
寿山石的自动化拖拽抛光研究*
2020-09-23 05:32王键,陆静
金刚石与磨料磨具工程 2020年4期
王 键, 陆 静
( 华侨大学 制造工程研究院, 福建 厦门 361021)
在中国传统石文化中,印章石有着极为重要的地位。尤其是著名的寿山石,艺术价值极高。寿山石最常见的石质为叶蜡石质,也有高岭石、地开石、绢云母、绿泥石等黏土矿物组成的各种石质[1]。原始寿山石的抛光均为手工抛光,在走访福州市寿山石交易中心时了解到,从雕刻后的寿山石到抛光后的成品,寿山石抛光至少需要6道工序,每个工序都要更换不同的抛光工具,整个抛光过程至少持续35 min以上;之后出现各种半自动化加工机台,可以人工配合半自动化机械来对寿山石平面进行抛光。但异形曲面的寿山石多靠手工抛光,抛光效率极低。随着经济的发展,寿山石印章已成为印章爱好者的首选,而传统的手工抛光方式在效率和质量2方面都无法满足市场需求[2]。
针对寿山石异形曲面的抛光,通常采用的抛光方式有机器人辅助抛光和滚磨加工2大类。机器人辅助抛光成本较高,不太适用于软质寿山石的抛光;而滚磨加工中主要有振动抛光、喷丸抛光和拖拽抛光[3]。振动抛光和喷丸抛光的加工效率都较低,而像硬质合金刀具、曲轴和稍硬的蜜蜡、玉石雕件等都采用拖拽抛光机拖拽抛光的方式。拖拽抛光技术又称行星主轴式滚磨抛光技术,是在一定形状和大小的滚筒中,装入一定量的细粒度磨料,然后将寿山石的一端通过夹具装夹,在可进行正反2个方向运动的主轴上带动寿山石作行星运动,而滚筒静止不动,使平面或异型的寿山石表面与磨料充分接触,无须人工操作便可达到寿山石表面抛光的目的。且拖拽抛光技术可同时对多个样品进行加工,相比于传统手工抛光,效率大大提高[4]。由于寿山石硬度低、脆性大、成分复杂等,在实际加工中还需根据寿山石的硬度等属性匹配合适的磨料,以提高寿山石的抛光效率和抛光质量,实现寿山石自动抛光[5]。
1 试验过程及条件
拖拽抛光试验在乐升精密机械有限公司生产的YH-J拖拽抛光机上进行,本次试验使用的是图1所示的4种磨料,由磨料生产厂家专门配制,分别为核桃壳加金刚石(A)、核桃壳加氧化铝(B)、玉米芯加金刚石(C)和玉米芯加氧化铝(D)磨料,其中的氧化铝为单晶刚玉。生产厂家提供的磨料配方如表1所示。
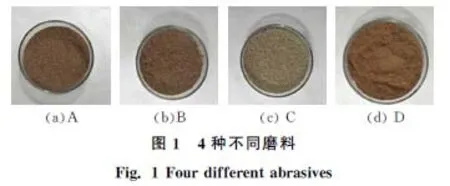
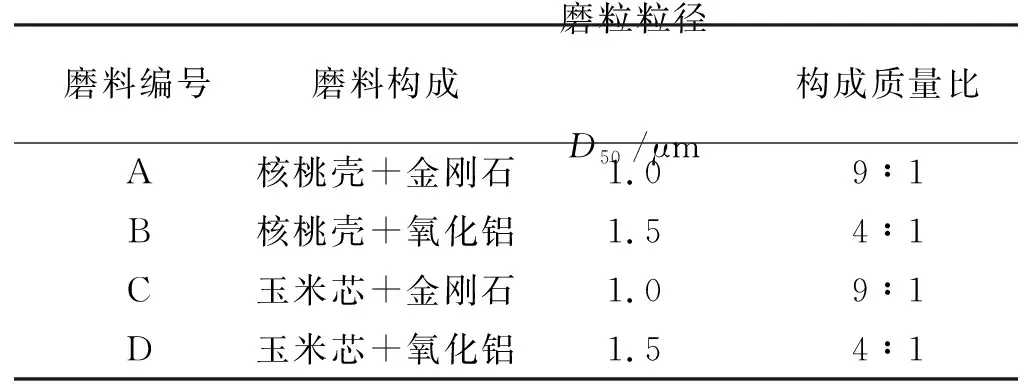
表1 磨料配方表
用表1中的4种磨料分别对图2所示的5种常见寿山石(俗称“印章石”)在表2的工艺参数下分别进行抛光试验,且每1种磨料只抛光寿山石的1个面。具体抛光过程为:首先将某种磨料装入设备的磨料桶中,后用纸胶带粘住某种寿山石的3个面使其只露出要被抛光的1个面,再将寿山石的一端通过夹具夹紧在抛光机主轴的旋转机构上,使寿山石没入磨料中;启动拖拽抛光机,调整加工参数为表2中的值,主轴通过旋转机构带动寿山石作行星运动,而磨料桶静止不动,通过寿山石表面与磨料的充分接触来实现其表面的抛光;抛光完成后取下寿山石并测量其表面性能参数。如此循环,可实现某种寿山石的4个面分别用4种不同磨料抛光的目的。为保证寿山石全程自动抛光的一致性,5种原始寿山石抛光前仅经过切割处理,未经过其他的磨抛过程,且切割时尽量保证同一块寿山石不同面的表面粗糙度基本一致,试验探究拖拽抛光技术应用于寿山石自动化抛光的效果及可行性。
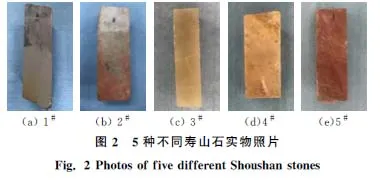
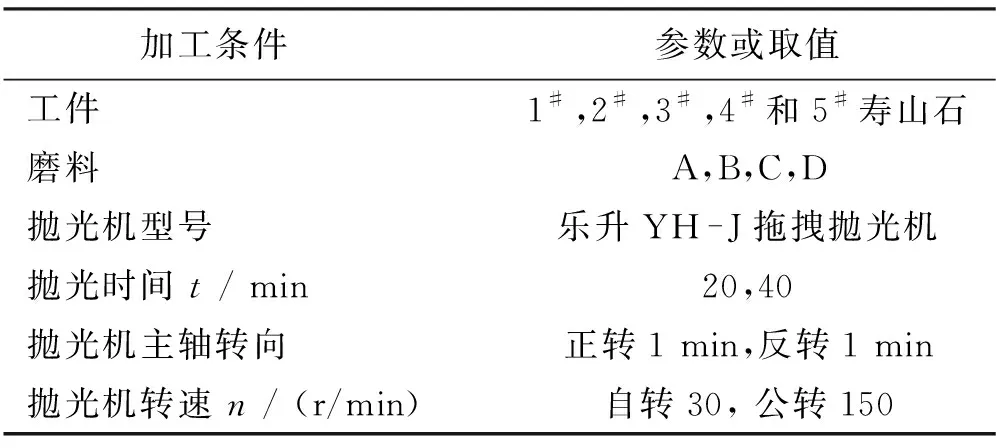
表2 抛光工艺参数
由于图2中的5种寿山石本身的材料属性差异很大,所以要想获得最好的加工效果,就需要对5种寿山石匹配不同的磨料来抛光。磨料的选择与验证过程为:(1)挑选磨料种类,改变磨料,不改变其他工艺参数,按表2条件抛光寿山石,完成后测量其表面粗糙度Ra值,初步获得其表面粗糙度最低时的磨料种类;(2)对不同寿山石的材料属性进行分析,分析其造岩矿物、显微硬度、矿物颗粒尺寸和颗粒致密度,从寿山石的微观及宏观特性层面上认识其属性对抛光表面质量的影响;(3)试验验证,将前面二者结合,挑选出适合某种寿山石抛光的具体磨料种类,不改变其他工艺参数,按表2条件再次抛光,完成后测量寿山石的表面粗糙度Ra值并观察其表面形貌特征,探究匹配磨料抛光后的寿山石表面质量改善效果。试验所用检测仪器设备如表3所示。
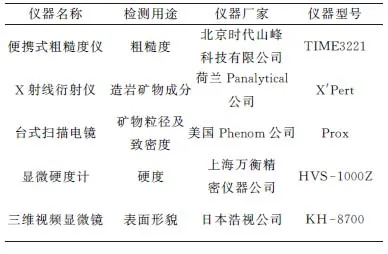
表3 检测仪器设备
2 试验结果与分析
2.1 不同磨料抛光后的寿山石表面粗糙度
图3为4种磨料抛光后的5种寿山石的表面粗糙度值对比。由图3a可知:用A磨料抛光原始寿山石1面,比较原始寿山石的表面粗糙度(t=0 min)和不同抛光时间下的表面粗糙度发现,1#、3#、4#和5#寿山石抛光40 min后的表面粗糙度都小于600 nm,但2#寿山石的表面粗糙度随抛光时间的延长一直在增大,抛光40 min后Ra值达1 258 nm。
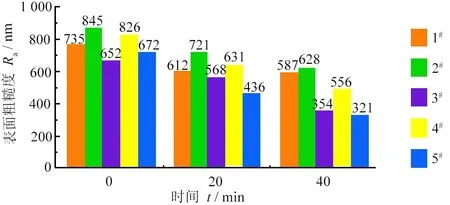
随后用相对软一些的磨料B,抛光原始寿山石的第2面,得图3b结果。由图3b可知:抛光前后,5种寿山石的表面粗糙度Ra值变化不大,只是有些波动。
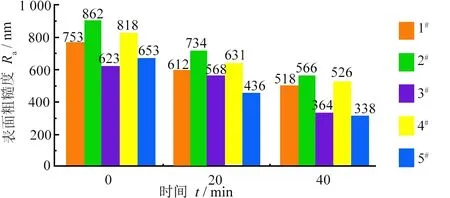
在用核桃壳体系的磨料A和B加工寿山石后,又选用玉米芯体系的磨料C和D对原始寿山石的第3、4面抛光。还是按照由金刚石到氧化铝的顺序,先用玉米芯加金刚石磨料C抛光寿山石第3面,得到图3c结果;再用玉米芯加氧化铝磨料D抛光寿山石第4面,得图3d的结果。
由图3c可知:1#、4#寿山石在抛光40 min后的表面粗糙度Ra值在600 nm以下;3#、5#寿山石的Ra值却随时间的延长出现了明显的下降,由最初的652和672 nm降到了354和321 nm。2#寿山石表面粗糙度Ra值变化也有下降的趋势,由最初的845 nm降到了628 nm。
图3d的结果表明:抛光40 min后,1#和4#寿山石抛光后的表面粗糙度Ra值趋于一致,分别为518和526 nm;3#和5#寿山石抛光后的效果也比较相似,Ra值可以控制到364和338 nm;而2#寿山石的Ra值变化最明显,由最初的862 nm降到了566 nm。
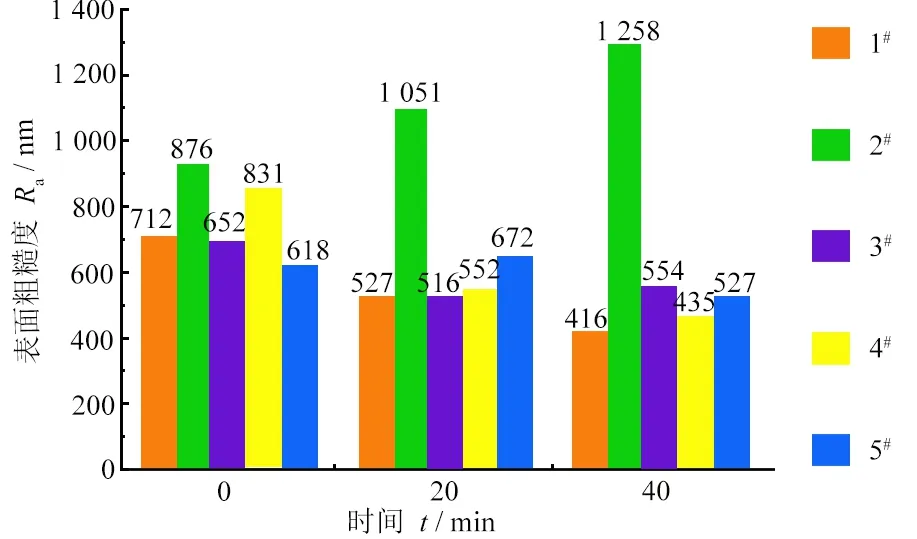
(a)A

(b)B
(c)C
(d)D
因此,以抛光40 min后的表面粗糙度单调下降来统计,1#和4#寿山石适合用A磨料抛光,1#~5#寿山石适合用C、D磨料来抛光。整体综合起来,以抛光40 min后的最低表面粗糙度来分析,1#和4#寿山石最适合用A磨料来抛光,2#寿山石最适合用D磨料来抛光,3#和5#寿山石最适合用C磨料来抛光。
2.2 不同寿山石抛光后的粗糙度差异原因
不同寿山石抛光后的表面粗糙度Ra值有差异是由于不同寿山石各自特性不同造成的。虽然图2中的5种寿山石同产于福建寿山,但寿山石的种类极为丰富,同一品种之间色泽、品质、机理等也各不相同,构成寿山石的造岩矿物更是复杂多变,且寿山石并不像金属材料那样致密且材料组分均匀。寿山石大多由多种矿物构成且矿物的颗粒大小不同,抛光加工时很难有相同的加工效果,因此加工质量也各不相同。与此同时,寿山石抛光时还需考虑其与磨料的硬度差,一般来说磨料硬度略大于寿山石硬度即可。二者硬度差太大,就会破坏寿山石的表面,增加一些原来没有的划痕;硬度差太小,就会影响抛光效率,甚至不能对其抛光。所以,要对寿山石样品的矿物构成、硬度及矿物粒径等基本属性进行分析,之后再匹配合适的磨料抛光[6]。
2.2.1 不同寿山石的矿物构成及硬度
对图3a中用磨料A抛光20 min后的5种寿山石进行XRD分析和显微硬度测试,XRD结果如图4所示,表4为其硬度测试结果。其中,为便于比较,把图4的结果也列入表4中。

(a)1#(b)2#(c)3#(d)4#(e)5#图4 5种寿山石的XRD分析Fig. 4 XRD analysis of five kinds of shoushan stones
如图4、表4所示:整体来看,除3#寿山石外,其他4种都为叶蜡石系寿山石。1#和4#寿山石因为在叶蜡石中混入了较多的石英,所以相对于其他3种寿山石硬度最大,抛光效果一般。2#寿山石的矿物组成虽然与4#的相同,但叶蜡石中混入了较多的云母,所以导致其硬度下降,且云母本身是层状物质,本来就很难抛光,故抛光后Ra值最大,加工效果最差。3#和5#寿山石的造岩矿物最纯粹,分别为叶蜡石和绿泥石,且绿泥石的硬度比叶蜡石的略大,故二者的Ra值最低,加工效果最好。
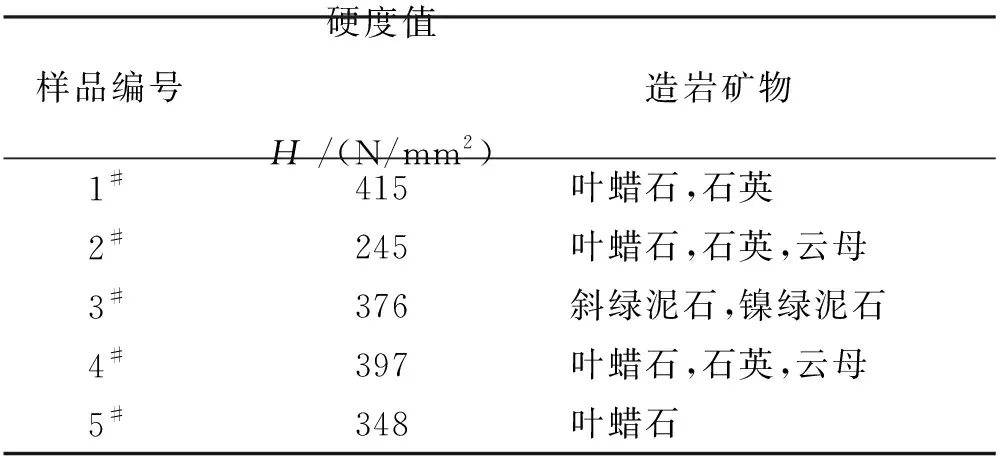
表4 5种寿山石的硬度、矿物构成
2.2.2 不同寿山石的矿物粒径及致密度
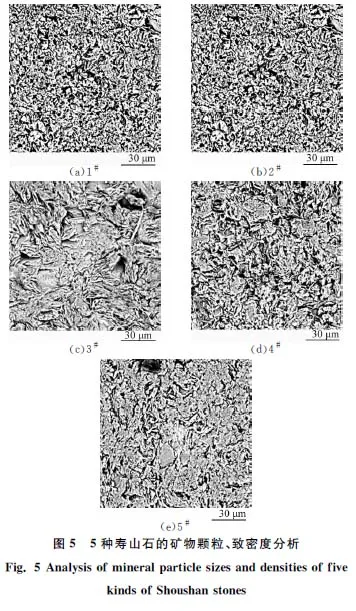
扫描电镜放大2 000倍下的原始寿山石矿物颗粒、致密度分析如图5所示。
由图5可知:5种寿山石的矿物颗粒粒径由大到小的顺序为3#>5#>4#>2#>1#,颗粒间的间隙由大到小的顺序为2#>1#>4#>5#>3#,其致密度则与颗粒间的间距相反。因此,2#寿山石的粒径较小、又最为疏松,导致其抛光效果最差。与前面的试验结果比较(图3b、图3c、图3d),3#和5#这2种石材抛光后的表面粗糙度Ra值最低,1#和4#这2种石材的次之,2#石材则越抛光越粗糙,Ra最大。所以,对于寿山石的抛光来说,要想获得良好的抛光效果,寿山石的矿物颗粒粒径越大越好,颗粒间越致密越好[7-8]。
2.3 不同寿山石抛光的磨料匹配及试验验证
将不同磨料抛光寿山石的试验结果与寿山石宏观、微观属性的分析结果结合起来,我们得到:1#、4#寿山石含有大量的石英,硬度较大,且矿物颗粒间距适中,适合用硬度较大的核桃壳加金刚石磨料A来抛光;2#寿山石含有大量云母,硬度最软,矿物结构最为疏松,适合用硬度较软的玉米芯加氧化铝磨料D来抛光;3#、5#寿山石造岩矿物纯粹,矿物结构最为致密,选用硬度适中、加工效率较高的玉米芯加金刚石磨料C来抛光。
为便于比较优选的不同磨料对不同寿山石的抛光效果,验证试验前在表2条件下都统一用粒径20 μm的绿碳化硅磨料对5种寿山石的表面处理20 min,并以此表面为原始表面,后再用优选的不同磨料分别对其抛光40 min,再观察各自被抛光后的表面形貌并测量其表面粗糙度值。对不同寿山石抛光前和抛光40 min后的表面形貌对比如图6所示,其中5种寿山石抛光前的表面是图2中原始寿山石的某一表面。
从图6可以看出:1#寿山石表面的凹坑抛光后变的平坦、光滑;2#寿山石抛光前表面粗糙、沟壑较深,抛光后表面平整,划痕细小;3#寿山石抛光前表面划痕较多,抛光后表面基本无划痕;4#寿山石表面不仅划痕较多而且还有少许割痕存在,抛光后的表面平滑均匀,颜色细腻;5#寿山石的表面划痕密集,抛光后纹理清晰。
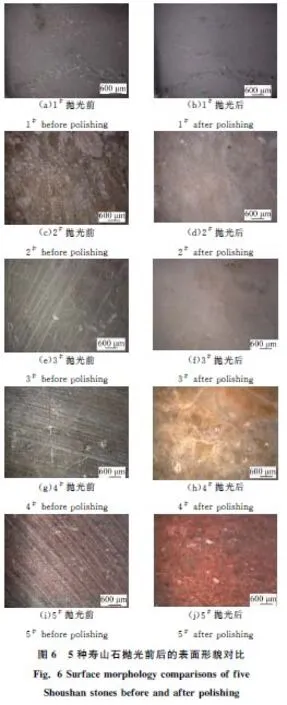
图7为抛光前后寿山石的表面粗糙度对比。从图7可知:1#、4#寿山石抛光后表面粗糙度Ra值分别为293和335 nm,相比抛光前降低了近500 nm;2#寿山石虽然只能抛到521 nm,但相比于抛光前,表面粗糙度Ra值也降低了321 nm;3#、5#寿山石抛光后的表面粗糙度分别为235、186 nm,下降了400 nm以上。
总之,在相同的加工参数和加工时间下,通过对寿山石匹配合适的磨料进行抛光,抛光后的寿山石表面白色破碎区、划痕等都得到了修复,其表面粗糙度至少下降了300 nm,抛光后的寿山石表面质量良好。遗憾的是,由于我们不能生产磨料,是购买厂家固定的磨料种类来进行抛光试验的,所以未研究磨料粒度、磨料组成、磨料浓度改变等因素对寿山石抛光效果的影响,这将是下一步研究的重点内容。

图7 5种寿山石抛光前后的表面粗糙度对比
4 结论
(1)寿山石由石英、叶蜡石、绿泥石及云母等矿物构成,其中的石英硬度大,抛光效果一般;云母是层状物质,硬度较低,很难被抛光;只有含叶蜡石及绿泥石的造岩矿物最纯粹,硬度适中,抛光效果最好。
(2)寿山石的抛光受其所含矿物颗粒粒径大小、矿物致密度的影响,矿物颗粒越大、矿物致密度越高,抛光效果越好。
(3)5种寿山石中,对含较多石英、硬度较大、矿物致密度适中的寿山石,用核桃壳加金刚石的磨料抛光,表面粗糙度Ra分别为293和335 nm;对含大量云母、硬度较低、矿物致密度较小的寿山石,用玉米芯加氧化铝的磨料抛光,表面粗糙度Ra为521 nm;对造岩矿物纯粹、硬度居中、矿物最致密的寿山石,用玉米芯加金刚石的磨料抛光,表面粗糙度Ra分别为235和186 nm。
猜你喜欢
宝石和宝石学杂志(2022年2期)2022-04-25
名家名作(2021年10期)2021-11-12
农家致富顾问·上半月(2019年6期)2019-09-10
海峡姐妹(2019年8期)2019-09-03
中国安全生产科学技术(2018年11期)2018-11-30
振动与冲击(2018年10期)2018-05-25
现代园艺(2018年1期)2018-03-15
海峡姐妹(2017年10期)2017-12-19
今日农业(2017年10期)2017-02-01
恋爱婚姻家庭·养生版(2016年1期)2016-01-07
