
海管直线度及椭圆度水下测量技术
2020-12-23 02:15高超胡绍峰贺佛林邱辉武何昱亮邱壕威
机械工程师 2020年12期
高超,胡绍峰,贺佛林,邱辉武,何昱亮,邱壕威
(深圳海油工程水下技术有限公司,广东 深圳518000)
0 引 言
海底管道作为海上油气田的“生命线”,对海上油气田的产品外输起着至关重要的作用,海底管道受损后,通常采用水下夹具维修或管段更换维修,此两种维修方案分别涉及夹具安装或机械连接器安装,而海管安装区的直线度和椭圆度会直接影响夹具或机械连接器与海管的接触密封效果,进而对海管维修成败起决定性作用,因此在安装前需对海管直线度和椭圆度进行测量,以便判断所选择的安装位置能否满足夹具或机械连接器的安装要求[1-2]。
1 海管直线度和椭圆度定义及允许偏差
1.1 海管直线度定义及允许偏差
根据API 规范推荐的海管直线度计算方法[3],当海管长度为L,从海管两管端引一条牵引直线,海管表面距离引线最大距离为e。直线度计算公式为s=e/L。其中s 表示海管沿直线方向偏移程度。
非末端处海管直线度测量方法如图1 所示,从海管两端面引一条牵引直线,海管表面距离引线最大距离为e,要求e 不超过0.002L。
海管在末端的直度测量方法如图2 所示,需从距离海管末端1.8 m 位置处引一条牵引直线,在海管末端1.5 m 范围内,海管表面距离引线最大距离为e,要求e 不超过3.2 mm。
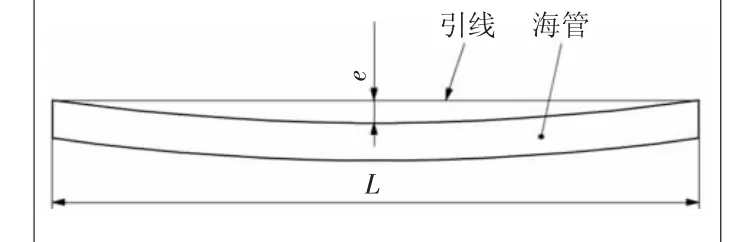
图1 海管管身直线度测量
1.2 海管椭圆度定义及允许偏差
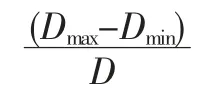
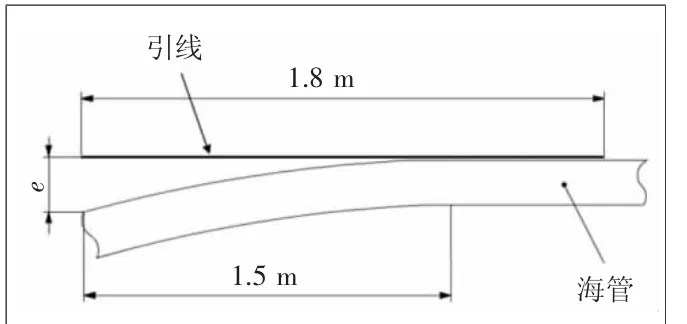
图2 海管末端直线度测量
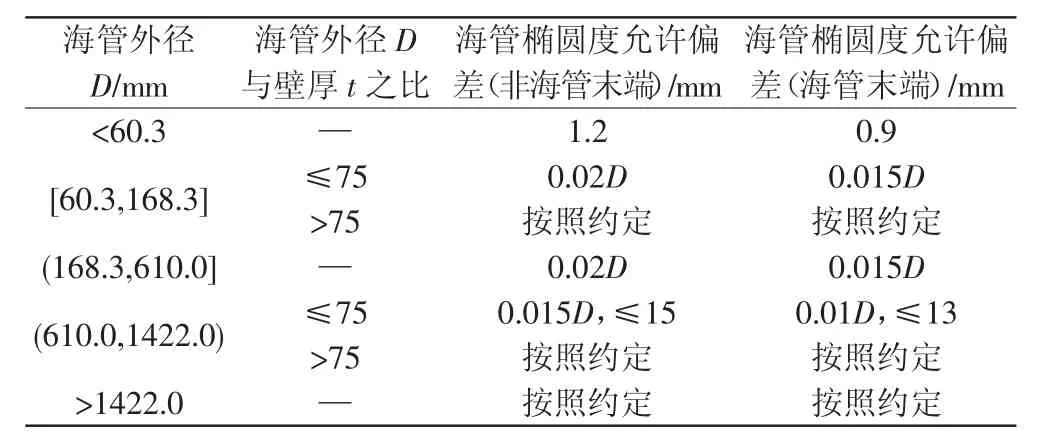
表1 海管椭圆度允许偏差
2 海管椭圆度测量装置及技术
2.1 海管椭圆度测量比对环
该椭圆度测量比对环由Oceaneering 公司提出,其可根据各管径海管需要,制作好适应对应管径的比对环,在制作过程中将表1 中椭圆度允许偏差标准一并考虑进来。在水下施工时,首先进行海管切管,然后采用提管架将海管提离海床,并对海管进行涂层清理及焊缝打磨,最后由水下机器人手握椭圆度测量比对环从海管切口面套入至海管,如海管椭圆度满足要求,则椭圆度比对环能顺利套入海管,否则椭圆度比对环无法套入,需重新切管进行套入测试,直至海管椭圆度满足要求[4]。
该椭圆度测量技术的优点是操作方便、结构简单,缺点是:1)需要完成海管切割后,才能进行椭圆度比对环套入海管,如海管椭圆度不满足要求,则需要重新进行海管切割,直至海管椭圆度满足要求;2)椭圆度比对环测量为定性观察,即根据比对环能否套入海管定性判断椭圆度能否满足要求,无法进行椭圆度定量测量。

图3 Oceaneering 椭圆度测量比对环
2.2 海管椭圆度测量卡尺
该椭圆度测量卡尺由主框架、卡尺行进机构、电动机和卡尺等组成。适用管径6~30 in,工作水深0~2000 m,测量精度达0.5 mm。在下放海管椭圆度测量卡尺就位前,将电动机电缆浇筑至水下机器人电缆上;待浇筑完成后,通电启动电动机将卡尺完全打开;水下机器人手握把手,并下放水下机器人至海管安装位置就位;水下机器人将海管椭圆度测量卡尺置于安装位置就位;启动电动机合拢卡尺,卡尺将夹住海管;采集海管外径测量数据;启动电动机打开卡尺;沿海管同一截面周向挪动海管椭圆度测量卡尺至下一位置进行数据采集;重复上述步骤,进行海管外径测量。
该椭圆度测量卡尺的优点是:1)无需先切海管即可进行海管椭圆度测量;2)能够定量测量出海管椭圆度数据。缺点是:1)需要将电动机电缆浇筑至水下机器人上,浇筑点密封防水要求高;2)只能沿圆周采集部分数据,无法沿海管圆周全方向采集数据。

图4 椭圆度测量卡尺
3 海管直线度测量装置及技术
3.1 海管直线度测量比对尺
该直线度测量比对尺亦由Oceaneering 公司提出,其可根据各管径海管需要,制作好适应对应管径的比对尺。在水下施工时,首先由提管架将海管提离海床,然后对海管进行涂层清理及焊缝打磨,最后由水下机器人将直线度比对尺置于海管表面,绕海管一周,观察海管表面与比对尺上横梁是否存在间隙,从而判断所测量区域的海管直线度是否满足要求[1,3]。
该直线度测量比对尺的优点是:1)结构简单,便于操作;2)绕圆周一圈即能观察海管直线度能否满足要求。其缺点是:直线度测量比对尺测量为定性观察,即根据海管表面与比对尺上横梁是否存在间隙定性判断直线度能否满足要求,无法进行直线度定量测量。

图5 Oceaneering 直线度测量比对尺
3.2 海管直线度激光测量
海管直线度激光测量装置由控制面板、浮材、卡爪机构、激光测量机构等组成。适用管径6~30 in,工作水深0~2000 m,有效测量长度1 m,测量精度0.5 mm。在进行下放海管直线度激光测量装置至海管就位前,将卡爪机构的卡爪打开;下放海管直线度激光测量装置至海管就位;水下机器人将hot stab 插入控制面板的液压插座;启动卡爪机构,将卡爪机构的卡爪合拢抱紧海管;水下机器人将电气插头插入至控制面板上的电气插座,启动激光测量机构进行海管直线度测量;测量完成后打开卡爪机构的卡爪,回收海管直线度激光测量装置至水面。
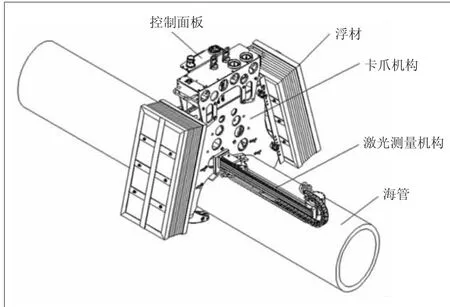
图6 直线度激光测量装置
该直线度激光测量装置的优点是能够定量测量出海管直线度数据,缺点是:1)操作复杂,需水下机器人提供液压及电力支持;2)装置尺寸较大,不利于沿圆周方向挪位测量。
4 结 语
本文对海管直线度和椭圆度的定义、允许偏差、水下测量装置进行了介绍,得出如下结论:1)椭圆度比对环水下测量海管椭圆度时,需先进行海管切割,后进行椭圆度测量,存在重复切管测量的可能,不利于提高施工效率;2)使用椭圆度测量卡尺时,无需先进行海管切割,且能反馈定量测量结果,能避免重复切管,但需关注电动机电缆浇筑点的密封防水问题;3)直线度测量比对尺能沿海管圆周全方向,且操作方便,能快速判断出海管直线度是否满足要求;4) 直线度激光测量装置能够定量测量出海管直线度数据,但受限于装置整体尺寸原因,不利于水下机器人沿圆周方向挪位操作。
猜你喜欢
机械工程师(2022年10期)2022-11-17
化工机械(2022年4期)2022-09-02
计量学报(2022年7期)2022-08-23
石油和化工设备(2022年6期)2022-07-11
煤气与热力(2021年7期)2021-08-23
建材发展导向(2021年11期)2021-07-28
煤气与热力(2021年5期)2021-07-22
中国修船(2019年3期)2019-06-13
制造技术与机床(2017年6期)2018-01-19
计算机测量与控制(2017年12期)2018-01-05
