
窄环形工件装夹方法
2020-10-20 06:25王赛香
科学与财富 2020年20期
王赛香
摘要:对于窄环形工件外周面的加工,通常采用卡盘进行夹持,为了防止卡爪对加工造成干涉,卡爪支撑窄环形工件的水平外支撑面的宽度应小于窄环形工件的宽度,这导致卡爪的水平外支撑面的宽度过窄,在对窄环形工件的装夹中会产生诸多不便。本文介绍一种能够方便操作提高加工效率以及安全性的窄环形工件装夹方法。
关键词:窄环形工件,卡爪,装夹。
在对窄环形工件进行装夹的时候,由于卡爪的水平外支撑面比较窄,在放置工件的时候需要尽量将工件与夹具的轴线对齐,这无疑给装夹带来了不便,下面介绍一种对窄环形工件装夹时无需刻意将工件与夹具的轴线对齐的夹持装置。
1、窄环形工件夹持装置
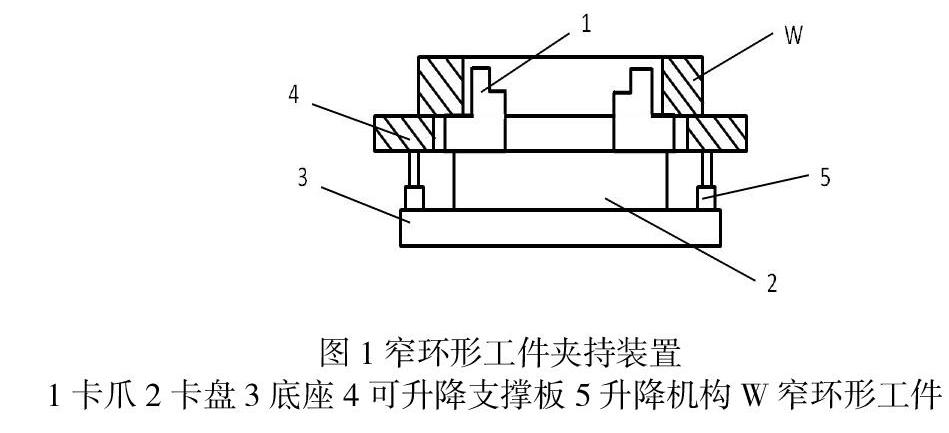
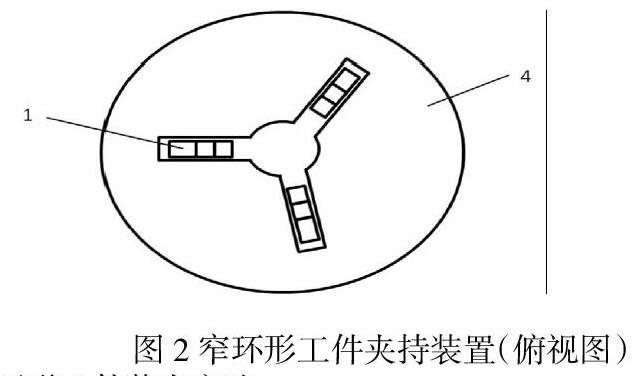
一种窄环形工件夹持装置(如图1、2所示),包括将卡盘2、卡爪1、底座3、可升降支撑板4、升降机构5,卡爪1设置在卡盘2上,卡盘2设置在底座3上,底座3上设置有升降机构5,可升降支撑板4与底座3之间通过升降机构5连接,可升降支撑板4还设置有供卡爪1径向滑动的滑动槽,卡爪3设置有三个且沿卡盘2周向均匀间隔设置,卡爪1包括径向抵接工件 W 内壁的竖直面和水平支撑工件 W 底面的水平外支撑面,其中水平外支撑面的外径小于工件的外径,可升降支撑板4的顶面用于支撑工件 W 的底面,且可升降支撑板4的外径大于工件 W 的外径,升降机构5可以是气缸或电动伸缩杆等。
2、窄环形工件装夹方法
采用图1、2所示的窄环形工件装夹装置进行装夹的步骤如下:
(1) 装夹前,卡爪1处于收缩状态,升降机构5处于伸長状态,可升降支撑板4的顶面与卡爪2的水平外支撑面平齐,从而可升降支撑板4的顶面能够为窄环形工件提供最大的支撑面;
(2) 进行装夹时,采用机械手(未示出)将窄环形工件放到可升降支撑板4的顶面上,只要全部卡爪落入窄环形工件的内环即可,无需刻意使窄环形工件的轴线与卡盘的轴线对齐;
(3) 驱动各卡爪1径向向外伸长,使得各卡爪1的竖直面抵接窄环形工件的内壁以及卡爪1的水平外支撑面支撑窄环形工件的底面,从而将窄环形工件夹持固定,然后驱动升降机构5收缩,可升降支撑板4也随之下降,从而使可升降支撑板4的顶面与窄环形工件的底面脱离,这样窄环形工件的外环面为部分悬空的,为后续窄环形工件外周面的加工提供加工空间;窄环形工件加工完毕之后,各卡爪径向向内稍微收缩,使卡爪竖直面与窄环形工件内壁脱离,然后采用机械手将窄环形工件卸下,可升降支撑板4上升复位至其顶面与各卡爪的水平外支撑面平齐。
3、结语
通过本文所介绍的窄环形工件夹持装置,在装夹窄环形工件的时候无需刻意将窄环形工件的轴线与夹具的轴线对齐,只要使各卡爪都位于窄环形工件的内环就行,这样大大提高了装夹效率并提高了安全性。
猜你喜欢
汽车实用技术(2022年19期)2022-10-19
汽车工艺师(2021年8期)2021-08-28
内江科技(2021年3期)2021-04-04
机械制造与自动化(2020年3期)2020-07-16
制造技术与机床(2018年12期)2018-12-23
机械工程与自动化(2018年6期)2018-12-21
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
装备制造技术(2016年7期)2016-09-26
设备管理与维修(2015年12期)2015-12-25
