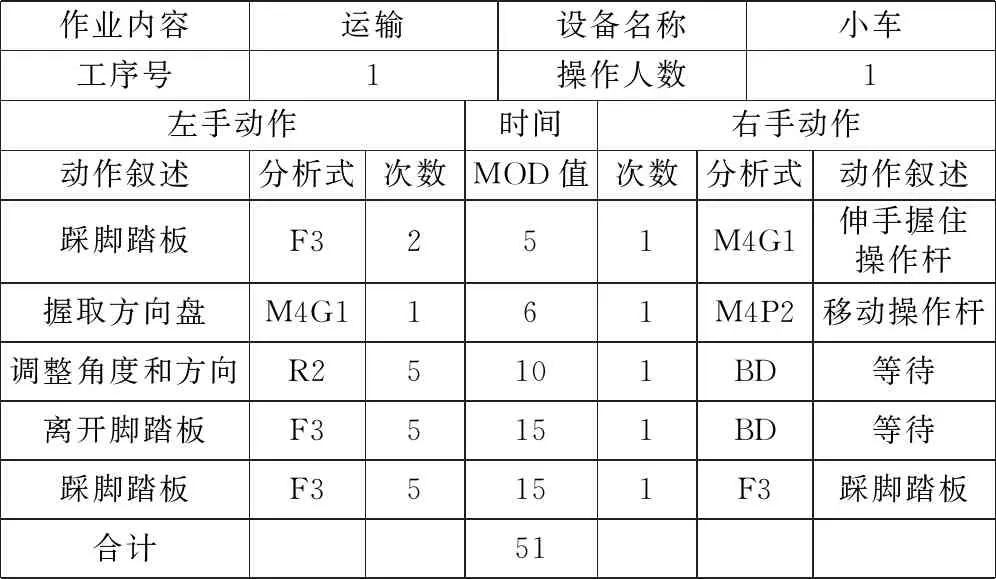
表2 第1工位MOD分析
第2工位的作业内容是将运送来的铝锭进行加热以及加热之后简单的处理,其具体操作是通过棒料炉把铸锭升温加热至300 ℃~500 ℃,并喷润滑剂。对第2工位的MOD分析如表3所示。
第3工位的作业内容是将加热后的铝锭进行挤压、淬火处理,其中挤压机的铝型材挤压速度为13 m/min~16 m/min、压出长度为41.3 m、残料厚度为40 mm,选用在线水冷的淬火方式。对第3工位的MOD分析如表4所示。
第4工位的作业内容是拉伸处理,将铝型材通过传送带运送至拉伸机,用拉伸机进行拉伸处理。运送部分通过挤压机操作台对传送带操作,操作简单且不需要注意力,除了运送部分之外,由于生产线并不具备完全自动化的状态,在铝锭进入挤压机时,需要操作员对其进行精准对位,需要极高的注意力。对第4工位的MOD分析如表5所示。
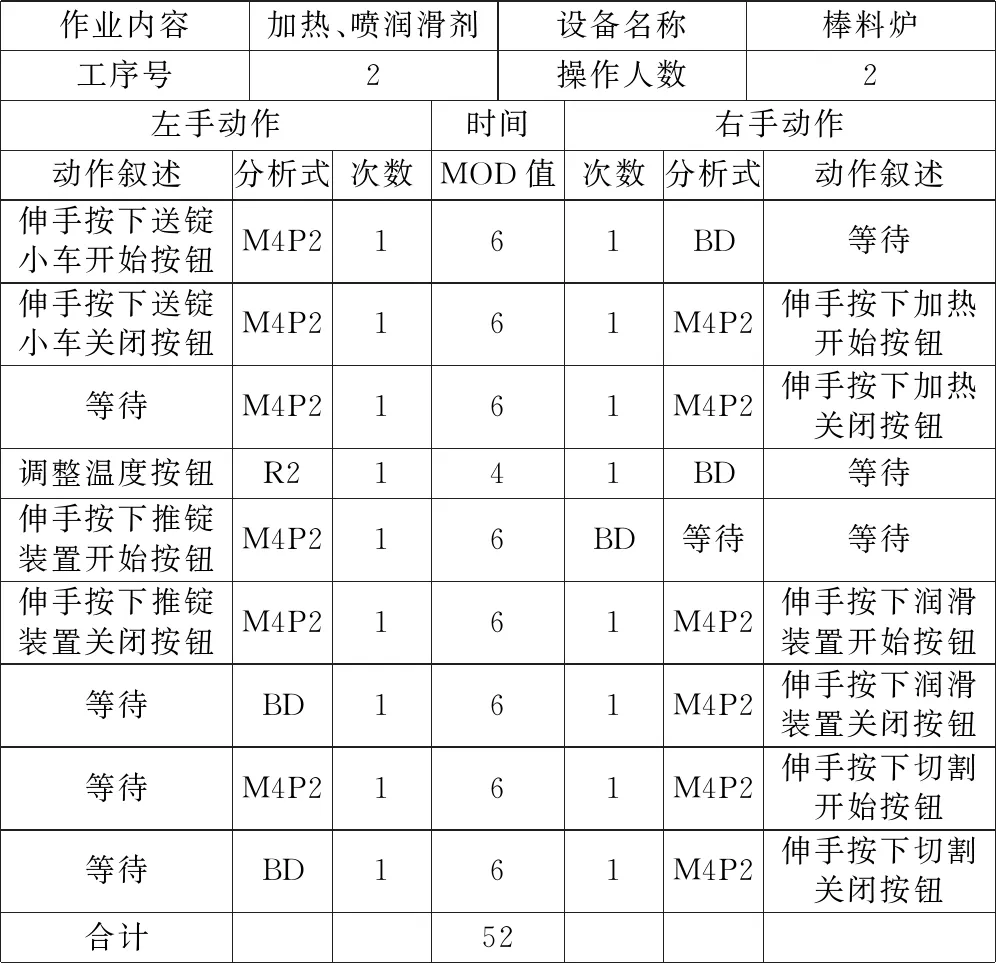
表3 第2工位MOD分析

表4 第3工位MOD分析
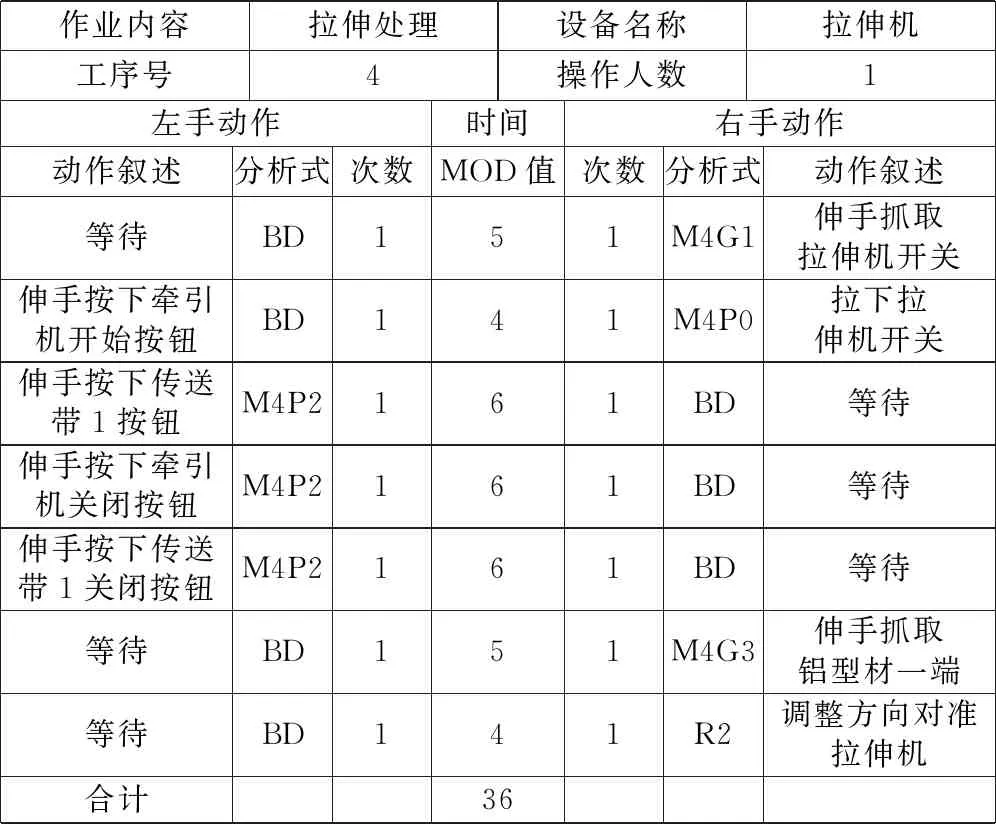
表5 第4工位MOD分析
第5工位的作业内容是表面处理。为得到具有一定耐腐性、装饰性和功能的最终铝型材产品,需要根据产品不同的要求,对挤压成型后的铝型材半成品进行电泳氧化或粉末喷涂和转印木纹等处理。对第5工位的MOD分析如表6所示。

表6 第5工位MOD分析
第6工位的作业内容是锯切处理。锯切工序可以有效地提高产品合格率,在锯切过程中需要很高的准确率,为提高产品的合格率,该工位的操作员要具有较丰富的工作经验。对第6工位的MOD分析如表7所示。

表7 第6工位MOD分析
第7工位的作业内容是检查、包装。对第7工位的MOD分析如表8所示。
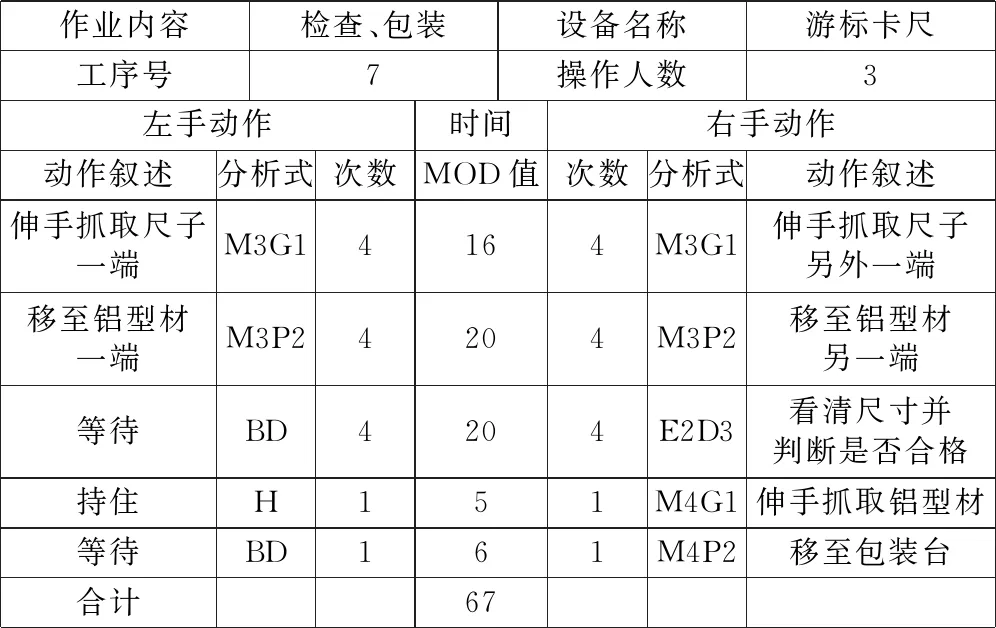
表8 第7工位MOD分析
3 MOD制定标准工时
MOD是根据人体动作的部位、距离以及工作的重量而无须对实际操作进行测量即可得到该工作的正常时间的一种方法。该方法将作业动作分解为21种人体基本动作,每一种基本动作均有对应的MOD值,可以查表得到,1MOD相当于手指移动2.5 cm的距离所需的时间,完成该动作的时间约为0.129 s,即1MOD=0.129 s[3]。
根据该铝型材挤压生产线各工位的MOD分析结果,得到了各工位的MOD值,从而可以计算出各工位的正常时间,经过实际考察得到该公司的宽放率为12%,结合公式(1),可以得到各工位的标准时间:
标准时间=正常时间(1+宽放率).
(1)
由式(1)计算得到的铝型材挤压生产线各工位标准时间如表9所示。
4 总结
本文运用MOD对铝型材挤压生产线各工位进行分析,并对其标准时间进行制定,企业可以根据该标准工时进行科学化和标准化的管理,从而可以减少劳动力成本、提高劳动效率、增加经济收益。
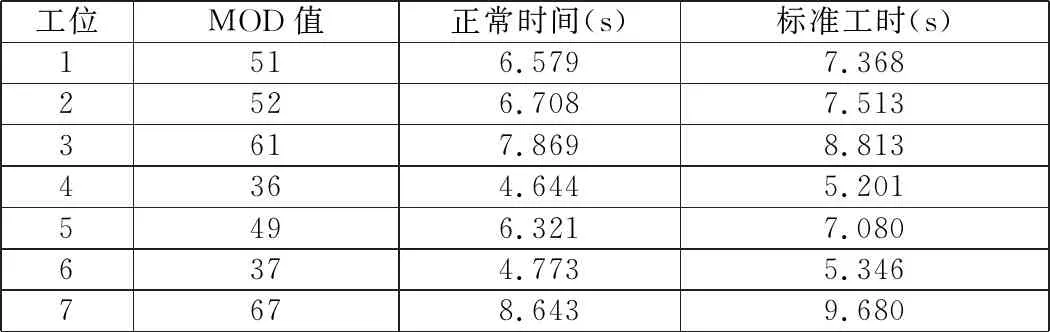
表9 铝型材挤压生产线各工位标准时间
猜你喜欢
军事文摘(2022年13期)2022-08-27
商品与质量(2020年23期)2020-11-26
安徽电子信息职业技术学院学报(2020年2期)2020-05-13
化工管理(2020年15期)2020-01-13
当代旅游(2019年3期)2019-09-19
世界有色金属(2019年14期)2019-02-10
制造技术与机床(2018年8期)2018-10-09
科学与财富(2017年24期)2017-09-06
制造技术与机床(2017年2期)2017-05-04
自动化学报(2017年11期)2017-04-04
