
螺柱焊控制柜内部结构解析及降温系统优化
2020-11-23 02:58毛中正李冠群武扬
金属加工(热加工) 2020年10期
毛中正,李冠群,武扬
北京奔驰汽车有限公司 北京 100176
1 序言
螺柱焊是将螺柱类焊钉或其他固定件焊接在金属零件上的方法。实现螺柱焊接的方法有多种,比如用电阻焊、储能式螺柱焊、凸焊、摩擦焊、电弧式螺柱焊等。相对应的焊机也有很多种,比如电弧式螺柱焊机、电阻焊机、储能式螺柱焊机、凸焊机等[1-3]。
在该技术应用早期,基本都是采用电阻焊和电弧焊,随着汽车工业的不断发展和电弧螺柱焊焊接技术的日趋成熟,电弧螺柱焊已经成为在白车身制造中应用非常广泛的技术[4]。电弧螺柱焊的基本原理是在螺柱接触板材形成短路时,首先利用小电流在螺柱和板材之间引弧;其次利用大电流在板材和螺柱表面形成熔池,然后在外力作用下将螺柱送入板材;最后在焊接熔池冷却凝固后,螺柱和板材之间会形成可靠连接。电弧螺柱焊技术具有快速、可靠、操作简单和成本低等优点[5-7]。
本文主要分析了Tucker生产的电弧螺柱焊机,该螺柱焊机在北京奔驰生产线上主要有T028512型和T029506型两种。T028512型在使用中,经常出现柜内温度过高导致IGBT模块烧毁事件。针对该问题,本文提出将该控制柜的冷却系统进行优化,以降低柜内温度,提高控制柜使用寿命
2 螺柱焊系统组成简介
机器人电弧螺柱焊系统主要由控制柜、示教器、送料器、送钉管、管线包、地线和焊枪组成,如图1所示。控制柜外接380V交流电源,其主要作用是为焊接提供电流、控制焊枪运动、控制焊接时序等。示教器主要作用是调整焊接参数、查看报警信息和焊接曲线等。送料器主要作用是存储焊钉,同时在控制柜的控制下将焊钉送至焊枪。送钉管作为连接送料器和焊枪的媒介。管线包内包含压缩空气管、焊接电缆、焊接测量线、保护气管和24V电缆等5组线束。焊枪是整个焊接系统的执行单元,其在控制柜的指令下精准执行相关动作,保证焊接质量。
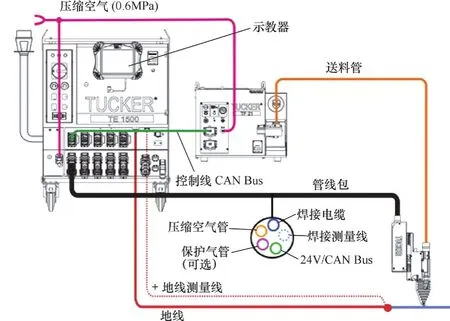
图1 机器人电弧螺柱焊系统组成
3 控制柜内部结构
Tucker螺柱焊控制柜外部正面和内部正面如图2、图3所示。从控制柜外部正面可以看到一个示教器,2个USB接口,4个送料器接口,1个压缩空气接口,4个焊枪接口,2个24V接口,1个网络接口和1个急停接口。该类型的控制柜可同时连接4把焊枪和4个送料器。从焊接控制柜内部正面中可以看到,SMPS单元、CPM单元以及3个LMC放大板。SMPS又称交换式电源、开关变换器,是一种高频化电能转换装置。此处SMPS主要是将输入三相280V的交流电变成脉冲电流输出。LMC是一个输出端口,功能是控制焊枪中的直线电动机。其中放大器为电动机提供电源,控制板控制电动机的行程。CPM是中央处理器,处理各种信号。
控制柜内部右侧和左侧实物如图3所示。从控制柜右侧可以看到CPM单元的具体组成,比如安全板、USB记忆模块、ANYBUS电路板、CPM板和CPU板等。从控制柜左侧能看到主电路断路器F1~F3、相序监控接触器K3、制动器电压K5以及2个电源模块等。

图2 Tucker螺柱焊控制柜正面

图3 Tucker螺柱焊控制柜内部
4 控制柜损坏率分析
在现场实际运行过程中,发现Tucker控制柜经常出现损坏,通过检查内部电路和相关元器件,最终锁定在IGBT上。螺柱焊需要焊接电流大及焊接时间长,T028512型控制柜容量刚好满足,无富裕量,导致螺柱焊控制柜内温度过高,IGBT模块易烧毁。除了加装风扇降温外,更换大容量控制柜也能解决该问题,但是成本很高。IGBT是一种用MOS来控制晶体管的新型电力电子器件,具有电压高、电流大、频率高及导通电阻小等特点,被广泛应用于变频器的逆变电路中[7]。但由于IGBT的耐过电流能力与耐过电压能力较差,一旦出现意外就会使其损坏,因此,必须对IGBT进行相关保护。一般我们从过电流、过电压、过热三方面进行保护。
由于该控制柜是厂家制作的标准产品,因此我们把重点放在过热保护上。IGBT的过热保护一般采用散热器(包括普通散热器与热管散热器),并可进行强迫风冷[8]。本文采用强制风冷的方式对控制柜进行降温,通过增加风扇以加速柜内空气流动,降低柜内温度,使得IGBT的工作温度得到保证,从而延长其使用寿命。
图4所示为2018和2019年度内IGBT的损坏数,从图中可以明显看到,IGBT的损坏数在2018年7月开始出现明显上升,8月到达最高点,然后开始下降。而每年七八月是一年中最热的时候,车间的温度也比其他月份要高,这就导致在相同工况下,控制柜内的温度出现上升,IGBT的损坏率升高。在2018年底对所有控制柜新增了风扇,从图中可以明显看到,2019年IGBT损坏率明显降低。

图4 2018和2019年度车间IGBT损坏数统计
5 冷却系统改进方案
为了降低IGBT的损坏率,在控制柜内新增一个风扇,对控制柜进行强制风冷。图5所示为新增风扇的供电方案,选取原控制柜内一个电源T2,该电源的作用是将三相380V的交流电变成24V直流电输出。在T2输出端并联一路24V,作为风扇的供电电源,同时在该电源后新增一个低压断路器,进行双重保护。图6所示为新增风扇所作的控制柜盖板,即在原控制柜顶部新增一层盖板,盖板中有一个安装风扇的孔,并且该孔处于SMPS正上方。此种安装方式更加有利于控制柜的散热。
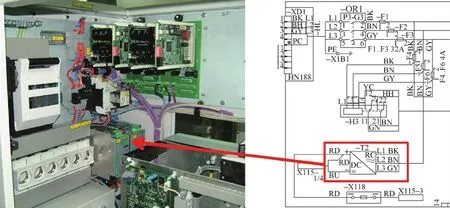
图5 加装风扇供电方案
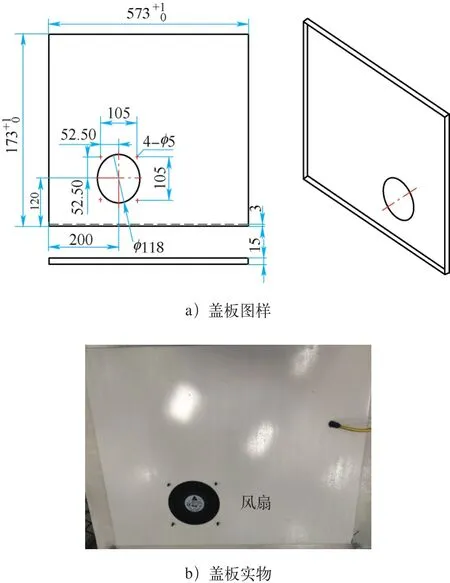
图6 控制柜改善盖板图样及实物
6 结果验证
通过在控制柜顶部盖板上增加风扇,能够加快控制柜内空气流动,并且该风扇在控制柜开机状态下一直工作。图7所示为加装风扇前后IGBT热成形图,加装风扇前最高温度达到76℃,加装风扇后最高温度只有67℃。接近10℃的降温能有效提高IGBT的使用寿命。实际数据表明,在增加风扇后,IGBT月度最高损坏数降低到3台,年度总损坏数也有明显降低。
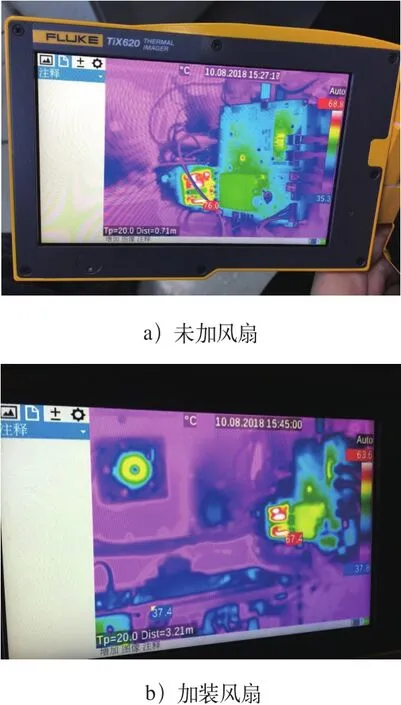
图7 加装风扇后,IGBT热成像对比
7 总结和展望
IGBT作为螺柱焊控制柜的关键零部件,其使用寿命直接影响设备的使用效率。而IGBT由于自身属性的限制,其对工作温度的要求较高。实践证明,通过在控制柜内增加风扇能有效降低IGBT的工作温度,从而提高其使用寿命,同时提高设备的整体使用效率。
猜你喜欢
机电安全(2022年4期)2022-08-27
工程建设与设计(2022年15期)2022-08-24
交通科技与管理(2022年8期)2022-05-07
机械工程师(2022年3期)2022-03-24
汽车工艺师(2021年12期)2021-12-22
设备管理与维修(2021年23期)2021-02-10
机电安全(2020年11期)2020-07-21
中国特种设备安全(2019年4期)2019-05-20
通信电源技术(2018年12期)2018-02-16
电子制作(2016年1期)2016-11-07
