
一种基于嵌入式系统的加热炉实际预测控制算法
2020-09-15 02:14汤小兰
工业加热 2020年7期
汤小兰
(苏州工业职业技术学院 电子与通信工程,江苏 苏州 215104)
在工业控制中,技术人员通常将提高温度控制对象的运行性能摆在首位。这一类控制对象具有热惯性大、纯滞后、强耦合等较多的不确定因素,故难以构建精确的数学模型,导致控制系统性能较差,甚至会出现控制不稳、失控等情况。目前,传统的PID控制在工控领域中仍被大量采用,传统的PID控制实现简单、数据量小、适应性强但是由于基于反馈原理,它需要更长的稳定时间和较大的超调时滞[1]。在炉温控制中,如果仅仅采用普通的PID控制,而产品对温度变化较为敏感就无法满足工艺要求,无法生产出合格的产品。此外,PID参数设定一般是由经验丰富的工程师和技术人员完成,PID参数设置需要结合各种实际系统延迟、非线性等因素的影响,非常费时费力。在参数设置过程中,普通的PID参数自整定的方法通常有较大的超调,这在某些工业生产领域是不允许的[2]。
近些年来,预测控制已经成为控制理论研究的热点。模型预测控制(MPC)是一种基于模型的闭环优化控制算法。预测模型的功能是根据其未来产量预测历史信息和对象的未来输入。从方法论的角度来看,只要有预测作用,无论什么样的表达,如:状态方程、传递函数和其他传统的模型都可以作为信息采集预测模型。还有非参数模型,如:线性稳定对象、阶跃(脉冲)响应也可以作为一种预测模型。因此,该模型预测控制打破了控制算法或严格要求策略模型结构[3]。相反它更侧重于以最简便的方式,在寻找信息的基础上建立模型。例如,在动态矩阵控制(DMC)和模型算法控制(MAC)中,很容易在实际工业过程中获得阶跃响应、脉冲响应和其他的非参数模型,而广义预测控制(GPC)和其他的MPC策略选择受控自回归积分移动平均(CARIMA)和其他参数模型。
对于大型系统来说可以通过基于预测控制的方法,利用多种DCS现代工业化自动控制系统来有效解决稳定时间和过冲的问题。然而,由于系统的复杂性和价格高等问题,中小型设备一般不会使用DSC,由于DMC和其他预测控制算法需要大量的矩阵运算,使得普通的智能控制也较难实现。因此,目前基于嵌入式系统的工业仪表大部分使用简单的PID或改进的PID算法。也有一些研究人员提出了改进的PID控制方法,如模糊PID 、神经网络PID 等,取得一些成功的案例,但是由于他们都是基于PID,所以还是无法彻底解决稳定时间长及较大过冲的问题。
本文提出了一种计算量小的预测控制算法,通过创建对象模型和在线计算模型参数实现预测控制。本文结构如下:第一部分首先建立加热炉模型并计算的模型参数,设计基于预测算法,使用MATLAB仿真计算的算法,并将传统PDI和DMC算法做比较;第二部分中,介绍基于嵌入式加热炉的预测控制实现算法;在第三部分,测试基于预测控制算法的加热炉控制器的实际案例。最后,对预测控制器和模糊PID控制器的控制效果进行比较从而得出结论。
1 预测控制算法的加热炉设计
本文主要针对加热炉温度控制提出预测控制算法,图1为预测控制算法的原理框图。
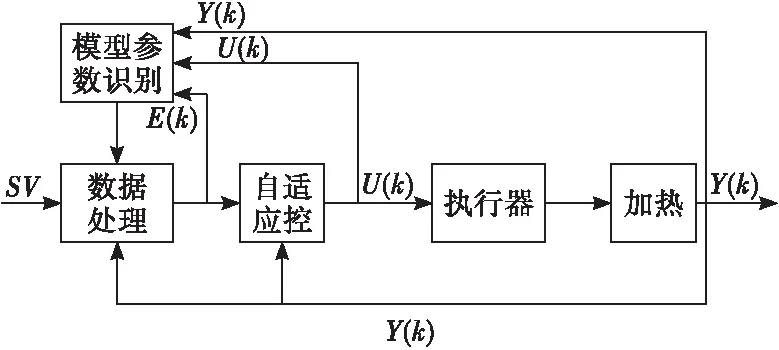
图1 预测控制算法原理框图
以传统的DMC预测控制为例,在控制基础上利用在线优化,需要三步离线准备:
(1)模式识别:通过识别过程的阶跃响应获得模型参数a1,…,aN;
(2)利用仿真程序来确定最优策略,并计算控制系数d;
(3)选择校正因子h1,…,hN。

(1)检测实际输出和误差的计算:y-y(i)→e;
(2)修正预测值:y(i)+hie→y(i),i=1,…,N;
(4)计算控制量和输出:u+Δu→u;
(5)计算输出预测值:y(i)+aiΔu→y(i),i=1,…,N。
在嵌入式系统中实现传统预测算法的主要困难是多维矩阵在线计算需要较大的内存和计算时间。根据工程经验和加热炉的特点,本文提出一种实用的预测控制算法。前提是对最终控制效果没有影响,该方法正确预测过程的优化和简化计算过程,避免了矩阵运算,减少重复计算耗时。该算法的实现包括建立加热炉模型和模型参数的在线计算两部分。
1.1 加热炉模型的建立
加热炉是一个典型的时滞和非自动调节的对象。它可以表现为:温度的上升和下降,往往有严重的不对称现象,包括增益和滞后时间不对称;加热炉的温度控制有纯滞后的特点;整个温度控制范围,增益和容量滞后时间通常与工作温度和负载变化有关。
根据工程经验,在该算法中将加热炉作为具有纯滞后的二阶RC对象,如图2所示。

图2 加热炉的控制对象
(1)
式中:K为对象放大系数;τ是纯延迟时间常数;a、b共同影响闭环系统的稳定性和阻尼系数,可以通过控制器调整参数。采取单位采样周期的单位为1,传递函数离散化后可得:
KU(k-N)={[Y(k)-Y(k-1)]-[Y(k-1)-Y(k-2)]}+a[Y(k)-Y(k-1)])+bY(k)
(2)
[1+a+b]Y(k)=KU(k-N)-[a+2]Y(k-1)+Y(k-2)
(3)
即
Y(k)=θ1U(k-N)+θ2Y(k-1)+θ3Y(k-2)
(4)

1.2 模型参数的计算
控制器在引入受控对象之前没有数据流,故最有效的方式就是通过网上操作和控制对象模型来确定控制器的参数[4]。传统的控制器的优化方法完全不能满足的非线性系统控制加热炉,必须在线运行来确定模型参数,并通过反馈迭代的方法优化模型参数,具体步骤如下:
步骤一,当它启动时,控制输出是100%,过程输出值为Y(1),Y(2),…,Y(k),当Y(k)>0.3×SV,计算模型参数可以通过下列方式得到:
寻找Y(i)直到Y(i) 依次计算方程组: Y(N+j×3)=θ1×U(N-N+j×3)+θ2× (5) Y(N+j×3+1)=θ1×U(1+j×3)+θ2× (6) Y(N+j×3+2)=θ1×U(2+j×3)+θ2× (7) j=1,2,…,G 步骤二,当Y(k)>0.7×SV,计算设置软化系数A,描述如下: SP(k+1)=Y(k)×Ak+(1-Ak)×SV (8) 软化系数A的值越大,曲线越柔和。软化后,设置值系统将随着跟踪系统变化而变化,所以系统的实时误差计算将会变为从Err_1(k)=Y(k)-SV到Err_2(k)=Y(k)-SP(k)。 柔软性和控制方法如下: 当热绝缘区开始,设置k=k0,并记录Y(k0),(k1),(k2),(k3),(k4),…,(k10),通过递归最小二乘法来确定A。 通过新的温度软化系数A,计算温升的轨迹,实时计算误差Err_2(k)。 如果Y(k-1) 步骤三,根据步骤一中的参数θ1,θ2,θ3和步骤二中的A,计算出控制变量输出: U(k)=θ2×(k+N-1)-θ3×(k+N-2) (9) 式中:(k+N-1),(k+N-2) …(k+1)是估计参数,最后由SP(k+N),SP(k+N-1),SP(k+N-2)…SP(k+1)来代入。 利用MATLAB仿真软件来对模拟对象进行仿真,不同算法的控制性能比较结果,如图3所示。其中仿真对象的传递函数为 (10) 图3 不同算法的控制性能比较 图3(a)中实线为本文的预测算法的仿真线,虚线为PID算法的仿真线;图3(b)中实线为本文的预测算法的仿真线,虚线为普通DMC算法的仿真线。仿真结果表明,与PID算法相比较,本文算法显然没有超调且跟踪速度快,甚至与普通的DMC算法相比,两个算法的实际控制效果几乎无差异。 与普通的PID控制方法相比,预测控制方法不仅复杂、耗时,且需要更多的内存,因此必须考虑CPU的运行速度和内存容量问题。传统的8位、16位单片机已经无法胜任,故选择了更大内存更多I/O接口的新一代32位ARM嵌入式芯片,X86结构低功耗的CPU。 在预测控制器设计中,使用基于ARM的嵌入式系统,具有功耗低、功能完善、速度快、存储容量大和可扩展等功能。该平台的最大优势是双CPU结构和双主板。控制算法采用一个单一的32位ARM主板,最初被用于模糊PID控制算法,在不改变软硬件前提下,也可以被用来执行预测控制算法。 该温度控制器的主要硬件结构如图4所示,具体原理如下: 图4 温度控制器的硬件结构 (1) CPU采用NXP公司的LPC2138微控制器,是基于一个支持实时仿真和嵌入式跟踪的32/16位ARM7TDMI-STM CPU的微控制器,并带有32、64、512 kB的嵌入的高速Flash存储器。128位宽度的存储器接口和独特的加速结构使32位代码能够在最大时钟速率下运行。对代码规模有严格控制的应用可使用16位Thumb®模式将代码规模降低超过30%,而性能的损失却很小。多个32位定时器、1个或2个10位8路ADC、10位DAC、PWM通道和47个GPIO以及多达9个边沿或电平触发的外部中断因为在预测控制算法计算量大,采用双结构CPU,对于CPU1,它专门处理温度信号输入输出的控制信号,实现预测控制算法。对于CPU2,主要用于键盘输入、液晶显示等人机界面,串口通信,和U盘的读写等,双CPU通过串行端口交换数据,该模式保证了控制器的实时性和稳定性。 (2) 由于LPC2138内部AD精度不高、易受干扰,选择TI ADS1232作为专用的AD转换芯片。这是一个24位AD转换器具有低噪声、可编程精密放大器,精密Delta-Sigma AD转换器和内置振荡器。 (3) 键盘:2×3矩阵键盘,CPU2实现关键代码识别通过扫描端口线。 (4)外部存储设备:使用ISP1160为通用串行总线(USB)主机控制器,它是完全按照USB2.0版本标准,可支持多种闪存磁盘的读写作。它主要用于保存历史数据的过程中,温度曲线温度控制。 (5)通信接口:提供一个标准的232 /485通信接口,采用标准Modbus / RTU协议。它可以设置仪器参数,通过计算机的温度曲线,读取实时数据和历史温度控制过程中的温度数据。 整个软件用C语言完成对RealView MDK4开发平台。在CPU1预测控制代码编译后小于320 kB,而人机在CPU2接口代码编译后小于400 kB(包括字体库)。 嵌入式预测控制器已在加热温度控制测试成功炉。实验用加热炉参数见表1。 表1 加热炉参数的测试 实验是在同一炉的温度控制上比较的,模糊PID控制和使用本文提出的算法的预测控制器,该设定温度为350 ℃的性能比较如图5所示。从图5中可以看出,与用模糊PID控制器相比,该控制器无明显的过冲和波动。 图5 性能比较预测控制器和模糊PID控制器 本文提出了一种新型的加热炉温度的预测控制算法。通过创建一个对象模型和计算模型参数的在线预测控制,实现了没有复杂的矩阵运算,其计算量相对较小,并通过基于ARM的嵌入式系统上得以实现。在加热炉上的实验结果表明,用模糊PID控制器相比,实现无超调控制,更快的响应速度。此外,这也证明了预测中的应用控制算法在嵌入式系统中是有效的和可行的,这将提高对于中小型设备的智能控制器的能力,并满足更低成本的技术要求。
Y(N-1+j×3)+θ3×Y(N-2+j×3)
Y(N+j×3)+θ3×Y(N-1+j×3)
Y(N+1+j×3)+θ3×Y(N+j×3)1.3 仿真及结果比较

2 嵌入式预测控制器的设计与实现

3 测试和结果分析

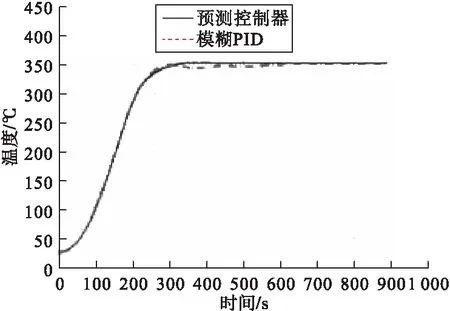
4 结 论
猜你喜欢
舰船科学技术(2022年20期)2022-11-28江苏钢铁(2022年9期)2022-07-02纺织科学研究(2020年1期)2020-05-21中国特种设备安全(2019年1期)2019-03-13制造技术与机床(2017年6期)2018-01-19制造技术与机床(2017年3期)2017-06-23儿童故事画报·发现号趣味百科(2017年1期)2017-06-01电子制作(2016年21期)2016-05-17舰船科学技术(2015年8期)2015-02-27组合机床与自动化加工技术(2014年12期)2014-03-01
