
基于壁厚检测的喷砂罐磨损特征及预防方法研究
2020-11-14 07:46惠志全杨俊强黄家兴林金梅
化工机械 2020年5期
惠志全 黄 思 杨俊强 黄家兴 林金梅 王 恋
(1.广州特种承压设备检测研究院;2.华南理工大学机械与汽车工程学院)
喷砂机是气体动力输送砂粒做功的常用机械清理设备,在石油管材内壁除锈、船舶分段表面处理等领域应用广泛[1~5]。喷砂机主要由喷砂罐和喷枪组成,其工作原理是以压缩空气形成高速射流将磨料砂粒从喷砂罐内喷射到工件表面,使其机械性能发生变化以达到加工的目的。 在喷砂作业同时, 喷砂罐内的磨料也在罐内复杂流动,持续冲击、磨损喷砂罐内壁。 久而久之,喷砂罐罐壁不断减薄,当壁厚减薄至一定程度,因无法承受罐内的气流高压, 喷砂罐将发生破裂甚至爆炸,存在严重的安全隐患。 研究罐内颗粒运动造成的罐壁磨损特征对改进喷砂罐的结构、优化喷砂运行工艺和把握检测要点具有重要意义,进而达到预防喷砂罐颗粒运动对罐壁磨损造成失效的目的。 笔者基于检验机构长期对大量发生减薄的喷砂罐的壁厚减薄特征进行统计并分析其磨损规律,进而提出相应的预防措施。
1 常见喷砂罐测厚数据统计
喷砂罐工作原理如图1 所示,通常由上、下两仓组成,上仓存储颗粒,下仓为喷砂罐,喷砂罐由上封头、筒体和下封头组成;上封头常采用椭圆形结构封头;下封头可选用锥形或椭圆形两种结构。
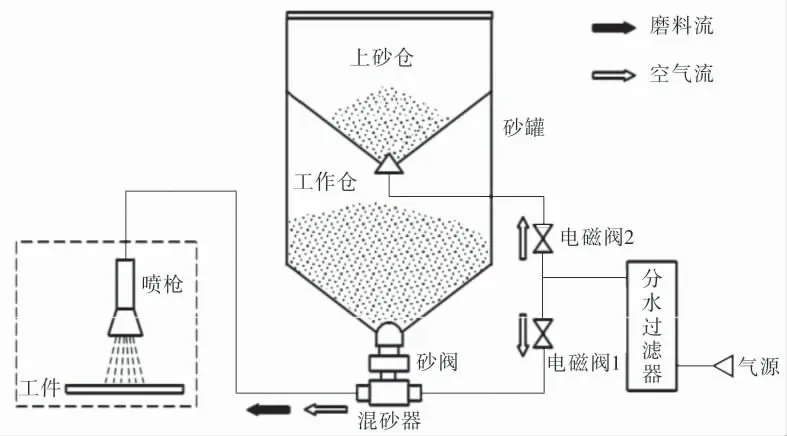
图1 喷砂罐工作原理
为了准确、 全面了解喷砂罐的磨损特征,笔者分别选取下封头为锥形、椭圆形两种结构的喷砂罐(图2),并对其壁厚分布特征进行统计分析。图2 中序号1~10 对应为壁厚检测点(测厚点位)分布位置,依据喷砂罐的结构特征,将测厚区域分为上封头、下封头和筒体区域。 上、下封头区域各选择3 个测厚点位(1~3,4~6),筒体选择4 个测厚点位(7~10)。
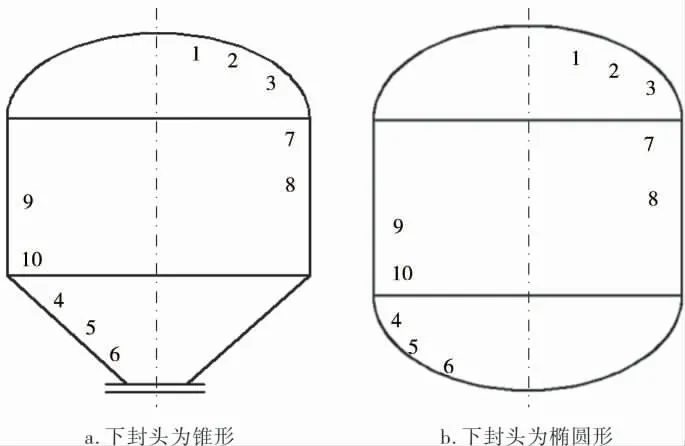
图2 喷砂罐结构示意图
依据TSG 21—2016《固定式压力容器安全技术监察规程》规定,对腐蚀(磨蚀)深度超过腐蚀裕量的压力容器应当进行强度校核[6]。 喷砂罐的腐蚀裕量通常为1mm,依据检验机构对大量船舶等行业喷砂罐的定期检验数据,考虑喷砂罐在实际使用过程中使用的频次和时间并不相同,故以喷砂罐罐壁壁厚第1 次壁厚减薄量超过腐蚀裕量时的壁厚作为统计的时间节点,研究喷砂罐在运行到该时间节点时罐壁各部位的壁厚特征及其分布规律。
分别选取8 台下封头为锥形和椭圆形的喷砂罐(编号1#~8#)进行测厚数据的统计分析(测厚点位分别对应图2a、b 中标注的点位),测定结果见表1、2。 表1 所列为下封头是锥形、喷砂罐上、下封头和筒体的初始壁厚依次为8、10、8mm 时喷砂罐壁厚的测定结果,从表中可以看出罐壁壁厚减薄量超过腐蚀裕量的部位主要集中在下封头和筒体部位。

表1 下封头为锥形时喷砂罐壁厚的测定结果

表2 下封头为椭圆形时喷砂罐壁厚的测定结果
表2 所列为下封头是椭圆形、喷砂罐上、下封头和筒体的初始壁厚均为12mm 时喷砂罐壁厚的测定结果, 从表中可以看出罐壁壁厚减薄量超过腐蚀裕量的部位主要集中在上、下封头部位。
2 喷砂罐壁厚减薄特点研究分析
2.1 锥形封头
下封头为锥形的喷砂罐因具有较大的流动角度可以保证颗粒顺畅流出, 实现喷砂作业,同时锥形封头成型加工较为容易,因而得到广泛的应用。 同时锥形封头还具有受力较差,且在喷砂过程中有较长的颗粒磨损接触过程特征。 统计了8 台下封头为锥形的喷砂罐在壁厚减薄超过设计腐蚀余量时的罐体壁厚分布情况, 如图3 所示(壁厚减薄量为初始壁厚值减去实测壁厚值)。

图3 下封头为锥形喷砂罐壁厚减薄量统计结果
从图3 可以看出,8 台喷砂罐壁厚减薄量的最小值均位于上封头 (点位1~3), 且均不超过1mm; 壁厚减薄量较大部位主要集中在下封头和部分筒体部位(点位4~7)。 8 台喷砂罐下封头壁厚壁厚测定仅有一个点位的壁厚减薄量小于1mm, 筒体壁厚减薄量较大部位主要集中在筒体上部(点位7、8)。下封头部位为锥形,截面半径逐渐缩小, 罐内磨料颗粒到达截面的时间更短,速度更快,易对罐壁产生较大的磨损;筒体上部可能与喷砂罐内特定的气流方向有关,在检测时应重点关注。
2.2 椭圆形封头
椭圆形封头成型加工比锥形封头困难,但受力特征优于锥形封头,因而在喷砂罐中也得到了一定的应用。 统计了8 台下封头为椭圆形的喷砂罐在壁厚减薄超过设计腐蚀余量时的罐体壁厚分布情况,如图4 所示(壁厚减薄量为初始壁厚值减去实测壁厚值)。
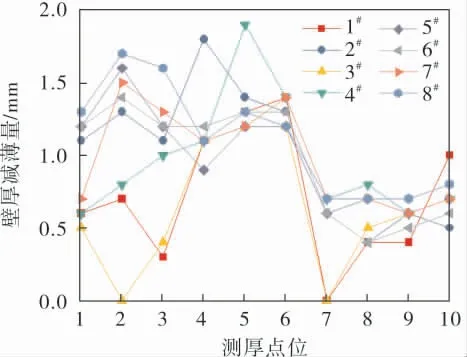
图4 下封头为椭圆形喷砂罐壁厚减薄量统计结果
从图4 可以看出,8 台喷砂罐壁厚减薄量最小值呈现分化特征,主要位于上封头(点位2)和筒体上段(点位7),与初始壁厚相比未发生明显的壁厚减薄。 壁厚减薄量超过腐蚀裕量部位主要集中在上、下封头部位,8 台喷砂罐筒体壁厚减薄量均未超过1mm。 与锥形下封头喷砂罐相比,椭圆形下封头喷砂罐上封头壁厚减薄更为严重,但下封头壁厚减薄情况较轻微。 说明下封头为椭圆形的喷砂罐可以改善罐内下封头磨损情况,但应关注上封头的磨损情况。
3 喷砂罐颗粒运动磨损预防方法探讨
喷砂罐内的磨损属于固体颗粒磨损,根据相关磨损的理论认为磨损的过程为磨粒对罐壁的冲击和切削过程,磨损的量与颗粒的动能、速度成正比,与颗粒和罐壁的冲击角度、颗粒的尺寸、颗粒的密度、罐壁材料的硬度等力学性能及磨损时间等成一定的函数关系,多角状颗粒比球状圆滑颗粒在同样条件下会产生更严重的磨损;同时将颗粒的速度分为垂直于喷砂罐罐壁壁面的速度分量(径向)和平行于罐壁壁面的速度分量(轴向);径向速度主要对罐壁表面产生变形磨损,轴向速度主要对罐壁表面产生切削磨损[7]。 喷砂罐的磨损部位主要集中在罐体入口对面一侧上部、锥体初始段、罐体底部和出口管路,磨损程度由大到小的顺序为底部管路、锥段、圆柱段和顶盖[8]。 笔者基于实测数据统计分析了两种结构的喷砂罐的壁厚减薄量分布特征,为了预防喷砂罐颗粒运动磨损对喷砂罐装置带来的危害,可以优化喷砂罐的结构特征,优化罐内气流和颗粒的运动情况,以降低对喷砂罐罐壁表面的冲击。 对易发生减薄的部位可以适当增加设计壁厚安全裕量,降低磨损带来的风险。 根据固体颗粒的磨损特征,可以选取匹配的颗粒参数(比如颗粒材料、形状、大小、密度及硬度等)和喷砂罐材料,降低磨损速率,提高喷砂罐的安全运行水平和寿命。
4 结束语
笔者依据喷砂罐的检测测厚数据统计分析发现,对于下封头为锥形的喷砂罐,壁厚减薄部位主要集中在下封头和筒体上端部位;对于下封头为椭圆形的喷砂罐,壁厚减薄部位主要集中在上、下封头部位;下封头为锥形的喷砂罐其下封头壁厚减薄较下封头为椭圆形的更为严重,在检测时应对上述部位更加重视。 为了预防喷砂罐壁厚减薄磨损带来的失效,可以从改善喷砂罐的结构、优化喷砂罐内气流和颗粒流场分布、优化喷砂罐磨料颗粒参数及喷砂罐材料等方面入手,提升喷砂罐长期安全运行水平。
猜你喜欢
热喷涂技术(2022年1期)2022-08-06
造船技术(2022年2期)2022-07-19
大型铸锻件(2022年1期)2022-02-12
天津理工大学学报(2021年4期)2021-11-10
考试与评价·高二版(2021年4期)2021-09-10
石油化工设备(2021年4期)2021-07-21
化工设备与管道(2021年1期)2021-05-19
科教导刊·电子版(2018年6期)2018-06-06
作文周刊·小学二年级版(2016年8期)2016-04-15
文理导航·科普童话(2015年10期)2015-11-28
