动车组轮对轴端智能检修工装的研制与应用
2020-11-02 12:13夏剑敏
轨道交通装备与技术 2020年5期
夏剑敏
(上海动车段 上海 201812)
1 现状分析
经调研国内机车车辆检修行业, 轴端检修组装中的扭矩控制方法主要分四类:一是手工组装零部件,没有扭矩反馈,主要靠手感;二是采用机械声响扭矩扳手,当扭矩达到设定值时有声响提示,并以声响提示作为唯一合格标准,缺点是无法获知实际扭矩值,手动操作容易造成扭矩超限;三是使用大扭矩扳手时需要使用扭矩倍增器,而扭矩倍增器需要从工件上借力,对车体零部件有损伤的风险;四是使用风动扭矩扳手进行拧紧,虽然效率较高,但是扳手头输出扭矩值的大小无法精确控制。
目前国外机车车辆检修行业中, 轴端检修组装已经采用电动离合器扳手或数显扭矩扳手,其特点是精度较好,但作业重复性方面仍然不足,无法支持智能组装和过程的自动卡控管理,主要应用在单工位、单工步作业,适用面窄,比较适用于作业量较小的情况。
通过比较国内外同类技术,同时结合目前全路动车组数量的逐年大幅度增加且轮对轴端装配任务越来越重的现实情况,有必要开展动车组轮轴装配工装现代化的研究,目的是实现按标准流程引导螺栓紧固装配、自动采集作业数据、装配过程防错、作业人员身份校核、工具智能校验、结果远程查阅、历史数据分析等功能,实现装配作业的信息化、标准化、安全化、高效化,并以动车组高级修轮轴组装工位为试点进行应用验证。
2 研究内容和实现方案
2.1 设计思路
根据动车组轮对检修作业指导书和现场零件紧固装配工艺规程,研发形成一套搭载智能装配管理系统的动车组轮对轴端检修智能装配工装,并配套安装于检修工位之上。具备实时采集和存储安装数据、顺序、人员等信息,纠正安装错误,实现装配的全过程管理,提高检修装配质量,降低安全风险、降低作业人员劳动强度等特点,主要应用方向是动车段动车组轮对轴端检修组装过程的智能化螺栓紧固作业质量卡控。
2.2 总体方案
工装全部安装在专门设计制造的龙门滑轨式框架内, 框架内的系统总体架构如图1所示, 由无线电动扭矩扳手、 有线电动扭矩扳手、 智能控制柜A/B、 扭矩分析管理、 人员识别模块、 无线扫码系统、服务器和远程查看客户端组成。电动伺服扭矩扳手用于预紧、拧紧作业时采集扭矩数值,具有针对设定扭矩值超限报警的功能。控制柜A/B用于将车组编号、人员、螺栓位置、扭矩等信息关联。扭矩分析管理在网页端运行,用于分析管理扭矩数据,具备扭矩输出拧紧曲线预设功能,可实时形成分析图表,辅助质量分析和提高质量。人员识别模块用于作业时卡控操作者资质,自动识别比对作业人员是否已经过培训考试合格并取得设备操作证,避免人为引起操作失误和财产损失。无线扫码系统用于自动采集录入待作业轮对编码信息。服务器采用高可靠性磁盘阵列确保数据安全,作业扭矩、安装时间、作业人员等各类信息本地实时存储,通过铁路内网实时上传本地信息或从服务器下载作业任务,技术管理层可修改服务器内工艺数据实现技术更新和替换,其他管理层可访问数据库掌握最新的作业动态、合格率统计、用时统计、历史数据查询等。作业流程如图2所示。
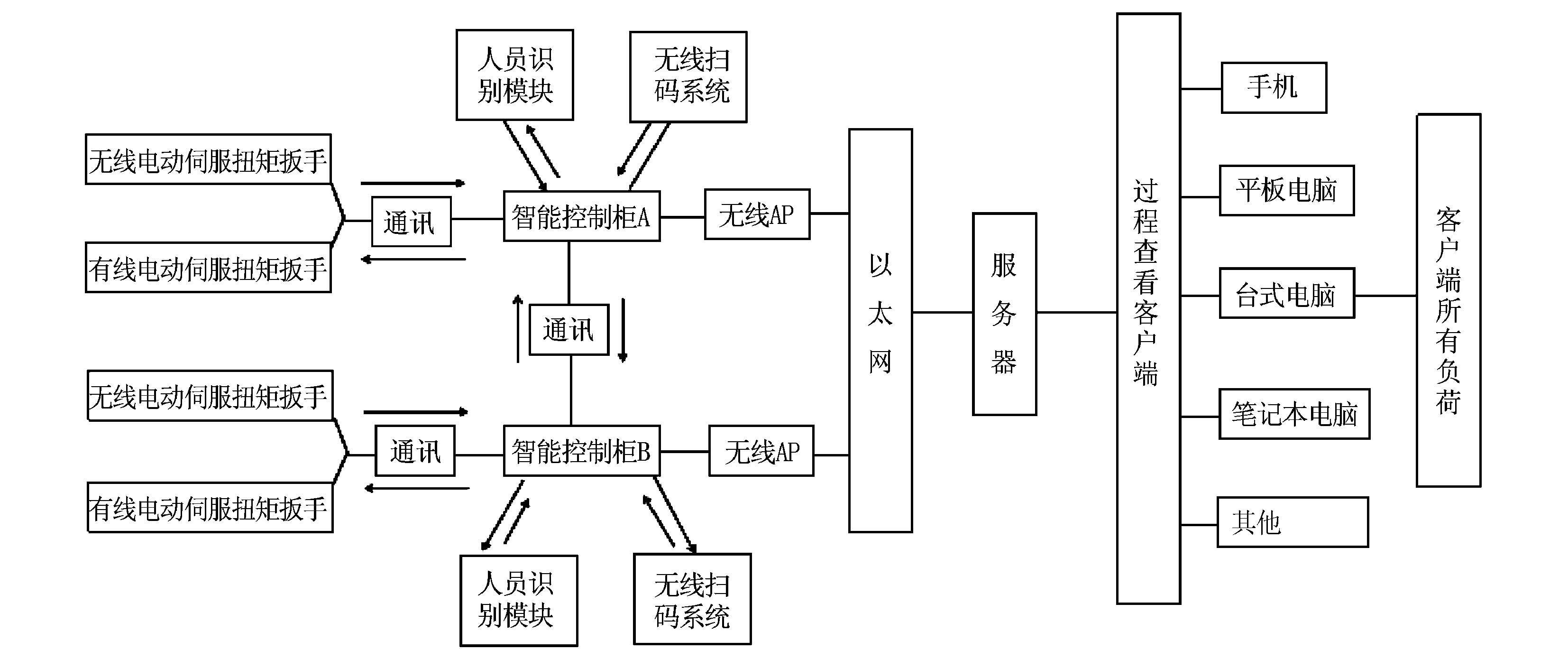
图1 系统总体架构图
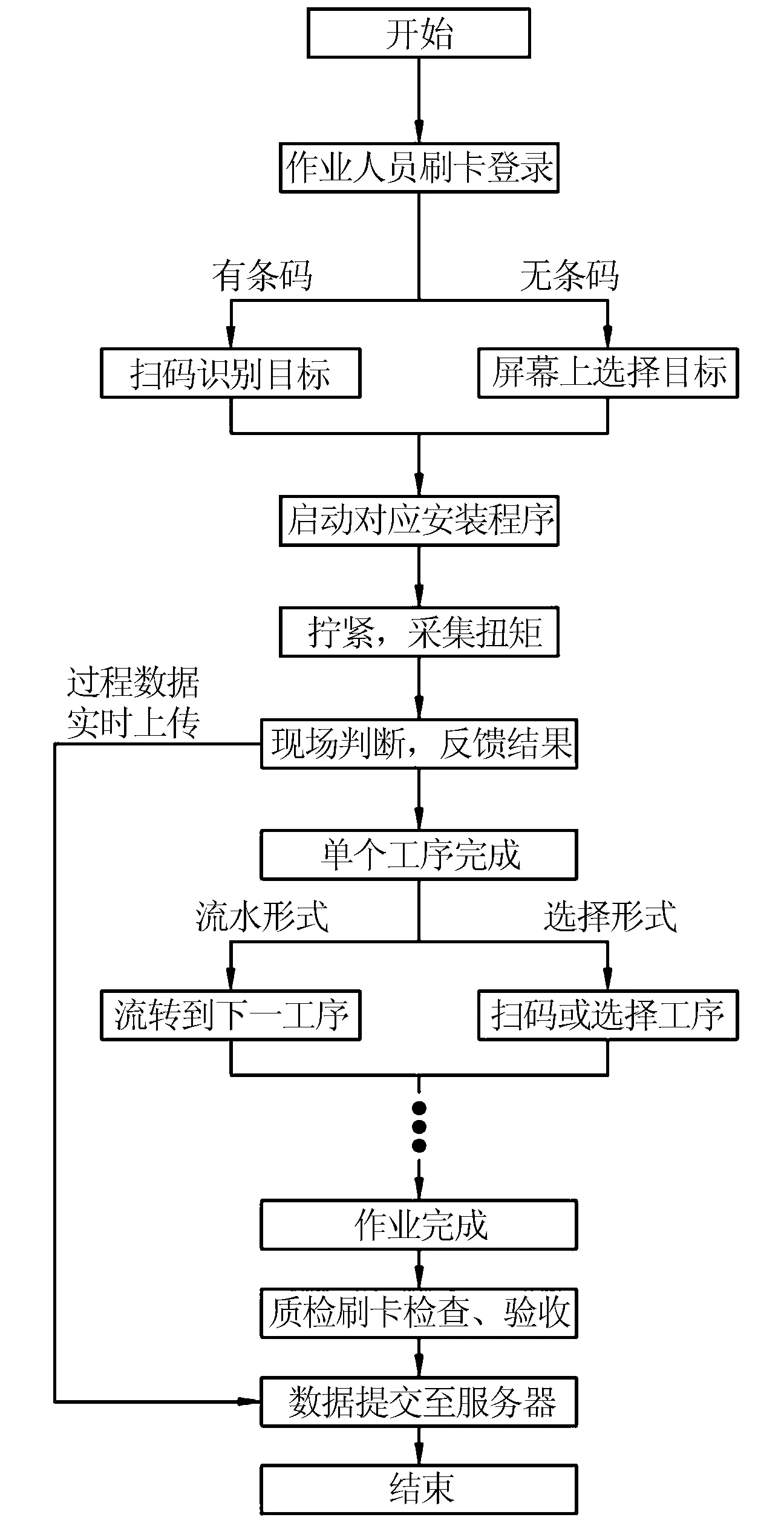
图2 作业流程图
2.3 轴端组装框架结构的研制
经过现场调研动车组高级修轮轴间轮对轴端组装工位,构思了多套轮对轴端组装框架结构方案。
方案1:单轴作业地轨龙门滑动框架结构模式(见图3)。此方案的优点是可以避开现场的起重机吊车作业,车间作业空间占用少,移动方便灵活,可实现单条轮对同时作业。缺点是需要在地面铺设2条滑轨,地基施工量大;在沿着东西轨道方向上始终占有一个框架宽度的尺寸;多条轮对同时作业时,只能逐个进行,不能两侧轮对轴端分开离散作业,机动性较差。
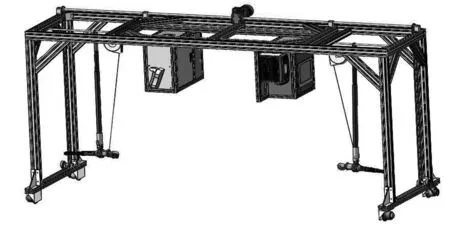
图3 单轴作业地轨龙门式滑动框架图
方案2:双轴作业地轨龙门滑动框架结构模式(见图4)。此方案的优点是可以避开现场的吊车作业;车间作业空间占用少,移动方便更灵活;可实现单条轮对同时作业;可实现轮对轴端双轴作业,工作效率高。缺点是需要在地面铺设两条滑轨,地基施工量大;在沿着东西轨道方向上始终占有一个框架宽度的尺寸;多条轮对同时作业时,只能逐个作业,不能两侧轮对轴端分开离散作业,机动性差。
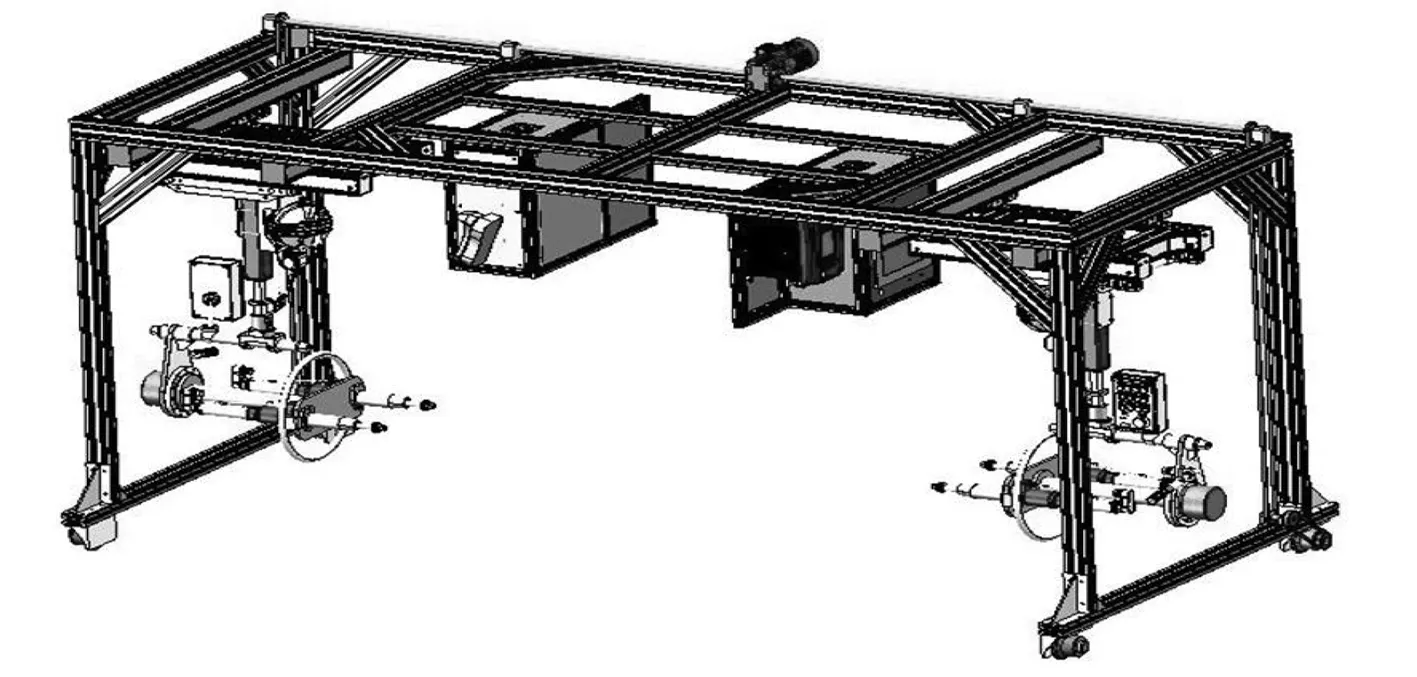
图4 双轴作业地轨龙门式滑动框架图
方案3:单轴作业龙门框架结构模式,如图5所示。此方案的优点是几乎无地基施工量;可以单条轮对两侧同时作业,也可以两端轮对离散作业,既可以实现单个作业,也可以实现层级作业,工作方式多样,可自由组合,工作效率高,机动性强。缺点是设备区域不能使用车间内起重机吊物,龙门框架占用面积较大。
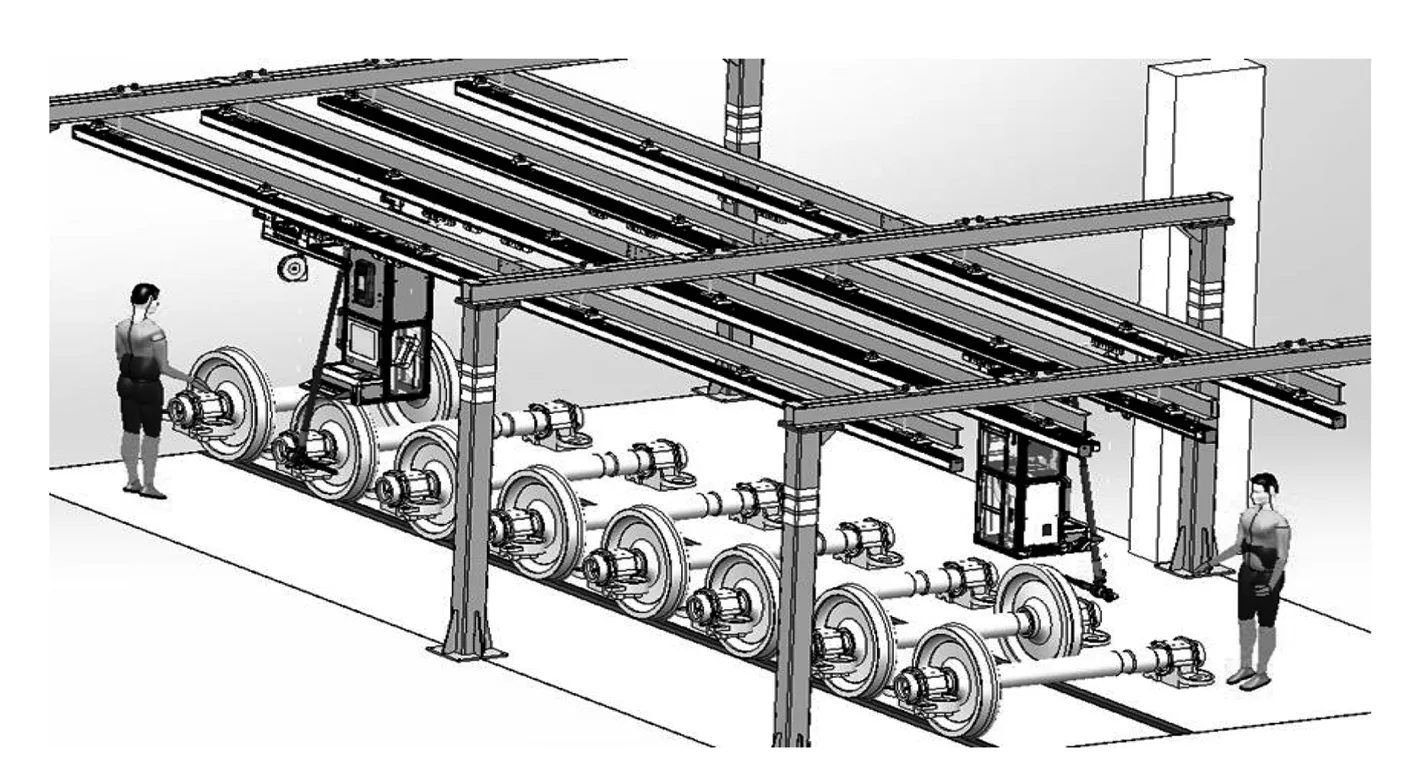
图5 单轴作业龙门框架图
由于现场轮轴间轮对轴端组装作业区域不需要使用起重机,再结合现场作业节拍、物料供应、人员安排等因素,实际工作除了单条轮对作业外,还存在多条轮对双侧离散作业的情况,综合考虑后最终选择方案3的单轴作业龙门框架结构。
2.4 拧紧工具的选择
为验证各类工具效果,将扭矩扳手、动态传感器、静态传感器串行安装,对各种扭矩扳手的作业控制精度进行测试。第一步测试是在设定值为23 N·m的条件下,采集拧紧过程扭矩的首峰值和峰值,得到的典型拧紧曲线如图6、图7和图8所示。第二步测试是分别设定15 N·m和30 N·m条件下测试50次,得到测试值和误差方面的统计结果,如表1、表2所示。综合第一步和第二步的测试结果可以发现,人工操作声响扭矩扳手,出现声响提示音时的扭矩值与设定值始终无法对应,其误差值偏大,且存在一次扭力释放后二次瞬间加力超限的情况。数显扭矩扳手在人工操作下扭力能平稳增加且柔和地达到设定值,缺点是此曲线的实现对人员的技能和体力要求极高,完全靠人的熟练度以及人为保持缓慢加力,实际操作中前后两次的扭矩曲线上升加力段斜率偏差较大,不仅一致性差,而且作业效率低。电动伺服扳手由于采用了程序控制,每次的拧紧过程一致性很好,在扭矩达到设定值时能立即释放,且能二次施加一次小于设定值的扭矩,进一步确保拧紧有效。因此,在拧紧工具配置中优先选用电动伺服扳手作为拧紧工具,其优点是能实现轴端螺栓拧紧作业过程完全程序化,作业效率高,不受操作人员影响,可以匹配获得最好的实际安装值。
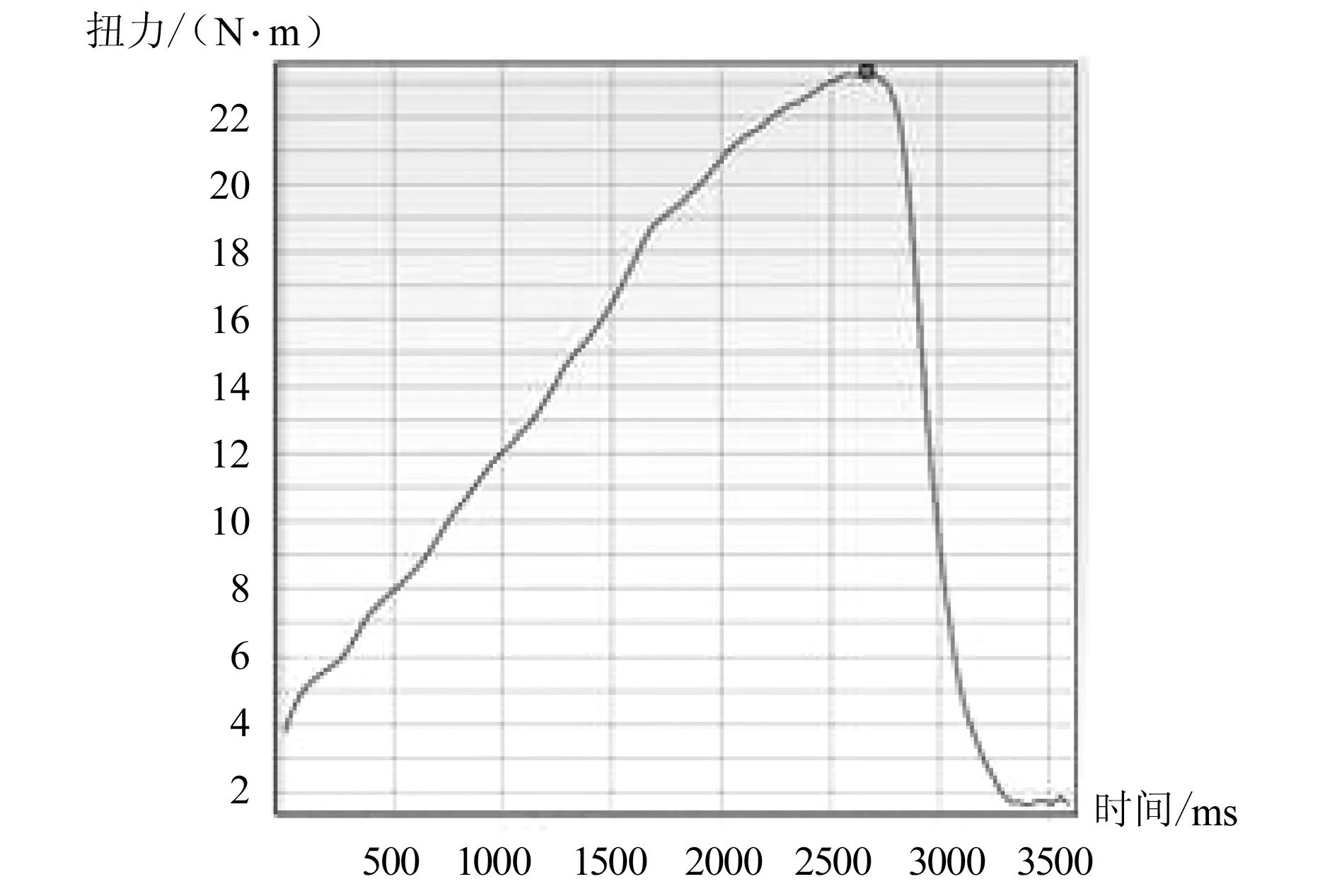
图6 机械声响扭矩扳手
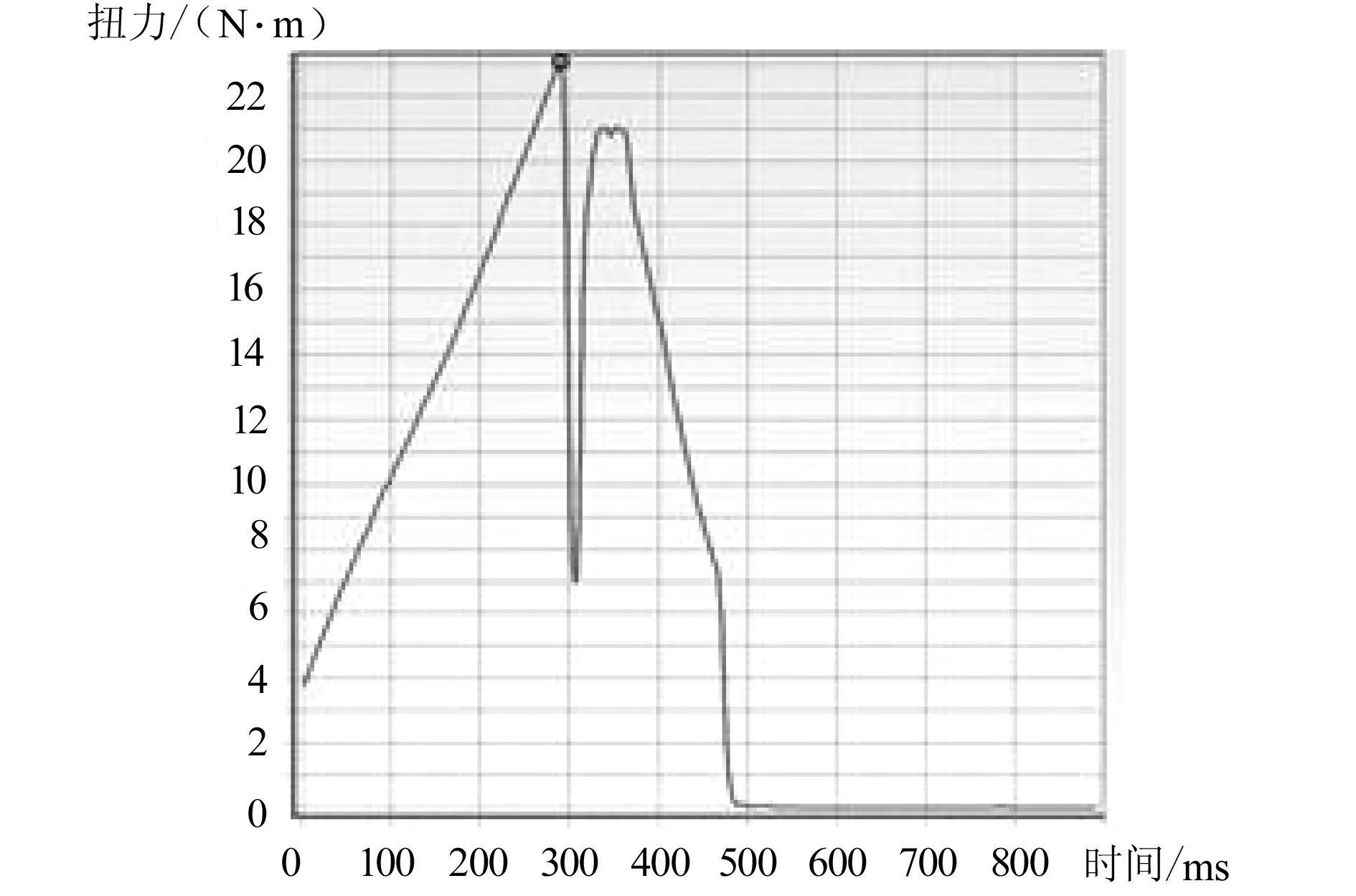
图7 数显扭矩扳手
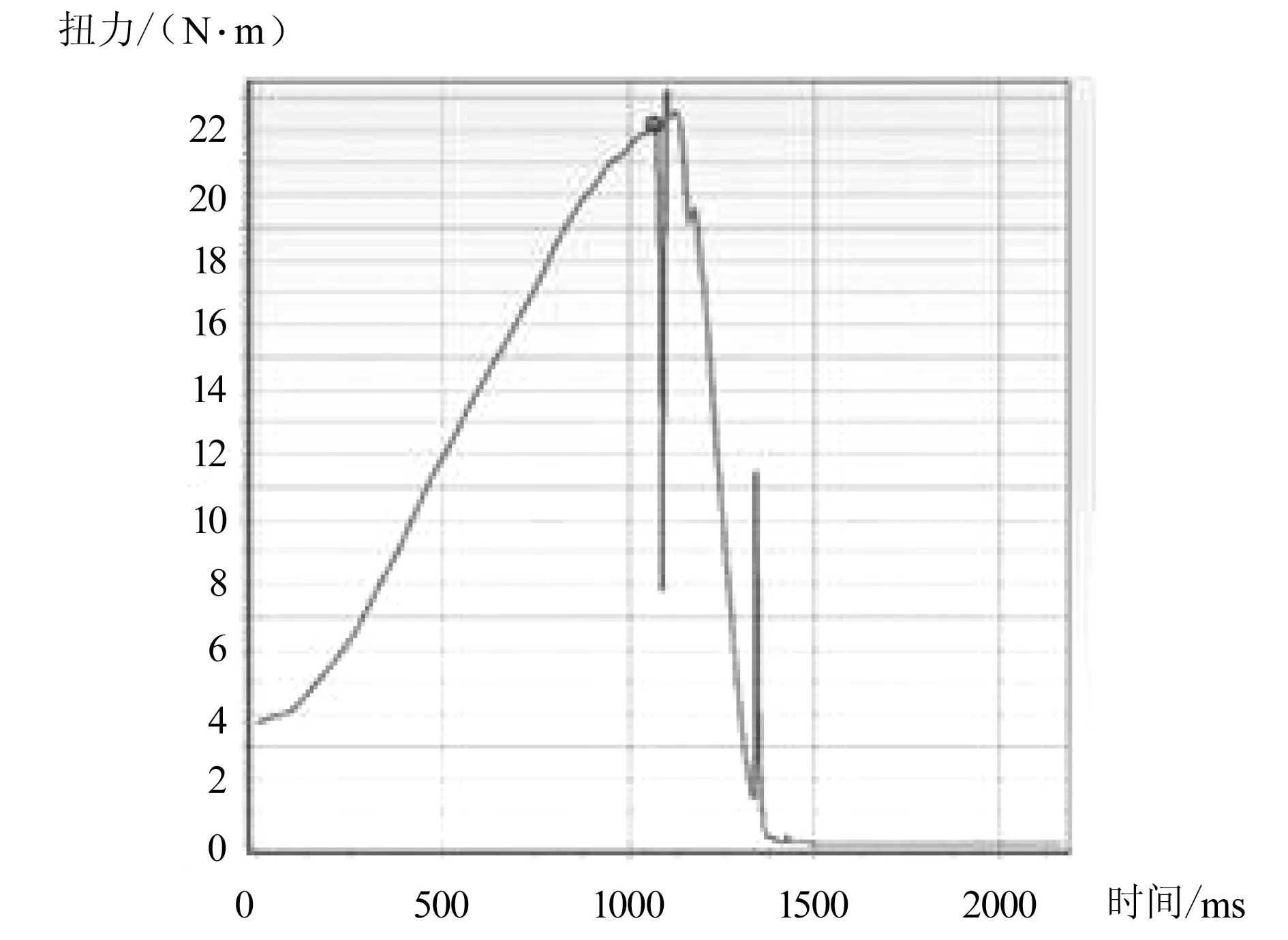
图8 电动伺服扳手
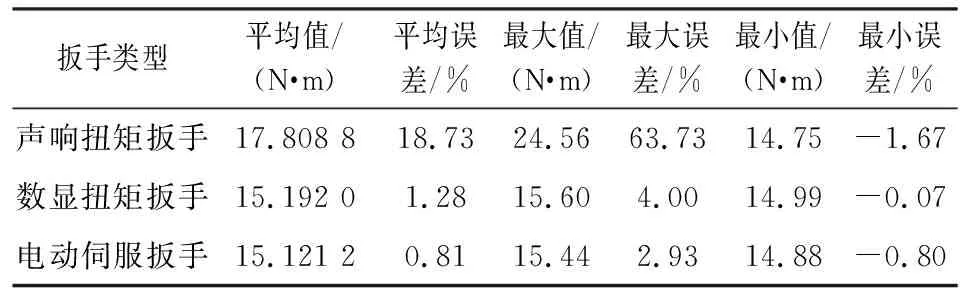
表1 15 N·m条件下,50次测试统计结果
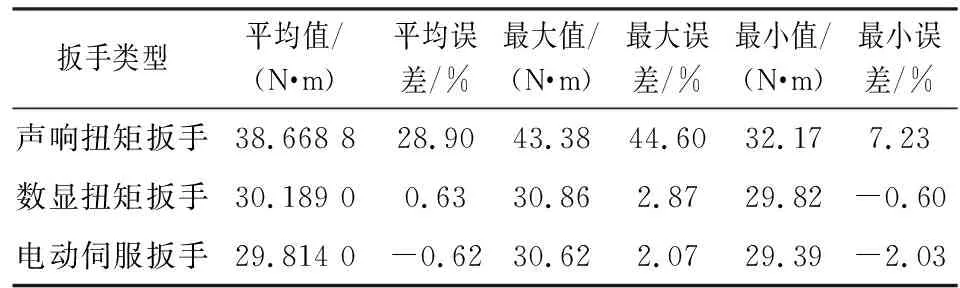
表2 30 N·m条件下,50次测试统计结果
2.5 轴端装配安装典型错误的防范
生产过程中,常见的轮对轴端安装错误有螺栓太短/长、漏装/多装垫片、螺纹乱扣/螺钉放偏、盲孔、滑牙/工件变形等。防范措施如下:(1)工装选配的电动扭矩扳手内置传感器可实时检测螺栓拧紧时遇到的阻力,软件可分析比对各状态下的拧紧扭矩-时间特征曲线、扭矩-角度特征曲线,计算出合格安装与不合格安装的临界阈值,通过自动调节转速和力矩,避免速度、力矩突变过大而造成拧紧缺陷。(2)软硬件结合后具备自动检测和报警螺栓垫片选配错误功能,可通过扭矩-角度互控判别图(见图9)自动识别各错误安装并报警。(3)软件设计同步考虑将套筒选择器和各个作业工序精确对应,在错拿套筒时,给出声光报警提示,防止扭矩错打。(4)优化工艺过程管理卡控,通过实时采集和存储所有工艺步骤点的扭矩值,与工艺流程设定值比对,实现作业流程卡控。
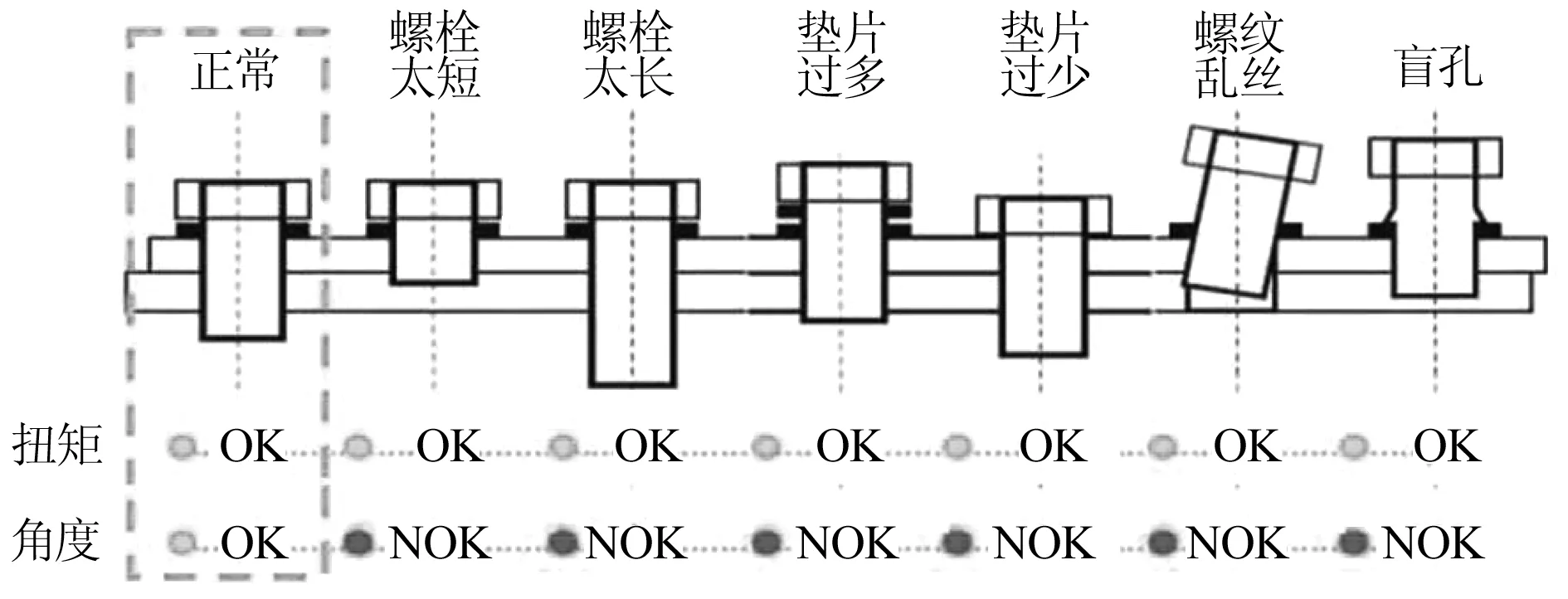
图9 扭矩与角度互控判别图
2.6 可平衡重力及抵抗反力的拧紧装置的设计
为防止操作人员拧轴端螺栓时被反作用力伤害,同时也为提高工作效率,专门设计制作了一款与龙门框架结构匹配的可平衡重力及抵抗反力的拧紧装置,用于替代传统的反作用力机械臂,如图10所示。滑车组件固定安装在平衡器滑轨上,平衡器滑轨位于水平方向,平衡器滑轨底部开设有T型槽,T型槽内安装有滑环;弹簧平衡器的一端连接在滑环上,并可以沿着平衡器滑轨的左右方向滑动,另一端与电动扳手手柄上的挂环连接;碳杆反力臂为弹性可伸缩结构,其两端分别通过铰链连接在电动扳手的手柄上和滑车组件上,碳杆反力臂上的相邻两节反力臂连接处设有限位套,增加相邻两节反力臂之间的摩擦力,提高抗压强度。与传统的反作用力机械臂相比,采用弹簧平衡器和碳杆反力臂进行拧紧作业时,整个拧紧机构带动扳手移动位置非常灵活,工人可以轻松地用扳手头寻找螺栓孔的位置,实现拧紧作业,完成不同轮对轴端的组装作业,大幅降低了劳动强度,提高了工作效率。目前根据该装置申请的“一种可平衡重力及抵抗反力的拧紧结构”已获国家专利。
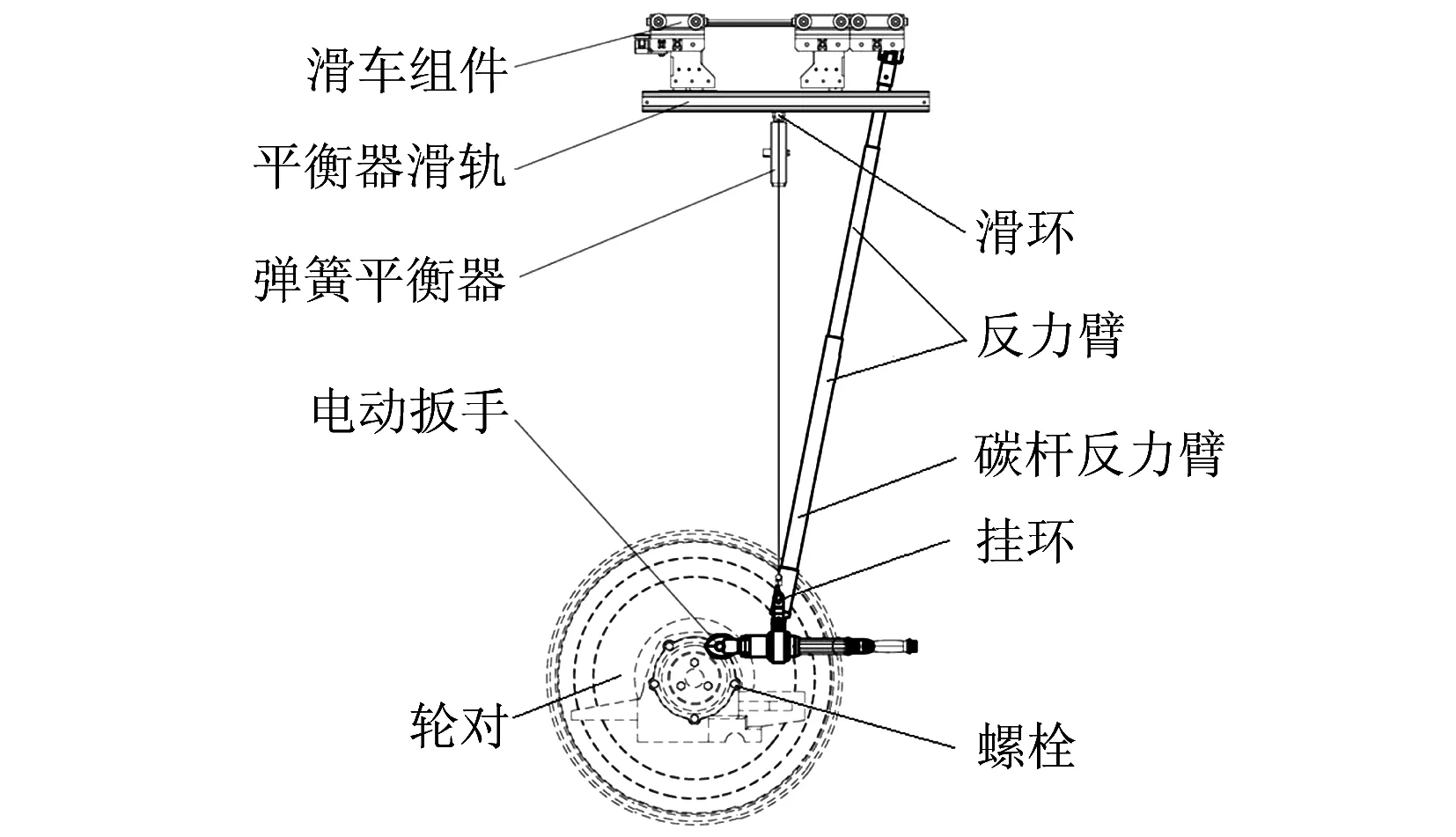
图10 可平衡重力及抵抗反力的拧紧装置
3 总结
该工装已在上海动车组高级修轮轴组装工位成功投入使用,实现了动车组轮对轴端组装的过程控制、扭矩管理、工具管理、配件识别、人员管理、数据记录、错误提示、远程监控等功能,轮对轴端的螺栓预紧效率提高了3倍,轴端安装作业更加精确、高效、规范,实现了装配作业的信息化、标准化、安全化、高效化,对动车组轮对轴端检修组装的过程卡控起到了良好的示范作用。
猜你喜欢
铁道车辆(2021年3期)2021-08-27
河北书画研究(2020年1期)2021-01-18
内燃机与配件(2020年14期)2020-09-10
轨道交通装备与技术(2020年1期)2020-05-22
文苑(2019年24期)2020-01-06
凿岩机械气动工具(2017年3期)2017-11-22
军营文化天地(2017年7期)2017-09-25
电子技术与软件工程(2017年3期)2017-03-22
棋艺(2016年6期)2016-11-14
军事文摘·科学少年(2016年8期)2016-11-02