
装配件衬套加工工艺方法探索
2020-12-23 02:15徐红彦舒晓君苗奎
机械工程师 2020年12期
徐红彦, 舒晓君, 苗奎
(中航飞机股份有限公司 长沙起落架分公司,陕西 汉中723200)
0 引 言
装配件衬套孔通常采用数控镗削方法加工,在镗削的过程中可以通过对刀具X、Y方向的调整来实现产品孔位的控制,来保证产品孔及中心距尺寸要求,但存在被加工衬套孔中心与零件机体孔中心不同轴的质量隐患,镗削后造成衬套壁厚尺寸不均匀,影响产品的使用寿命。而采用手工铰削,对于直径大于100 mm的孔,劳动强度大。本文以扭力臂装配零件为例,探索更合理的加工方法。
1 工艺分析
1.1 结构分析
图1为扭力臂零件装配件示意图,两耳片孔中心距为720 mm,耳片宽530.25 mm,其中2-φ110H7孔全跳动量为0.025 mm,同时φ58H7孔与2-φ110H7孔平行度为0.1 mm。孔加工后表面粗糙度值为Ra0.8 μm。

图1 装配件结构示意图
1.2 衬套孔加工工艺性分析
零件机体材料为300M超高强度钢,被加工衬套为ALUM BRONZE青铜,为保证加工后衬套壁厚的均匀性,以及2-φ110H7双耳片孔直径公差尺寸和两孔的同轴度,φ58H7孔中心轴线与2-φ110H7双耳片孔中心轴线平行度,我们采用一次装夹铰孔或珩磨的加工方法。
2 加工难点和主要技术指标分析
2.1 加工难点
1)被加工孔直径大于φ100 mm,手工铰削困难;2)保证孔与孔之间、孔与面之间的形位公差要求;3)加工后衬套壁厚的均匀性,孔尺寸的稳定性和一致性。
2.2 主要技术指标

3 解决方案
主要从合理的衬套尺寸、铰削刀具装置和加工专用夹具三方面入手。协调衬套尺寸,确保衬套在装配时的过盈量尺寸合理。在铰削刀具方面采用非标专用铰刀装置进行加工,在该装置中有非标定制铰刀、定位件、转接件、万向节等专制结构件,其中铰刀具有导向、切削、修光的功能,万向节可实现零件加工过程中的自动定心,这样可以补偿表面处理后零件表面精度低的问题,同时可以降低夹具的制造精度。为减小人工铰孔的加工强度,制作专用工装夹具,以零件减轻腔中的φ140 mm孔定位并压紧,利用摇臂钻机床动力代替手工铰削动力,通过一次装夹并翻转零件完成两端耳片孔的加工,保证两端孔直径公差和2-φ110H7双耳片孔的同轴度要求。同时为保证孔壁的表面粗糙度要求,加工时需要施加乳化液及时将铜屑冲出。
3.1 衬套尺寸的协调
3.1.1 装配衬套收缩量
不同材料的装配衬套在液氮中冷却后,收缩量[1]计算公式为
式中:Δ为收缩量,mm;A为衬套材料有关的收缩系数,如表1所示;D为衬套外径。

表1 不同衬套材料收缩系数表
3.1.2 衬套尺寸协调
该案例中装配的衬套材料为ALUM BRONZE青铜,根据衬套的收缩量系数表、衬套材质、尺寸过盈量及零件的装配关系,进行装配衬套的尺寸协调,为确保衬套的互换性,按图样尺寸加工衬套内、外孔径,衬套凸缘端面留0.1 mm余量,其余尺寸按衬套图样保证。
3.2 确定装配方案
通常装配件的装配方式有3种:第一种是加热机体、衬套为常温的方式进行装配;第二种是机体为常温、冷却衬套的方式进行装配;第三种是加热机体、冷却衬套的方式进行装配。需要根据本单位的硬件设施合理选择具体的装配方式。这里选择第三种装配方式,将机体放入烘箱加热到145 ℃并保温1.5 h[2],同时将衬套放入液氮中10~15 min至完全冷却。安装衬套时利用自制专用压块,用压力机均匀地将衬套压入机体,装配衬套的过程中避免砸入。
3.3 确定衬套孔加工方案
铰削时,铰刀从工件孔壁上切除微量金属层,以提高其尺寸精度和减小其表面粗糙度值,但铰削对于纠正孔的位置误差的能力很差[3],为了保证衬套孔加工后衬套壁厚均匀性,保证加工后孔的形位公差要求,装配衬套前机体孔的相关位置、尺寸精度必须在装配衬套前严格保证,即机体孔2-φ118H7、φ66H7必须满足图样要求,为装配时减少和消除位置误差。
对于装配后孔的加工按下面方案进行:1)2-φ110 mm成对孔铰削加工原理。衬套孔铰削过程中采用两孔互为基准引导的方式分别进行加工,先以对面未加工孔为引导加工一个孔,反过来以加工后的孔为基准加工另一个孔,确保两孔的同心度。2)φ58 mm单孔铰削加工原理。与成对孔加工原理相同,以对面不加工孔φ61.1 mm孔采用胀轴定位并作为前引导,在铰削的过程中随着刀具向下运动,将定位胀轴慢慢推出,这时刀具的后引导套进入已加工的φ58 mm孔内,继续引导刀具加工。
3.4 铰孔装置设计
3.4.1 铰刀装置设计
根据前面成对孔、单孔的铰削原理,进行了刀具装置设计。其中φ58 mm单孔加工是铰削的难点。该孔对面φ61.1 mm孔为非加工孔,由于在装配过程中衬套压入机体时会造成衬套的微量变形,为消除衬套的微量变形不定因素,在φ61.1 mm非加工孔内采用胀轴引导定位,通过胀轴定心来解决衬套变形量不确定因素,同时为了防止在定位时对φ61.1 mm非加工孔壁的伤害,胀轴材料选用聚四氟乙烯。由于被加工材料为ALUM BRONZE青铜,刀具采用镶齿焊接式铰刀,刀片材质为Y330硬质合金。单孔的铰刀装 置 如 图2 所 示[4]。对于2-φ110 mm成对孔刀具装置按照单孔铰削原理设计。
3.4.2 铰孔装置设计
该装置主要包括引导套、铰刀、驱动铰刀旋转的驱动装置。其中导向套1和圆锥定位套3主要起引导作用,确保加工后的成对孔同轴度;挡销5起到限位作用,防止铰刀相对于刀杆的转动;转接头8是铰刀与万向节9的过渡连接;万向节9连接刀杆与机床设备,在铰孔过程中可以自动找正定心,实现驱动装置设备向下作用力方向与刀杆及成对孔心轴线共线,同时也可以消除装夹误差。动力轴10与机床连接,将机床动力转化成铰削转矩,为孔铰削的动力来源。铰孔装置设计如图3所示。

图2 铰刀装置结构示意图
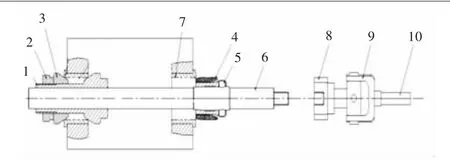
图3 铰孔装置结构示意图
3.5 夹具装置设计
夹具设计原理:装配件一次装夹,实现两端耳片2组孔的铰削,保证形位公差及孔尺寸要求。夹具设计要求:夹具定位、夹紧具有可靠性、稳定性、高刚度的原则,装卸操作灵活方便。加工设备为摇臂钻床。
根据零件的结构特性,以型腔底面与直径为φ140 mm孔定位,由于是表面处理后的零件(存在保护层),故其定位芯轴与定位孔φ140 mm间要留有0.5~0.6 mm间隙,以保证零件可轻松装入定位座内并压紧。φ140 mm芯轴定位后,零件转动自由度未被限制,在此选用日本今尾快捷夹具,进行转动的限位,该快捷夹具能快速定位拆卸,装夹使用方便;夹紧采用圆形压板与螺母进行压紧,其可靠性高,安装拆卸方便。
为确保零件一次装夹完成2组孔的加工,该夹具制作成可±90°翻转,采用通过人工转动蜗轮蜗杆减速器来实现零件±90°角度的翻转加工,翻转后使零件耳片孔轴心线与机床工作台保持垂直(垂直不需要严格控制),翻转到位后使用滚花锁紧轴穿过底板圆孔锁紧底板即可。在零件翻转过程中为确保省力,将减速器输出轴齿轮齿数设为22齿,传动轴齿轮为44齿,传动比例为1:2。零件装夹结构示意图如图4所示。
通过制作专用夹具将零件定位装夹在工装夹具固定板上,铰孔前待加工孔中心轴线应与摇臂钻床主轴保持平行。
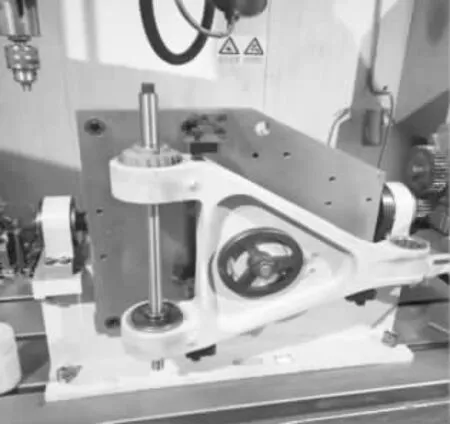
图4 零件装夹结构示意图
3.6 铰削加工参数
为保证孔的表面质量,在多次工艺试验的基础上,得出铰孔加工参数,如表2所示。
4 结 语
对于装配件衬套孔的加工,可以通过装配前机体预加工、衬套尺寸协调、装配过程控制、改进刀具装置、夹具装置等方式,实现产品加工后孔尺寸的稳定性和一致性,从而有效保证零件的加工质量。
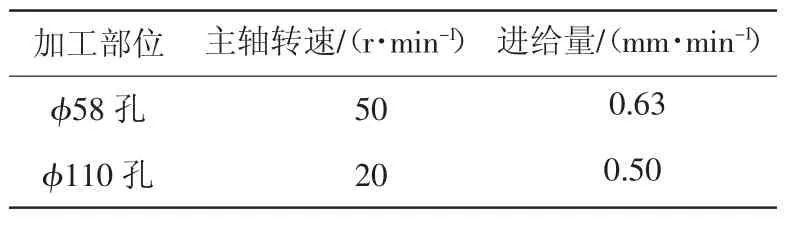
表2 铰孔加工参数
猜你喜欢
汽车零部件(2021年7期)2021-07-29
陶瓷学报(2019年6期)2019-10-27
探索科学(学术版)(2019年11期)2019-06-16
制造技术与机床(2018年12期)2018-12-23
汽车实用技术(2018年20期)2018-10-26
民用飞机设计与研究(2018年1期)2018-05-04
中国修船(2017年6期)2017-12-22
汽车与驾驶维修(维修版)(2017年8期)2017-09-26
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
