搅拌摩擦焊在轨道交通车辆的应用研究
2020-11-02 12:13张泽勇林正帅王泽文
轨道交通装备与技术 2020年5期
张泽勇 林正帅 傅 晔 王泽文
(中车青岛四方机车车辆股份有限公司 山东 青岛 266111)
0 引言
随着我国经济的发展,高速动车组、地铁、城际动车组等轨道交通车辆的需求大幅增加。目前各种类车辆的车体材料一般采用铝合金,少数为不锈钢,基本90%以上的焊缝采用电弧气保焊进行焊接。
气体保护焊是一种熔化焊方法,焊接过程中通过在填充金属和母材之间引燃的电弧将金属熔化形成熔池,进而冷却凝固形成焊缝接头,在保护气氛围下,电弧稳定燃烧,熔池可避免被氧化。该方法操作简便、焊接效率较高,但对母材及填充金属的焊前处理要求较高,且焊接过程中会产生弧光、烟尘、飞溅等,造成工作环境的恶化。对母材的局部进行加热,接头会产生残余应力,且易出现气孔、裂纹、夹渣等缺陷,影响接头的质量。为克服以上气保焊接头的缺点,各轨道交通车辆生产商已尝试使用搅拌摩擦焊来代替气保焊,以获得更高的效率和接头质量。
搅拌摩擦焊是一种无弧光、无烟尘、无须使用焊丝的绿色环保焊接方法,焊后变形小,残余应力小,且焊缝组织细小,无气孔及元素烧损等问题,已在航空航天、造船、汽车等行业取得广泛应用。
1 搅拌摩擦焊的原理
搅拌摩擦焊是英国焊接学会TWI于1991年发明的焊接方法[1]。经过二十多年的发展,搅拌摩擦焊可焊接的材料领域逐渐由低熔点合金向高熔点合金发展。焊接时,通过由耐磨材料制成的搅拌头在被焊材料的连接处快速旋转,使得被焊材料与搅拌头之间摩擦产生摩擦热,进而达到塑化状态。搅拌头沿着被焊界面向前移动时,塑化状态的材料在搅拌头和轴肩的搅拌及挤压作用下向后方转移,填充形成焊缝,焊接过程如图1所示。

图1 搅拌摩擦焊过程示意图
搅拌头主要由轴肩和搅拌针组成,轴肩与被焊材料的表面通过摩擦产生热量,是热输入的主要来源;搅拌针对焊缝处的塑化状态金属进行搅拌,使金属发生迁移。焊接参数如焊接速度、搅拌头旋转速度、旋转方向、下压量等以及搅拌针形貌均会影响最终焊缝的成形质量。
另外还有双轴肩搅拌摩擦焊技术,即搅拌头由上下两个轴肩和中间的搅拌针组成(见图2),焊接时上下2个轴肩及搅拌针与母材摩擦产生热输入,同时驱使塑化金属流动形成焊缝。目前单轴肩和双轴肩搅拌摩擦焊在轨道交通车辆领域均有应用。
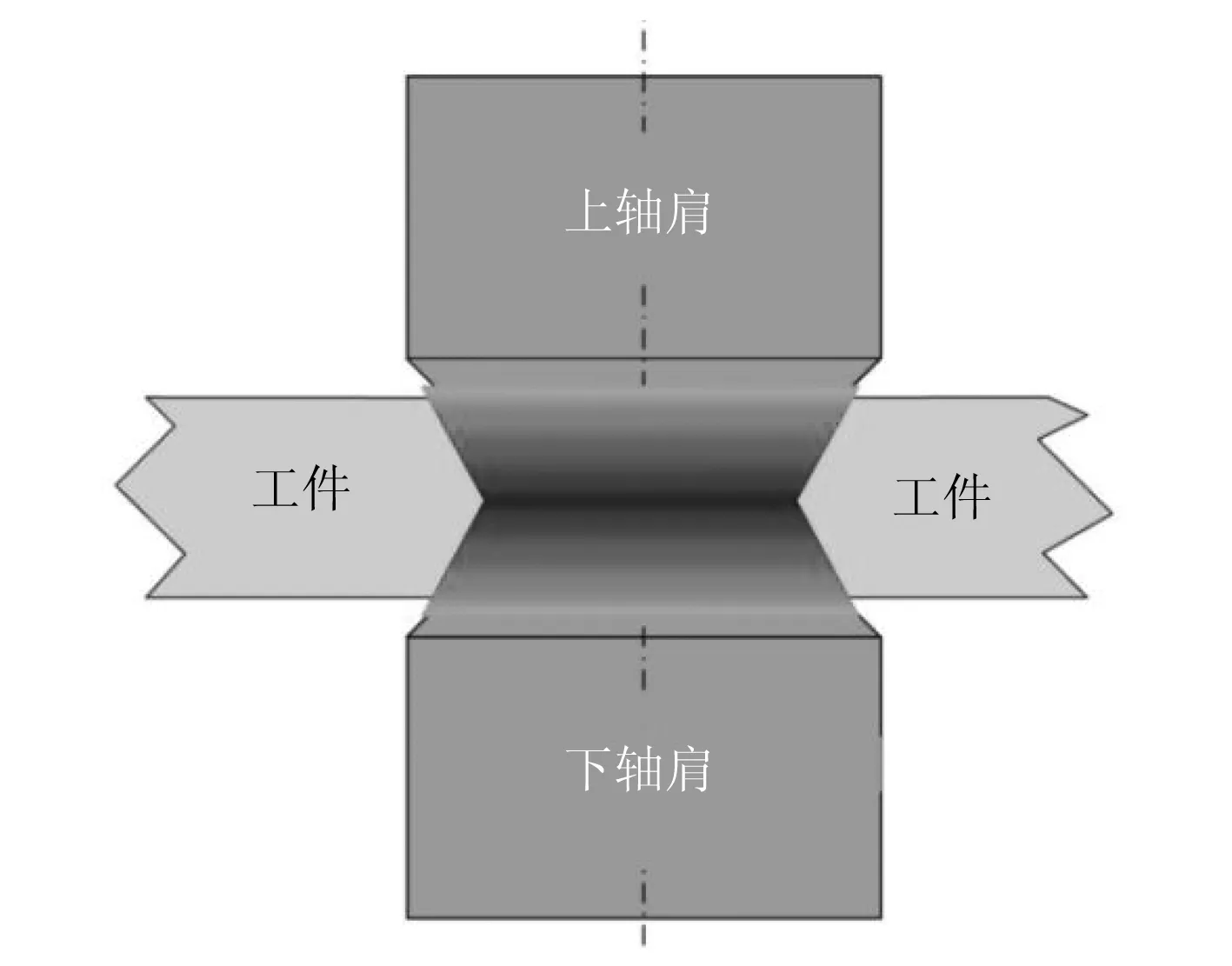
图2 双轴肩搅拌摩擦焊示意图
2 搅拌摩擦焊的应用
2.1 国外应用现状
在日本、法国、德国等传统轨道交通装备制造强国,搅拌摩擦焊技术已取得近15年的应用经验,众多知名生产企业已采用搅拌摩擦焊技术生产出不同结构和型号的轨道交通车辆。焊接车型已达十余种,焊接车辆超过千辆,涉及部位包括车体前端、侧墙、车顶板等。
日本HITACHI公司在1995年引进搅拌摩擦焊技术,并开展一系列基础工艺研究,利用该技术实现了新干线高速列车、地铁以及通勤车辆等车体框架蒙皮的焊接[2]。KAWASAKI采用搅拌摩擦点焊技术焊接了新干线E955型电力动车组的顶部面板加强筋,其低能量输入改善了车体外表面的平整度和美观性,如图3所示。

图3 新干线E955型电力动车组
德国、法国、英国等欧洲国家的轨道车辆制造商也在高速列车中广泛采用搅拌摩擦焊技术,直接购买已完成搅拌摩擦焊的型材,或者是自主进行零部件的焊接生产。Bombardier应用搅拌摩擦焊技术生产英国Electrostar系列列车,已经与伦敦地铁达成376 辆该系列列车的购买协议,用于线路升级[3]。
2.2 国内应用现状
从我国2002年引进搅拌摩擦焊技术以来,中车青岛四方机车车辆股份有限公司(以下简称“中车四方股份公司”)、中车株洲电力机车有限公司(以下简称“中车株机公司”)、中车长春轨道客车股份有限公司(以下简称“中车长客股份公司”)、中车唐山机车车辆有限公司(以下简称“中车唐山公司”)及中车南京浦镇车辆有限公司(以下简称“中车浦镇公司”)等车辆制造企业均开展了搅拌摩擦焊技术的研究工作,取得大量成果。中车四方股份公司针对广州地铁5号线的一辆列车采用搅拌摩擦焊完成车体及侧墙的焊接;中车浦镇公司采用搅拌摩擦焊技术焊接上海地铁13号线车体侧墙,提高了车体表面的平面度;中车长客股份公司针对深圳地铁的多条线路列车进行了侧墙和车顶的搅拌摩擦焊,进一步推广了其应用。随着技术的积累,2014年中车四方股份公司完成了中国标准动车组搅拌摩擦焊技术样车车体的研制,标志着我国搅拌摩擦焊技术在高速动车组上应用的开端。
从目前的主要研究现状来看,搅拌摩擦焊在轨道交通车辆的应用主要集中在车体的各组成部件,如侧墙、车顶、地板、裙板等,涉及到的材料为5系、6系及7系的铝合金。轨道交通车辆车体和内部装饰部件多采用5083、5052铝合金,车门窗与内部设施采用6063,底架、枕梁等要求高的部件有采用6082、6005等Al-Mg-Si合金,也有使用Al-Zn-Mg系列的7003、7N01合金。
枕梁是车体底架结构的重要部件,车体结构通过枕梁与转向架对接,其安全性及可靠性非常重要。通常由两侧枕梁、筋板和上下盖板组成。中车长客股份公司[4]采用6005A-T6铝合金挤压型材和板材研究了枕梁的搅拌摩擦焊工艺。主要焊接技术参数为:运动轴,0~2 000 mm/min;倾角,±5°;主轴转速,250~1 500 r/min;焊接轴向力,60 kN;主轴功率,22 kW。焊接完成后对接头进行测试,焊缝为致密的锻造细晶组织,无气孔等缺陷,且与MIG焊获得的接头在同等条件下进行疲劳强度测试,结果表明搅拌摩擦焊接头的疲劳强度高于MIG焊接头。
车钩座板同样位于车体底架,是车厢之间连接的重要承载结构件。中车唐山公司针对某型号的动车组车钩座板,采用6082-T6、80 mm厚的铝型材进行了搅拌摩擦焊工艺研究[5]。焊接采用的搅拌针长度为45 mm,主轴旋转速度430 r/min。焊后得到的接头疲劳极限为97.5 MPa,抗拉强度达204~217 MPa,均高于同等条件下MIG焊接头的性能。
6005A是一种典型Al-Mg-Si中等强度合金,广泛用于车体的制造中,中车多家企业对该材料型材的搅拌摩擦焊进行了工艺研究[6-8]。浦镇公司采用专用的搅拌摩擦焊设备对5 mm厚的6005A-T6铝合金单层带筋板进行2 000~3 000 mm/min的高速焊接,并对焊接接头进行性能测试,表明焊速3 000 mm/min、主轴旋转速度1 700 r/min时接头抗拉强度可达235 MPa,循环次数1×106次的条件下,疲劳极限达132.9 MPa。其后,采用自主设计的双轴肩搅拌头进行了工艺试验,能获得双面成形美观、飞边少、无表面沟槽的焊缝,抗拉强度达205 MPa,疲劳极限为96.6 MPa。中车四方股份公司对4 mm厚的6005A-T6进行搅拌摩擦焊后,对接头焊缝进行了应力腐蚀性能测试,结果表明接头具有良好的抗应力腐蚀性能,但由于热影响区受热循环的影响,为耐蚀性最差的部位。
大部分研究均为同种材料的对接接头,然而轨道交通车辆车体上除了对接,常见的接头形式还有T型接头和搭接接头,尤其在司机室部件中,绝大部分焊缝采用T型接头设计[9]。中车长客股份公司针对5083/6082异种材料的T型接头进行了研究,将垂直板材装夹在水平板下方,搅拌头在水平板上方施焊从而形成接头。试验结果表明,在焊接转速为1 000~1 200 r/min,焊接速度为300~700 mm/min的工艺范围内,接头宏观形貌良好,抗拉强度及弯曲性能优良,抗拉强度最大可达256 MPa。
3 结束语
搅拌摩擦焊在轨道交通车辆中的广泛使用极大促进了搅拌摩擦焊技术的应用和发展,各项研究表明,搅拌摩擦焊的焊接效果优于传统的弧焊,在清洁、绿色生产的产业要求环境下搅拌摩擦焊代替弧焊将会是发展的一个趋势。然而,国内针对搅拌摩擦焊核心技术的掌握与国外相比还有差距,且在标准制定、工艺实施、检测实施等方面还存在问题。今后持续深入地研究该技术,对提高我国轨道交通车辆的制造水平有重要意义。
猜你喜欢
现代城市轨道交通(2022年11期)2022-11-21
现代城市轨道交通(2022年11期)2022-11-21
轨道交通装备与技术(2022年3期)2022-07-29
轨道交通装备与技术(2022年3期)2022-07-29
绿色建筑(2020年1期)2020-07-15
绿色建筑(2020年1期)2020-07-15
专用汽车(2016年12期)2016-02-11
中国制笔(2015年2期)2015-02-28
山东工业技术(2014年20期)2014-10-21
中国农资(2014年35期)2014-02-06