
海底管道带压开孔回接技术
2020-12-23 02:15王长涛高岳松邢广阔
机械工程师 2020年12期
王长涛,高岳松,邢广阔
(海洋石油工程股份有限公司,天津300451)
0 引 言
管道带压开孔技术用于在不停产的状态下在生产管线上进行开孔,形成新的管线支路。借助该技术可在已建管道不停产的条件下实施管线修复、改造和油气的回接,避免因施工停产造成的经济损失。海底管道带压开孔回接技术是将带压开孔技术应用于新建海上油气田或者油气站的回接,该技术除了具备带压开孔技术自有的优势外,还可以实现油气就近接入/接出已建管道,降低新建项目的工程建设费用,具有很广泛的应用前景。目前海管带压开孔回接技术在国内也开始应用。张海波[1]阐述了海底管道带压开孔技术在渤海湾某一项目上的应用,于洪旭[2]介绍了带压开孔回接技术在南海某项目上的应用,均取得了良好的应用效果。得益于带压开孔回接技术的优势及边小海上油气田的开发需求,采用海管带压开孔方式进行油气回接的需求也越来越多。针对这种需求,对海底管道带压开孔回接技术进行了系统的阐述,为开孔工机具国内产化及带压开孔回接技术在国内的推广应用提供参考。
1 带压开孔三通
带压开孔三通是管道带压开孔施工所需要的主要设备,用于在已建管线上形成盲支管,为开孔作业和作业密封提供基础。带压开孔三通主要有焊接安装三通、机械抱卡三通、注剂式三通等。每种方案各有特点,施工时可根据需要选择。
焊接安装三通是通过焊接的方式将带有法兰的开孔支管安装到待开孔的海管上,并根据需要在开孔的位置补强。焊接安装的带压开孔三通有多种形式,其中一种由2片三通半瓦和法兰组成,如图1所示。
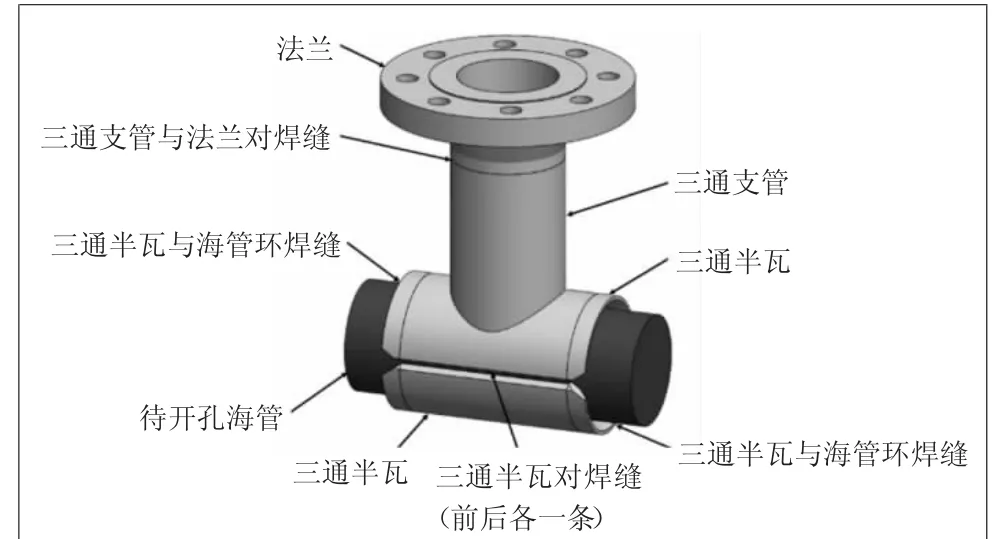
图1 焊接安装的带压开孔三通
安装三通时,首先将2片三通半瓦合抱在待开孔的海管上,对焊成完整的三通,然后将三通两端通过环焊缝焊接到海管上,完成三通与海管的固定,最后再把法兰焊接在完整三通的支管上。经焊缝检验和三通压力试验检验合格后,方可进行后续作业。焊接带压开孔三通结构简单,操作方便,连接可靠,在陆地上应用非常广泛。由于需要进行焊接操作,在海管上进行应用时需要将三通与海水隔离。滩海区域可以采用围堰抽水实现,但在水下应用则需要在干式舱内才能进行焊接工作,而且施工人员需要同时具备潜水员和焊工资质。高额的设备费用和严格的人员资质要求,限制了其在较深水带压开孔的应用。由于采用焊接方式,焊接的高温会降低管道局部的结构强度,为避免造成事故,需要海管压力降低到可焊接的压力以下再进行焊接,在焊接过程中要严格控制焊接温度和焊接质量。
机械抱卡三通主要由上下半瓦、卡瓦及锁紧机构、轴向和环向密封、半瓦开合和锁紧机构和法兰等零部件组成,结构如图2所示。
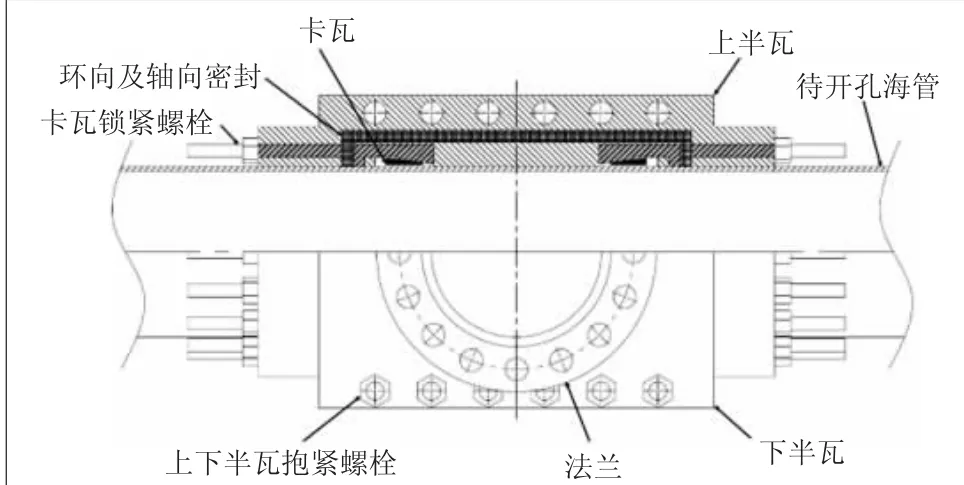
图2 机械抱卡带压开孔三通
机械抱卡三通安装时,上下半瓦张开,使开孔海管落入上下半瓦开口中,闭合上下半瓦,通过锁紧两侧上下半瓦抱紧螺栓完成上下半瓦的连接,拧紧三通两端的卡瓦锁紧螺栓,使卡瓦的卡齿和管道外管壁抱紧锁死,防止机械三通移动和旋转。在抱紧上下半瓦和锁紧卡瓦的同时,机械三通的轴向和环向密封也受到挤压变形,形成机械抱卡三通在开孔部位轴向和环向的密封。经压力试验检验合格后,方可进行开孔作业。安装机械抱卡三通不需要进行焊接施工,无需干式舱即可进行作业,施工简单,但是机械抱卡三通自身的机构复杂,质量较大且价格高,并且对海管表面处理的要求较高,限制了其在大管径海管带压开孔上的应用。
注剂式三通通常由上下半瓦、固定在上下半瓦上的密封圈、半瓦抱紧螺栓、上半瓦上的法兰等零部件组成,结构如图3所示。注剂式三通安装时,首先将2片三通半瓦合抱在待开孔的海管上,通过紧固半瓦抱紧螺栓将三通抱紧在海管上,同时将密封圈压紧到海管上,完成三通与海管之间的固定和密封。密封圈的存在,使三通与海管之间形成环空。待环空的密封性检查合格后,通过下半瓦的注入孔向环空注入专用的环氧树脂或者其他可以达到固化强度和密封要求的流体,直至环空内注满树脂。待环氧树脂固化达到设计强度并且三通压力试验检验合格后,方可进行后续作业。注剂式三通同样不需要进行焊接施工,无需干式舱,相比机械抱卡三通结构简单,质量轻,但是需要进行水下的环氧树脂灌注作业并等待树脂固化,因此施工时间比机械抱卡三通略长。

图3 注剂式带压开孔三通[3]
2 带压开孔施工
虽然有多种不同的带压开孔三通的形式,但是开孔的流程类似。下面以应用比较广泛的机械抱卡三通为例,介绍开孔流程。
在做好前期准备工作且天气条件满足施工条件的情况下,先进行预调查,清除影响清理作业的障碍物,然后开挖带压开孔作业的基坑,以满足作业的空间要求。海管钢管表面通常带有配重的混凝土层和防腐涂层,需要将混凝土和防腐涂层去除,才能进行后续的作业。为了确保机械三通安装的密封性,需要将卷板管焊缝磨平,并用测量卡子、移动规测量开孔管线的直线度与椭圆度,在通过海管的表观检查、无损探伤后方可进行带压开孔设备的安装。
对于机械抱卡三通,通常采用与开孔机和开孔阀门组装后整体吊装的方式安装(如图4)。在机械三通可靠安装到海管并通过密封性测试后,进行开孔作业。开孔前,先打开带压开孔阀门,进行开孔设备压力测试,测试整个开孔系统的密封性。待密封性确认后,开启先导钻头钻穿海管,再启动开孔钻进行开孔,待钻进深度达到设计深度后停止开孔作业。待确认完全切割完成后,将开孔刀具连同切割下的鞍形板一同退回到开孔机内,关闭开孔球阀,平衡开孔机内外压力后,拆除开孔机。待开孔机回收至水面以后,检查测量鞍形板尺寸,对开孔效果进行研判。
3 管线回接和预调试
新建海管的铺设与带压开孔的施工工作是独立进行的,因此新建海管需要通过膨胀弯回接到带压开孔阀门。由于带压开孔阀门在投产前都处于关闭状态,在海管端部形成盲端,新接入的海管不能按照常规方法进行整条海管的一次性预调试。此问题可通过分段预调试的方法解决。为此,对于采用带压开孔回接方案的新建海管,通常在带压开孔端设置1台可通球的清管三通撬,用于新建海管的预调试。撬内三通管件可通球的一支用于清管,回接膨胀弯则连接带压开孔三通和清管三通撬的非清管端口(如图5)。如果回接膨胀弯在安装过程中进入海水,需要进行充分的排水干燥,或者采用乙二醇对海水进行置换,避免在管道内部形成水合物。也可以采用可降解的乙二醇凝胶填充膨胀弯,避免海水进入[4]。为了提高带压开孔连接的安全性,可以考虑在回接膨胀弯上设置加固结构,以及在回接膨胀弯上设置压力平衡安全节点、单向阀等设备[5],以提高带压开孔连接的强度,并防止管道受损的情况下介质的大量泄漏。
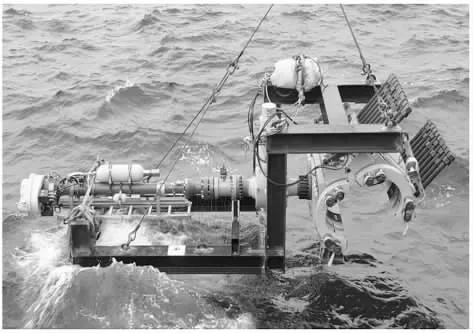
图4 带压开孔三通和开孔机吊装
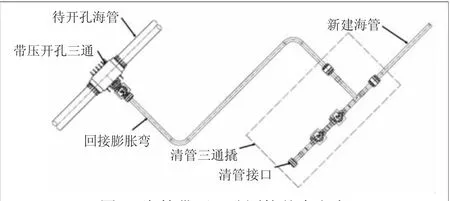
图5 海管带压开孔回接基本方案
4 带压开孔回接的注意事项
带压开孔回接方案有较高的经济优势,但是也有其适用范围和注意事项。
1)带压开孔目标海管的选择。海管开孔后,管道的局部强度受到影响,需要对管道开孔后的局部强度进行校核,以判断是否可以进行带压开孔。对于壁厚减薄严重的海管,要慎重实施带压开孔。海管带压开孔后,海管的外层将暴露于介质,如果海管输送的是腐蚀性介质,且海管的承压层为碳钢材质的海管,需要考虑腐蚀对海管强度的影响。开孔位置应避开焊缝位置。
2)带压开孔三通材料选择。带压开孔后,带压开孔三通的内壁及三通与海管之间的密封件也将暴露于介质,选择三通本体和密封件材料时要考虑材料与输送介质的相容性,包括金属材料的力学性能和耐腐蚀性,非金属材料与介质的相容性(与介质接触后不发生溶胀、软化、硬化等变化)、温度适用性、抗老化性能等,以满足带压开孔的功能需求和设计年限。
3)带压开孔位置的选择。选择带压开孔的位置时,应以减少回接距离和开挖工作量为目标,以降低工程费用和风险。同时要注意检查目标开孔位置处管道的椭圆度和局部腐蚀情况,确保带压开孔的成功实施。
4)开孔海管和机具要可靠支撑。作业坑开挖的尺寸要满足带压开孔作业的需要,在开孔前要进行三通与海管之间、阀门与三通、开孔机之间及整个开孔系统的密封测试,避免作业过程中出现泄漏情况。由于带压开孔三通比较重,加上带压开孔阀门和机具,更恶化了处于悬空状态的海管的受力情况。因此在开孔时要对开孔位置进行有效可靠的支撑,并且在开孔后进行开挖区域的回填,确保开孔位置海管的稳定性,避免海管和开孔设备悬空导致海管结构受损,进而发生事故。
5)带压开孔的防腐。注意带压开孔主管、支管及带压开孔三通之间阴保系统的兼容性,避免阴保系统之间的相互影响,甚至导致某一方阳极被过度消耗。
6)带压开孔后的保护。机械带压开孔三通与海管之间的连接比较脆弱,对位于渔业区、航道区的场址需要进行落物、渔网、锚的防护。在项目投产后要进行定期的观察和维护。
5 结 语
海管带压开孔回接是一种经济高效的海上油气管道回接技术,目前国内已经有多项海管带压开孔回接的成功应用案例。而且海管带压开孔三通、水下带压开孔机及混凝土和防腐涂层剥离设备的国产化也正在顺利推进,产业链逐步形成,海管带压开孔回接在国内有广阔的应用前景。考虑到带压开孔三通的购置和安装费用仍然比较高,因此在设计外输干线海管时,建议考虑预先在海管上设置带压开孔三通管件,这样可以在不大幅增加工程初期投入的情况下,有效降低后期带压开孔回接的费用,使带压开孔这一优良的技术得到更广泛的应用。
猜你喜欢
机械工程师(2022年10期)2022-11-17
中国特种设备安全(2022年6期)2022-09-20
化工机械(2022年4期)2022-09-02
石油和化工设备(2022年6期)2022-07-11
装备制造技术(2020年4期)2020-12-25
河南科技(2020年5期)2020-05-03
化肥设计(2019年6期)2019-12-27
中国修船(2019年3期)2019-06-13
湖南大学学报·自然科学版(2019年3期)2019-05-29
西夏研究(2017年4期)2017-08-17
