
层间温度对核电用18MND5钢焊接接头冲击韧性影响的研究
2020-09-10 22:23刘铁刚吴义党王德富
电焊机 2020年6期
刘铁刚 吴义党 王德富



摘要:通过系列埋弧焊焊接试验研究焊接层间温度对核电用18MND5钢焊接接头冲击韧性的影响。试验结果表明,在进行埋弧焊焊接时,层间温度在250 ℃以下时,层间温度对焊缝冲击韧性影响较小。层间温度高于250 ℃时,随着层间温度的升高,18MND5钢焊接接头冲击韧性有所降低。层间温度高于350 ℃以上时,焊接接头冲击韧性降低幅值较大。这也进一步佐证了相关制造标准及规范要求焊接过程中严格控制层间温度的合理性。
关键词:层间温度;冲击韧性;核电用钢;埋弧焊
0 前言
18MND5钢为压水堆核电主设备承压边界用主要材料之一,蒸发器、稳压器及压力容器支撑构件的母材均为18MND5[1-2]。压力容器焊缝的质量对核岛一回路设备的运行安全性起着至关重要的作用,焊接接头的质量是保证整个焊接结构完整性和服役性能的重要因素。为保证焊接接头质量,相关标准规定需严格控制焊缝层间温度,目前国内核岛主设备用18MND5钢焊接时,技术条件一般要求严格控制层间温度小于等于250 ℃。在核电主设备制造过程中,为满足技术条件要求,在18MND5钢焊缝进行焊接工艺评定时,最高層间温度一般控制在250 ℃。在实际生产制造过程中,由于生产条件的限制可能存在层间温度超过250 ℃的情况,这种情况下焊缝质量能否满足要求,需要进行研究。
材料的冲击韧性是表征材料抵抗冲击载荷的能力,夏比V型缺口冲击试验对材料性能较为敏感,因此多用于评价焊接的工艺质量。核岛一回路设备在运行过程中受辐照会产生脆化,材料的冲击韧性会降低,因此对材料及焊缝的冲击韧性要求较高。
文中对18MND5钢在4种不同层间温度下开展埋弧焊焊接试验,焊后在相同的热处理条件下进行消应力热处理。之后在试件焊缝及热影响区取样进行冲击韧性对比试验,研究层间温度对焊缝冲击韧性的影响,为核岛一回路设备制造过程中焊接工艺的制定提供参考。
1 试验材料及方法
1.1 母材及焊接材料
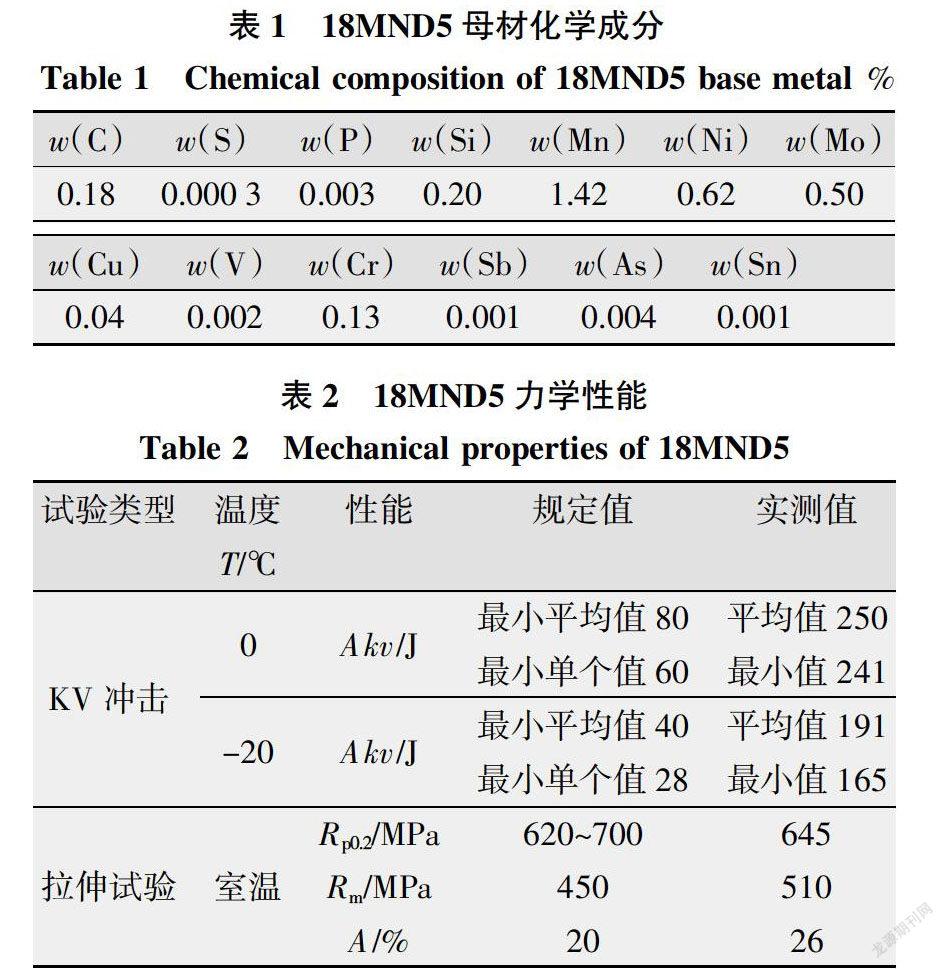
试验母材为18MND5,是核岛主设备常用Mn-Ni-Mo合金钢,材料按RCC-M M2126“压水堆承压边界用的18MND5 Mn-Ni-Mo合金钢钢板”标准制造和验收。18MND5的化学成分及力学性能如表1、表2所示。
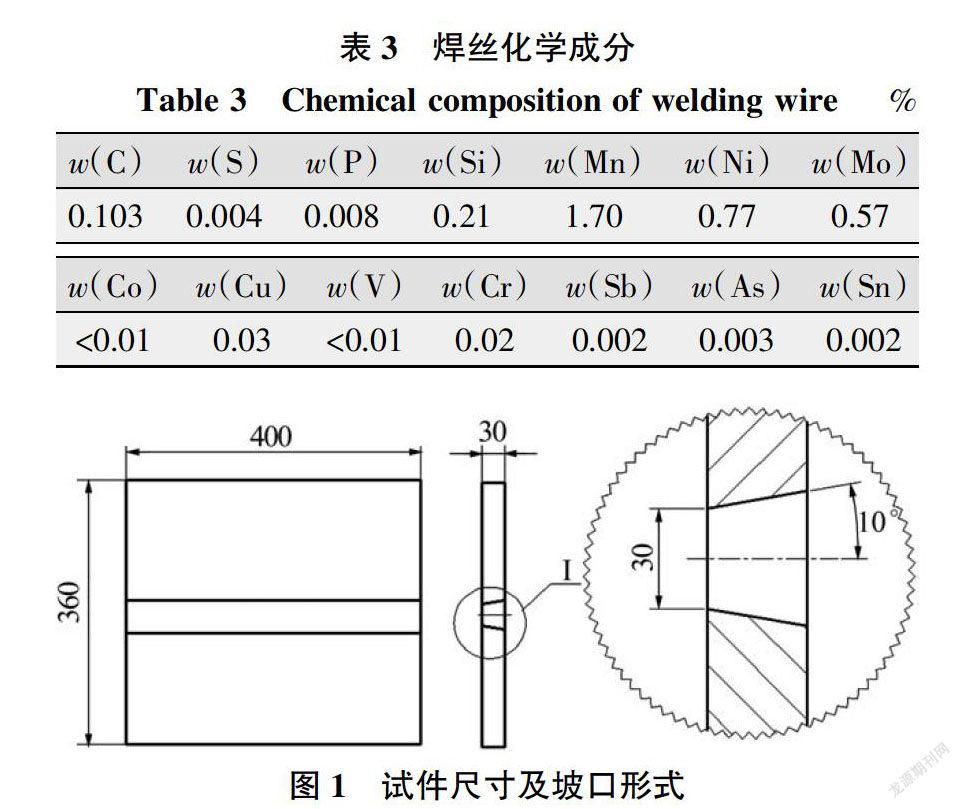
采用低合金钢埋弧焊焊丝、规格φ4 mm;焊剂牌号为Union S3NiMo 2、UV420TTR。焊丝化学成分如表3所示。
1.2 焊接工艺
(1)试件尺寸及坡口形式如图1所示。
试件采用V型坡口,焊接时在试板背面加垫板,焊接完成后去除垫板。
(2)焊接工艺参数。
核岛主设备焊接主要采用埋弧焊工艺,因此试验也选用埋弧焊。如表4所示,保持其他工艺参数不变,仅改变层间温度,共进行4组焊接试验。为保证试验的准确性,焊接过程中每层均进行层间温度测量。
由于试板尺寸较小,焊接过程中散热较快,因此对于层间温度大于350 ℃的焊接试验,在焊接过程中需要通过加热管加热至设定的层间温度。试件焊后进行消应力热处理,热处理保温温度为595~620 ℃,保温时间为7.8 h,是核岛主设备用18MND5钢焊缝常用的热处理规范。
1.3 冲击试验
对热处理后的接头取样进行冲击试验,试验温度为-20 ℃,冲击试验温度为核岛主设备低合金钢焊缝规定的冲击温度。试样尺寸为10 mm×10 mm×55 mm,试样缺口为V型。试样垂直于焊缝轴线切取,试样缺口底部垂直于试样表面,并位于焊缝中心,一组冲击试验包含3个试样。
2 试验结果
2.1 无损检验
对不同层间温度下施焊的4组试件进行无损检验,UT、RT结果均合格,焊缝及热影响区均未发现焊接缺陷。
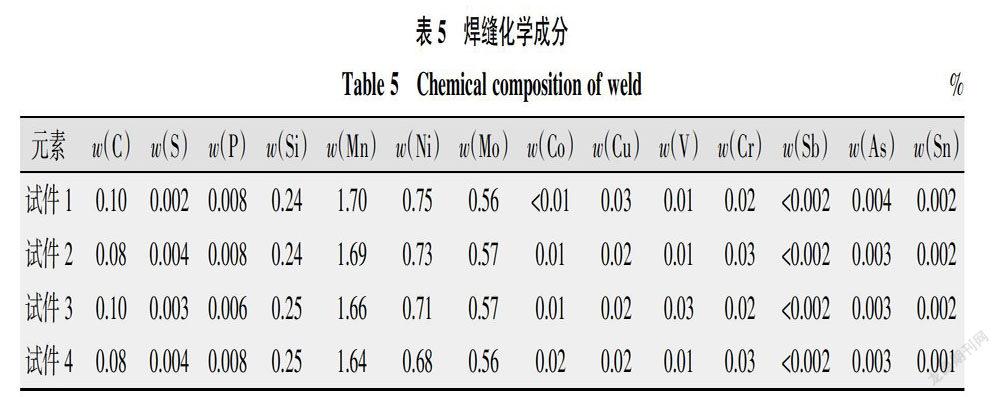
2.2 焊缝金属化学成分
分析焊缝金属化学成分,如表5所示。由表5可知,随着层间温度的提高,焊缝金属中Mn元素含量有所降低,但最大降低量仅为1%。焊缝金属中其他化学元素随着层间温度的变化未发生明显变化。
2.3 -20 ℃焊缝冲击试验结果
-20 ℃焊缝冲击试验结果如表6所示,不同的层间温度对焊缝-20 ℃冲击试验结果有所影响。
由表6可知,试件1为未预热状态下的焊接接头,层间温度低于80 ℃,焊接接头的韧性较高,未出现冷裂纹,说明18MND5钢冷裂纹敏感性不强;当层间温度在250 ℃以下时,焊接接头冲击韧性较好,且层间温度的变化对焊缝冲击韧性影响较小;当层间温度提高至250 ℃以上时,随着层间温度的升高,焊接接头冲击韧性有所降低;当层间温度提高至350 ℃以上时,焊缝金属-20 ℃冲击功下降幅值较大,平均值降低至73.3 J,但仍满足规范对焊缝冲击韧性的要求。
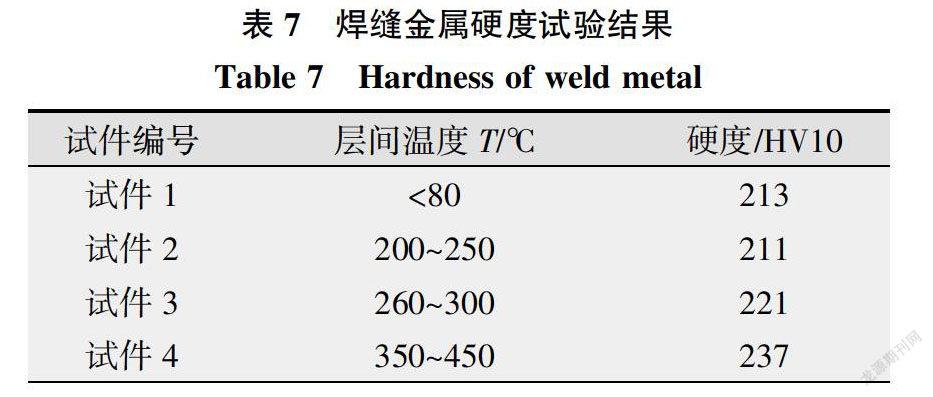
2.4 焊缝金属硬度试验
对不同层间温度下施焊的4组试件焊缝金属进行硬度试验,结果如表7所示。
由表7可知,在其他焊接参数相同的条件下,层间温度的变化对焊接接头的硬度值影响较小,随着层间温度的升高,硬度值略有增加,但并不明显,均不超过350 HV的规范要求。因此也表明随着层间温度的提高,焊缝中并未出现淬硬组织。
3 试验结果分析
3.1 冲击断口扫描电镜观察
观察冲击试样断口,断口形貌无明显差异。
层间温度高于350 ℃的试件4断口形貌如图2所示,整个断口面的启裂区较大,其变形程度也较大,两侧的剪切唇均相对较宽。在扫描电镜下观察断口的微观形态发现,断口启裂区微观形态呈韧窝状,瞬断区微观形态呈解理状。
从冲击试样断口可见,冲击试样均为韧性断裂,表明在不同层间温度下焊接的焊缝均能满足-20 ℃冲击韧性断裂的要求。
3.2 微观组织观察
不同层间温度下的焊缝微观组织如图3所示。由图3可知,对于层间温度≤250 ℃条件下焊接的焊缝金属,焊缝主要为针状铁素体加粒状贝氏体组织,且晶粒细小。但随着层间温度的提高,焊缝金属中开始出现少量的粗大条状碳化物,为上贝氏体组织。因此,试件3、试件4的焊缝金相组织为粒状贝氏体加少量上贝氏体组织。
3.3 分析
在焊接热过程中,焊缝金属在冷却过程发生相变和重结晶,因此焊缝金属的冷却条件对焊缝金属的组织和性能具有重要的影响[3]。层间温度是影响焊缝金属冷却条件的因素之一,主要影响焊缝金属在高温的停留时间及冷却速度,因此会对焊缝金属的组织及性能造成影响。
18MND5为Mo-Ni-Mo低合金钢,焊缝金属典型的组织形态为贝氏体组织。焊缝的冲击性能主要取决于其组织形态[4-5]。贝氏体是含碳过饱和的铁素体和碳化物组成的机械混合物。根据贝氏体的形成条件不同,贝氏体以多种形态存在,不同的组织形态决定其力学性能。因此在不同层间温度下施焊的焊缝金属,焊缝金属在高温停留时间不同,冷却速度不同,焊缝金属的组织形态会有差异。
层间温度较低、冷却速度较快时,焊缝金属在高温停留时间短,会形成粒状贝氏体。粒状贝氏体由针状的铁素体上分布的粒状渗碳体组成,晶粒细小,组织均匀,综合力学性能较好,因此试件1、试件2焊缝金属冲击韧性好。
由于上贝氏体的形成温度较高,铁素体条粗大,碳的过饱和度低,上贝氏体中碳化物颗粒粗大,且断续条状分布于铁素体条间,铁素体条和碳化物的分布具有明显的方向性,这种组织分布形态使得铁素体条间容易产生脆性断裂,而且铁素体条本身也可能成为裂纹扩展的路径,因此上贝氏体的冲击韧性较差[6]。在焊接过程时,随着焊缝层间温度的提高,焊缝冷却速度降低,焊缝金属在高温区停留时间增加,为上贝氏体的形成提供了一定的条件。
当层间温度高于250 ℃时,由于层间温度过高,焊缝金属冷却速度降低,焊缝金属处于较高温度时间较长,贝氏体的形成温度较高,因此会产生粗大的碳化物。粗大的碳化物分布在铁素体中,具有方向性,这种组织易于脆断[1]。因此试件3、试件4焊缝金属冲击韧性有所降低。
4 结论
(1)18MND5鋼焊接时冷裂纹的敏感性不强,焊接时为优化焊接操作环境可以适当降低预热温度的要求。
(2)18MND5钢焊接时层间温度的变化对焊缝金属化学成分影响较小,仅有Mn元素含量随着层间温度的提高略有降低,降低量均小于1%。
(3)18MND5钢焊接时层间温度对焊缝金属硬度影响不大,随着层间温度提高,焊缝金属硬度值有所增加,但均能满足使用要求。
(4)18MND5钢焊接时层间温度低于250 ℃时,层间温度对焊缝金属冲击韧性影响不大。
(5)18MND5钢焊接时层间温度高温250 ℃时,随着层间温度升高焊缝冲击韧性有所降低,层间温度高于350 ℃时,焊缝中出现粗大的上贝氏体组织,焊缝金属冲击功降低较明显。建议焊接时将层间温度控制在250 ℃以下,最高层间温度不应高于350 ℃。
参考文献:
[1] 杨文斗. 反应堆材料学[M]. 北京:原子能出版社,2006:160-194.
[2] 上海发电设备成套设计研究院. 压水堆核电站核电主设备[M]. 上海:上海科学技术文献出版社,2008:79-114.
[3] 张文钺. 焊接冶金学[M]. 北京:机械工业出版社,1996:116-160.
[4] 杨巨文,李双燕,张茂龙. AP1000核岛主设备用的焊接材料和焊接工艺[J]. 发电设备,2015,29(6):435-438.
[5] 薛小怀,王志颖,李天宇,等. CAP1400蒸汽发生器压力边界焊接接头的显微组织[J]. 机械工程材料,2018,42(2):22-26.
[6] 崔忠圻. 金属学与热处理原理[M]. 黑龙江:哈尔滨工业大学出版社,2007:207-212.
