
焙烧装置的研制
2020-09-15 03:21宋飞飞刘马林牛小平宋君武程福林
工业加热 2020年7期
宋飞飞,刘马林,牛小平,宋君武,程福林,刘 兵
(1.中核北方核燃料元件有限公司,内蒙古 包头 014035;2.清华大学 核能与新能源技术研究院,先进核能技术协同创新技术中心,北京 100084)
高温气冷堆核电示范工程燃料元件生产线是国家重大专项之一,也是世界首条工业化规模高温气冷堆核燃料元件生产线。高温气冷堆核燃料元件实验线焙烧工艺使用原型设备焙烧还原一体装置,可实现高温气冷堆核燃料元件焙烧球和还原球的制备。焙烧还原一体炉采用底装料结构,最大产量为2 kg/U,操作周期为48 h,直径50 mm,采用电阻加热方式加热。该设备操作周期长、产量低、产品合格率低、冷却速度慢、气体分配均匀性差,不适合被烧球的工业化生产。为满足工业化高温气冷堆核燃料元件生产需求,需要研制一台适合于工业化生产规模的焙烧装置。
焙烧工艺是高温气冷堆核燃料元件UO2核心热处理的关键工艺之一。陈化洗涤干燥后的干燥球成分为重铀酸铵,需要在热空气气氛下进行焙烧处理转化为UO3,焙烧的目的是将微球中的PVA、少量四氢糠醇和水分除去,焙烧的尾气送入排风系统。焙烧时微球在料盘内采用单层铺设,即料厚度不超过1.5 mm,同时对炉内空气气氛均匀性有很高的要求[1]。
1 设计目标
研制一台工业化规模批次性焙烧装置,用于高温气冷堆核电示范工程燃料元件生产线球形元件干燥的焙烧热处理,生产能力为6 kgU/天,空气气氛,工作周期24 h。
2 基本原理及主要技术参数
2.1 基本原理
焙烧装置为底装式马弗电阻炉结构[2],焙烧炉采用螺旋壁挂式电阻丝加热,位于炉胆外侧,通过热辐射加热炉内物料。炉内物料的工作介质为压缩空气,要求每个料盘气氛均匀,通过采用特殊的料盘结构,保证炉内气氛的均匀性。炉内温度采用热电偶测量,一组热电偶固定在炉内壁,用于测量炉内各温区温度。一组热电偶在炉胆外壁,用于检测炉内温度。炉顶安装冷风风机用于降温冷却。焙烧装置料盘主要用于盛放干燥球颗粒,干燥球单层布置在20个料盘内,料盘堆叠放置在炉底,由升降机构送入炉内,在500 ℃下通过热空气进行热处理,处理完毕后升降机构将料盘送到炉外进入下一道工序。
2.2 主要技术参数
主要技术参数见表1。

表1 主要技术参数
3 设计要求及具体结构说明
焙烧装置由炉体、支承架及升降装置、料具,气氛管路、温度(传动)和监控装置、冷却水装置、尾气处理装置等组成;设备包括、装料筐、电动转运车等(见图1)。
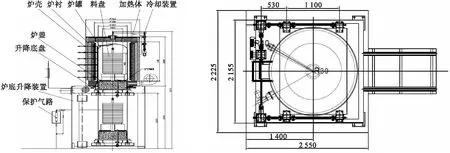
图1 焙烧装置
3.1 炉 体
炉体由炉壳、炉衬、加热器、炉罐、炉盖(装料台)、炉膛冷却装置等组成[3]。炉壳采用06Cr25Ni20不锈钢板和型钢成形焊接而成,炉壳安放在槽钢组成的炉架上,采用M20的螺栓固定。炉衬采用优质的耐火材料砌筑成的节能型炉膛,耐火层采用0.6轻质扇形耐火隔热砖,保温层采用保温砖和耐火纤维毯,具有良好的保温性能。加热元件采用06Cr25Al5高电阻电热合金丝,绕成螺旋状安装在炉衬四周的搁丝砖上并用固定。炉罐厚度为8 mm, 采用06Cr25Ni20不锈钢板和06Cr25Ni20法兰,使用同等材料的焊条焊接并经严格的检漏而成。顶部开有排气管,装有与尾气处理装置的连接法兰。炉罐安装在炉膛内,并用螺栓固定在炉盖底部的法兰上。炉盖由06Cr25Ni20不锈钢板制成的绝热箱(筒)以及高温耐火材料组成。炉盖中心上装有保护气进气接口。为了控制工件的冷却速度, 焙烧炉顶部开有一个直径120 mm的排气口,并装有可自动开启/关闭的盖子,炉体下部装有环形的进风口,风机采用变频器控制。排气口盖子的开启和风机开启(转速)均由PLC和温度仪表控制。
3.2 升降装置
升降装置由构架、升降台、传动装置、上下位置限位(定位)。构架槽钢和钢板焊接成框架结构,供安装炉体之用[4-6]。构架采用4根250 mm的槽钢作为立柱,框架4根立柱下安装M24的地脚螺栓,并用双螺母固定。升降台由型钢和钢板焊接而成,升降台上装有二根导轨,升降台的上下移动采用电动链条传动。炉台升降设有4个行程开关,每个方向两个开关,4个开关把行程分成3个区间,两端的区间为低速,中间区间为全速, 炉台可准确定位。炉台升降由一个带制动器的电动机驱动,电机采用变频调速。
工作气氛采用热空气, 热空气从炉罐底部通入上部排气。气体管路由流量计、不锈钢球阀、管路为不锈钢管子,采用卡套接头连接。炉压为5 kPa微正压,流量(压力)可调。排气管路由冷却箱,电磁阀,泄压阀,压力传感器等等组成。在气源不足时设有声光报警。
3.3 温控系统
焙烧炉由温度控温仪表、测温仪表和测温元件组成温控回路,并采用PLC可编程控制器和触摸屏对焙烧炉进行操作。温度控制柜采用立式结构形式,温度(传动)控制和监控装置安装于控制柜内或面板上,炉子温度主控采用日本岛电FP93智能数显温度调节仪,仪表最多有40段曲线,可用于炉子按斜率升温到工作温度,然后保温至所需的时间。温控仪表还具有六组PID调节功能,也可设定超温报警和切断电加热器电源的保护功能。还增加了通信功能,可与上位计算机进行通信,通过人机界面实现温度程序的编制和PID参数等的设置,使仪表操作简单方便。
炉内监测采用日本SR1数显调节仪,可设定超温报警和切断加热器电源的保护功能;温度数据采用一体工控机和无纸记录仪(6点记录)双重记录。焙烧炉分6区控制,主电路采用可控硅调压器控制, 控制仪表采用FP93和SR83组成6区控制的DCS系统;主控仪表采用可编程的FP93,通过SV值模拟变送,作为SR83的模拟遥控输入,跟踪主控仪表曲线。主控FP93数显温控仪表,PID调节,4组曲线,每组10步程序控制。温度数据采用一体工控机和无纸记录仪(6点记录)双重记录。
3.4 报警系统
系统装有各种故障报警功能,如超温报警、炉台升降故障报警、冷却水欠压和冷却水温度超温等异常情况进行声光报警,并执行相应的保护措施。
3.5 冷却水装置
冷却水采用闭式循环型式,进(出)水总管和分支管采用0Cr18Ni10Ti不锈钢管。冷却水系统(包括分支)装有流量、进水压力、出水温度监测和显示。当出现水压低于设定值时,可自动(或手动)切换到城市自来水直接排放的冷却方式。
3.6 供气系统
供气系统由进气装置和尾气装置两部分组成。进气装置由进气管、金属管流量计、配气柱等组成。压空经过流量计进入配气柱,通过气体分配后进入料盘[6]。尾气处理装置由电加热燃烧炉、洗气装置、温度控制等组成。尾气经电加热炉燃烧后进入水洗气装置,经过处理的尾气排入车间排气管道(见图2)。
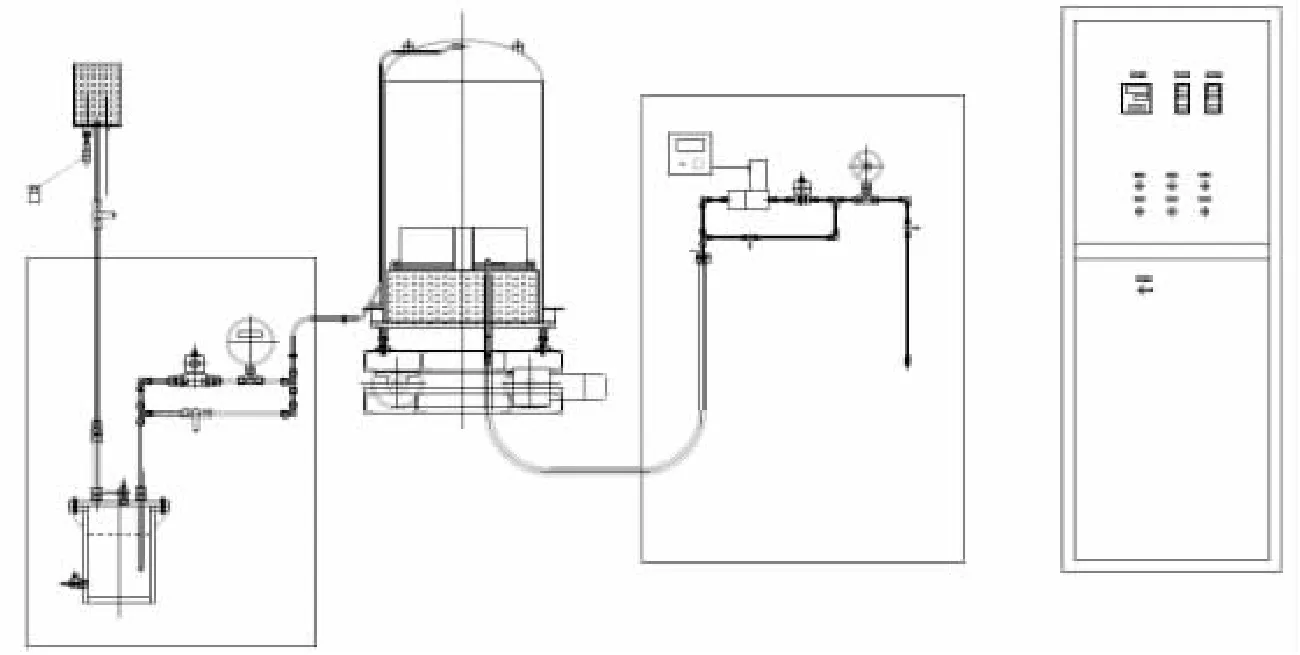
图2 供气系统
3.7 料 盘
料盘由1个底座、17层料盘、1个配气柱、1个顶盖组成。单层料盘尺寸高度32 mm,外径686 mm ,料盘总高约813 mm,最大装球量为7.2 kg,料盘采用06Cr25Ni20(310S耐热钢)材质焊接加工而成,厚度3 mm(见图3)。
4 运行效果
焙烧装置经过设计、安装、调试和生产运行,各项参数和功能均达到了设计指标,符合预期设计要求。该设备2015年8月正式已投入使用,经过两年的连续运行,该设备运行稳定可靠,可以制备出合格的产品(见表2、图4)。

图3 料盘
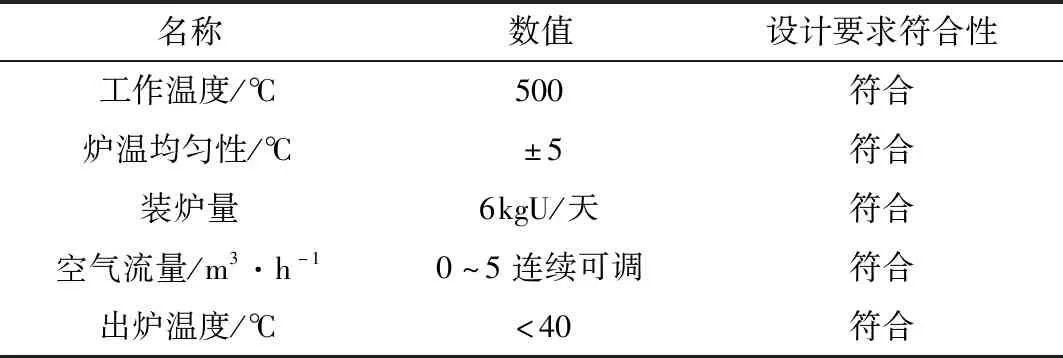
表2 设备运行实际参数
5 小 结
通过对焙烧装置的设计、安装、调试和运行,该设备具有以下优势:
(1)焙烧装置各项参数和性能达到了设计指标;

图4 焙烧装置
(2)焙烧装置可以制备出合格的产品;
(3)焙烧装置操作简单,满足了高温气冷堆核电示范工程核燃料元件生产线工业化生产的要求;
(4)焙烧装置研制成功后,填补了高温气冷堆核燃料元件焙烧工艺工业化处理设备的空白。
猜你喜欢
山东冶金(2022年4期)2022-09-14
世界有色金属(2022年9期)2022-08-13
石油化工建设(2020年1期)2020-08-24
世界有色金属(2020年5期)2020-06-09
中学生数理化·八年级物理人教版(2018年3期)2018-05-31
能源(2017年12期)2018-01-31
中学生数理化·八年级物理人教版(2017年3期)2017-08-15
中国核电(2017年2期)2017-08-11
能源(2016年2期)2016-12-01
北京信息科技大学学报(自然科学版)(2016年6期)2016-02-27
