
研究化工机械高压容器简体的制造工艺
2020-10-20 05:35弋楠晁静
粘接 2020年9期
弋楠 晁静

摘要:高压容器作为化工机械中重要设备之一,具有举足轻重的作用,我国工业化进程不断发展,对化工机械设备的要求也越来越高,于是增加了高压容器制造的难度,尤其是其中的筒体。于是文章将主要研究高压容器筒体的制造工艺。化工机械中高压容器筒体的类型较多,不同类型筒体的制造工艺存在差别,于是文章针对壁厚筒体进行分析。首先对厚壁筒体的结构和特点进行分析,虽然该筒体存在一定的缺陷,但是还具有一定的应用市场,然后再主要分析筒体的制造工艺,希望让制造工艺变得更加成熟,从而提高厚壁筒体的质量和性能。通过该制造工艺,能够提高筒体的质量,降低折断或者裂缝的出现频率,并且降低燃料成本,最后制得的高压容器筒体能够在化工机械中发挥较好的作用。
关键词:化工机械;高压容器;筒体;制造工艺
中图分类号:TQ051.3
文献标识码:A
文章编号:1001-5922(2020)09-0133-04
21世纪以来,我国工业发展迅猛,各种化工机械设备不断发展,高压容器属于其中非常重要的一种设备,尤其在炼油行业、化工行业使用较多,且发挥着不可代替的关键性作用[1]。随着科学技术的进步,人类需要发生了变化,高压容器也在发生变化,向着高压、大型化、高温、壁厚等发展,导致高压容器筒体的制作难度增加[2-3]。且简体在实际制作过程中,已经发生过严重质量问题,比如简体折断、焊接裂缝、直径偏大等,这些质量必然会导致大量资源浪费[4-5]。所以文章将对高压容器筒体制造工艺进行分析,以期提高筒体制造的质量和效率。由于简体类型较多,不同类型简体的制造工艺存在差别,于是文章将主要研究厚壁筒体,对其制造工艺进行分析,该筒体属于我们常见的一种结构。
1 壁厚简体结构及其特点
在高压容器筒体类型中,厚壁筒体是最早使用的一种结构类型,具有较为广泛的应用,属于最为常见的结构[6]。该简体的主要制作工艺包含铸锭、压钳口、锻造筒体、机械加工等,图1即为壁厚简体制造的实际现场环境。
壁厚简体可以分为两种类型,一种为单层壁厚简体,另外一种为多层壁厚简体[7]。单层壁厚简体的应用范围最广泛,但是其中存在一定的缺陷,比如厚壁容器受压不均匀,安全性不是很好,于是就会使用强度比较高的材料制作该容器,但是这样的材料一般情况下塑性和韧性比较差,于是又会造成容器出现脆性断裂,而且还会增加制作成本。于是为了解决受力不均匀的现象,使用预应力法比较常见,主要做法就会在简体内壁表面施加外力[8]。可以使用缩套结构使得简体产生预应力,具体操作方法如图2所示,就是采用同心圆筒,将内层和外层进行紧密压缩,从而增加简体的强度。
2 高压容器简体的制造工艺
2.1 简节板的下料
一般情况下,筒节板的下料根据排版图进行,由于材料之前处于热处理状态,在制作筒节时,为了不改变材料状态,于是使用冷成型工艺。每个筒节展开的长度L可以根据以下公式进行计算:
L= π(Di+δ) +H+△L+2h
(l)
公式中Di表示的是筒节内径,H表示的是焊接收缩量,δ表示的是筒节板厚度,h表示的是预弯时直边留量,△L表示的是简体周长收缩量,且△L=π.△中,其中△φ表示的是内径堆焊时收缩量,如果没有进行堆焊,则△L=0。
如果需要计算小直径厚壁筒节展开长度L,因为直径小导致变形量大,如果还使用上述公式就会造成较大误差,为了降低誤差,可以计算其变形率,变形率计算公式如公式(2)所示,当该值大于5时,则使用公式(3)计算筒节展开长度。
公式中R0和Rf分别表示的时筒节成形前和成形后中面半径,f表示的是校正系数。
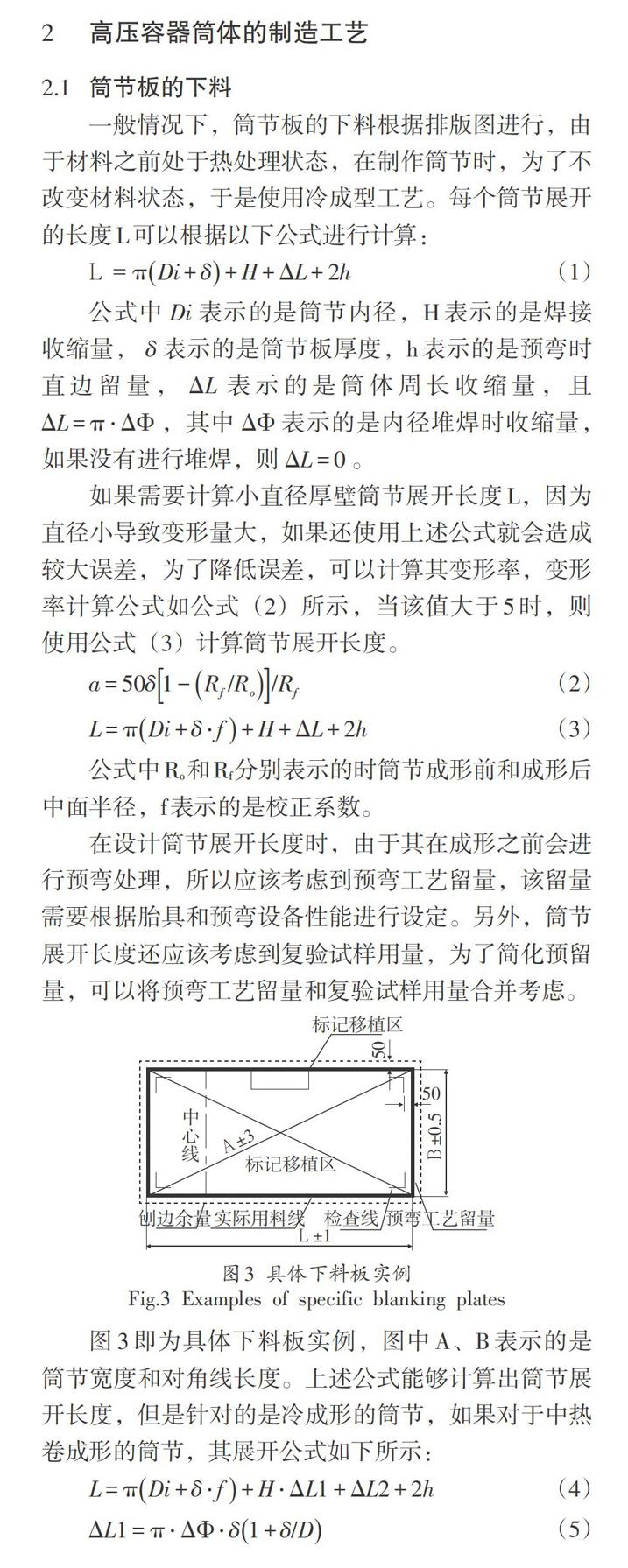
在设计筒节展开长度时,由于其在成形之前会进行预弯处理,所以应该考虑到预弯工艺留量,该留量需要根据胎具和预弯设备性能进行设定。另外,筒节展开长度还应该考虑到复验试样用量,为了简化预留量,可以将预弯工艺留量和复验试样用量合并考虑。
图3即为具体下料板实例,图中A、B表示的是筒节宽度和对角线长度。上述公式能够计算出筒节展开长度,但是针对的是冷成形的筒节,如果对于中热卷成形的筒节,其展开公式如下所示:
L=π(Di+δ.f)+H.△Ll +△L2+2h
(4)
△Ll=π.△φ.δ(1+ δ/D)
(5)
AL1=π.△φ
(6)
公式中,△L1和△L2分别表示的是筒体热卷伸长量和有堆焊时筒节周长收缩量,D表示的是筒节内径。
在计算过程中需要注意的是△φ会受到多种因素的影响,比如焊接规范、直径大小、焊接方法、材质厚度等,每个制作厂只能根据经验进行判断△中值。
2.2 简节板预弯
筒体板预弯处理需要在滚床或者压力机上进行操作,在进行该操作之前,首先需要制作内样板。使用压力机进行预弯处理之前还需要画出压胎位置线,如图4所示,为了增加压制成型的效果,需要进行多次压制成形,完成之后还需要使用样板进行检验,所使用的样板间隙不应该超过2mm。
2.3 筒节的成形
筒节板成形时需要选择何种成形工艺,成形方式有冷成形和热成形,就一般情况而言,选择冷成形方式比较好,能够将材料的热处理状态进行保存,但是还需要根据板厚、材质、直径、设备能力等实际情况选择最为合适的成形方式。如果限于设备能力或者厚壁直径比较小的筒节可以选择使用中温成形方式,如果温度环境低于0℃或者材质为Cr-Mo钢板是,需要选择温成形方式。不过需要注意的是不管使用何种热处理方式,都需要考虑钢板回火脆性温度。因为钢板会发生催化现象,研究表明,250℃ -400♀时钢板会发生低温催化现象,而当温度继续升高,达到325℃575℃时,钢板会发生高温脆化现象。所以筒节板使用中温成形方式时,其温度应该保持在575℃到材料回火温度之间。另外,温卷筒节的温度应该控制在250℃以下。在钢板中存在某些元素会影响其回火脆性,比如P、Sn、Mn等,于是在采购材料时,需要限制这些元素的含量。筒节成形如图5所示。筒节在成形过程中,还为了降低钢板脆断或者硬化的风险,需要控制好钢板在滚床上的碾压次数,
2.4 筒节的校圆
完成焊缝之后,为了保证筒节的圆度,需要对其进行校正处理。在校圆之前,需要将焊缝处的余高进行打磨,因为该余高会增加附加弯矩。还需要对焊缝进行100%UT检验,当检测合格之后才能开始进行校圆工作。同样,校圆有3种不同的处理工艺,分别为冷校圆、中温热校圆和温校圆,有些制造厂为了简单方便,全部使用中间热处理进行校圆,然而这种加工工艺没有较好的科学性,因为有些筒节不适合使用这种处理方式,除非受到设备能力的限制,选择冷校圆或者温校圆处理方式更为合适,如果使用中间热处理校圆需要考虑到以下3点因素:
1)中温热校圆时筒节板的厚度会减少
2)中温热校圆会增加燃料使用量,于是造成成本大幅度提高
3)中温热校圆时影响板材力学性能
筒节校圆时采用何种方式与上述分析的筒节成型方法一致,直径较大的筒节比较适用于冷校圆,且冷校圆的处理方式更加的具有普遍性,对于直径比较小或者Cr-Mo钢筒节比较适合于使用中溫校圆或者温校圆。且该校圆温度控制与上述筒节成型温度一样。筒节在校圆过程中,为了降低加工硬化和节板厚度减薄量,需要降低筒节在滚床上的碾压次数,当检测到筒节的圆度符合规范之后,就可以停止碾压。
2.5 筒节中环焊缝坡口加工
将筒节进行组队纵缝时,筒节端面的平整度很难得到保证,于是为了提高其平整度,将环焊缝坡口在校圆之后使用机械设备进行加工。另外,如果需要对大直径筒体进行焊缝,由于大直径的简体,其端面的平整度比较容易控制,不像小直径筒体一样,于是能够在筒节成形之前就进行加工环缝坡口。
焊缝工作属于一个精细化工作,由于筒节环焊缝坡口加工工作比较慢,于是为了提高焊接效率,选择窄间隙坡口能够减少焊接工作,图6即为窄间隙坡口形式图,该方式有助于提高工作效率。与一般埋弧自动焊相比,改用此焊接方式将有助于提高工作效率,尤其是筒节厚壁大于60mm时,其效率增加更加明显。加工窄间隙坡口时,筒节存在圆度,于是就会造成坡口在局部加工时,使其尺寸不能达到要求,此时需要对其进行打磨修整。
2.6 筒体组对焊接
完成上述环缝坡口之后,即可对筒体进行组队焊接,其中组队焊接的方式需要根据排版图和筒节标注的心线进行,而且在组队时还需要考虑到简体直线角和错边量,需要将其严格控制在一定范围之内,比如直线度允差不能超过筒体长度的1/1000,错变量不能超过20mm,且该值要等于或者小于壁厚的1/8倍,如果直立容器壳体长度已经大于30m,于是控制直线度允差的范围为不能超过(0.5//1000)+ 15。
筒体组队焊接过程中,需要按照标准的焊接工艺进行加工,在加工过程中重点控制工序包含以下几点:坡口需要清理干净、控制好焊道层间温度和预热温度、清根后的打磨和无损检验、焊接完成之后需要立即消除氢。化工机械高压容器简体的主要制作工艺即完成。但是还需要对其进行无损检测和焊接检测,以防止生产的筒体存在质量问题。另外,为了提高筒体的质量和加工效率,应该做好相关的管理工作,选择工作经验丰富有责任感的工人进行加工处理。
3 结语
文章主要分析的是厚壁高压容器筒体的制造工艺,通过使用该工艺完成简体制造,能够降低筒节板形成过程中的各种问题,比如发生折断、出现焊缝裂纹等,而且还能够节约大量的燃料,降低制作厂的成本消耗。由于高压容器简体的类型较多,每种筒体的制造工艺存在差别,文章仅仅只对厚壁高压容器简体的制造工艺进行分析,但是该工艺也可以作为其他类型简体制造的参考。高压容器简体的制造工艺会受到多方面因素的影响,从而造成简体存在质量问题,所以在加工过程中需要严格按照相关操作进行,防止出现任何的简体质量问题。另外,随着我国科学技术的快速发展,各种新技术新方法的使用,将有助于提高化工机械高压容器筒体制造的效率和质量。
参考文献
[1]罗彩霞,梅瑛,许志珍,高压容器筒体与封头连接处有限元分析及优化[J].压力容器,2011(8):35-38+43.
[2]甄亮,江楠,整体多层夹紧式高压容器超压试验的应力分析及压力确定[J].压力容器,2009(07):26-31.
[3]袁松,翟建广,张斌,等.纤维增强热塑复合材料高压容器制备工艺[J].上海工程技术大学学报,2019,33(02):102-105.
[4]郑津洋,超高压容器的典型事故案例和对策分析[J].压力容器,1991(4):52-56.
[5]李春梅,郝光香,崔艳,等,压力容器爆破实验装置的创新设计与制作[J].高师理科学刊,2017,37(12):49-51.
[6]吴瑞萍,李斌,阙卫平,厚壁筒体卷制成型碾长量的形成原因及工艺优化[J].电焊机,2019,49 (12):107-111.
[7]沈鹏羽,多层包扎式结构在高压容器中的应用[J].石油化工设备技术,2009(1):10-11+14.
[8]颜永年,郭和德,俞新陆,预应力多层筒体(模具)的优化设计[J].重型机械,1981(7):38-45.
作者简介:弋楠(1983-),男,大学本科,研究方向:材料性能和材料检测。
猜你喜欢
中小企业管理与科技·上旬刊(2017年1期)2017-01-06
科技创新与应用(2016年34期)2016-12-23
中国市场(2016年41期)2016-11-28
科技视界(2016年17期)2016-07-15
读写算·教研版(2016年8期)2016-05-07
计算机辅助工程(2016年1期)2016-03-15
现代经济信息(2016年1期)2016-01-25
科技与创新(2015年7期)2015-05-05
