大型LNG工厂气动阀故障率分析预测
2021-01-04 07:57张金龙何靖怡邓向军
天然气与石油 2020年6期
杨 烨 张金龙 何靖怡 杨 玄 李 杰 邓向军
1. 中国石化江汉油田分公司江汉采油厂黄冈LNG经理部, 湖北 黄冈 438011;2. 中国石油新疆油田公司, 新疆 克拉玛依 834000
0 前言
LNG工厂是低温工程与化学工程的结合体,既有传统化工企业生产流程复杂、过程管控严格等特点,又具备低温工程领域对设备设施要求高,温度控制精确等特点[1-3]。而低温LNG的获取需要在多重仪器仪表监控辅助下运用控制阀进行自动/半自动调控,确保透平机械与换热器的合理配合运行。所以控制阀的稳定性与故障率对LNG工厂的生产运行有着直接影响。
控制阀是以压缩空气为动力源,在一系列电信号传输情况下借助定位器、执行器、电磁阀等相关元件,调控气缸动作幅度,完成相应开关量或比例式调节[4-6]。在故障诊断与相应统计分析研究方面,国外重点研究了控制阀故障产生机理,特别是在摩擦因素的检测和量化摩擦研究方面取得了曲线拟合和不同控制输出信号下的函数关系式,在本质上为产品的升级改造提供了基础[3]。国内主要偏向于控制回路研究方面,例如运用DAMADICS平台,进行控制阀多类故障仿真模拟,为生产一线的仪器仪表故障检测提供解决方案[7]。
灰色预测模型在实际运用范畴有着“贫信息、小样本”的通用性优势,现已运用于机械制造、交通运输与社会经济等方面[8-10]。本文基于我国当前LNG产量最大的某工程为研究实例,缩小研究范围,提高预测精度,以工艺流程中运用最为广泛的控制阀为研究对象,将历年阀门维修频次与部件更换返修类别视为不确定性灰色系统,运用均值GM(1,1)模型进行数学分析,预测各部件损坏频次,为备品备件的采购与库存做科学指引。
1 工程简介
某工程天然气处理能力500×104m3/d,LNG产量为120×104t/a,生产操作弹性为50%~100%,工艺、设备全部国产化。所研LNG工厂工艺流程见图1[11]。工厂仪表控制方面,全厂气动控制阀408台,压力变送器213台,液位变送器167台,温度热电阻229支,各类流量计120套,FGS安全附件(可燃气体报警仪162台、火焰探测器33台)。相关仪表控制阀需要稳定而连续性工作,确保工艺系统连贯性运行。任一环节出现问题都会对整体生产运行造成不同程度的影响,甚至诱发联锁停机和安全事故。下节全景展示主工艺流程中控制阀故障对于生产运行的影响[12]。
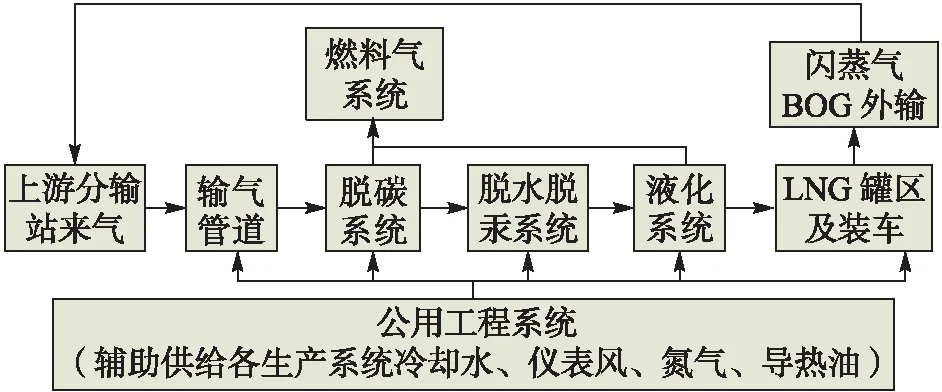
图1 某LNG工厂主要工艺流程图Fig.1 Main process flow chart of a LNG plant
2 问题描述
所研工厂共配备气动控制阀408台,其中主流程工艺区联锁切断SDV阀80台,常规调节阀129台。阀门所调介质温度分布在-165~300℃之间。相关阀门还存在气液两相流、温度突变等情况影响。控制阀的常规检查仅凭给定0%、30%、50%、70%、100%操作数据进行开度比对不严谨。工厂自2013年12月竣工至今一直处于间歇生产状态,因阀门故障而诱发的重大工艺事件和联锁停机事故见表1。
综上所述,所研工厂历年都发生过因控制阀故障而导致的突发工艺事件,严重影响工厂平稳率与生产安全。其中个别故障无法在线解决,需要停产检修,诱发工厂开停工物料消耗与工时损失,间接增加了员工超劳程度和生产运行成本。下节运用GM(1,1)模型进行控制阀故障情况预判,指引停工检修与备品备件的采购库存[13-14]。
3 建模预测
GM(1,1)模型的基本原理为:将原始数据序列进行累加,充分弱化随机扰动因素后,进行新数据序列的指数增长规律表征。然后通过指数曲线进行模拟并运用最小二乘法进行具体参数的求解[15-17]。在此选用通用性最强的均值GM(1,1)模型建模。
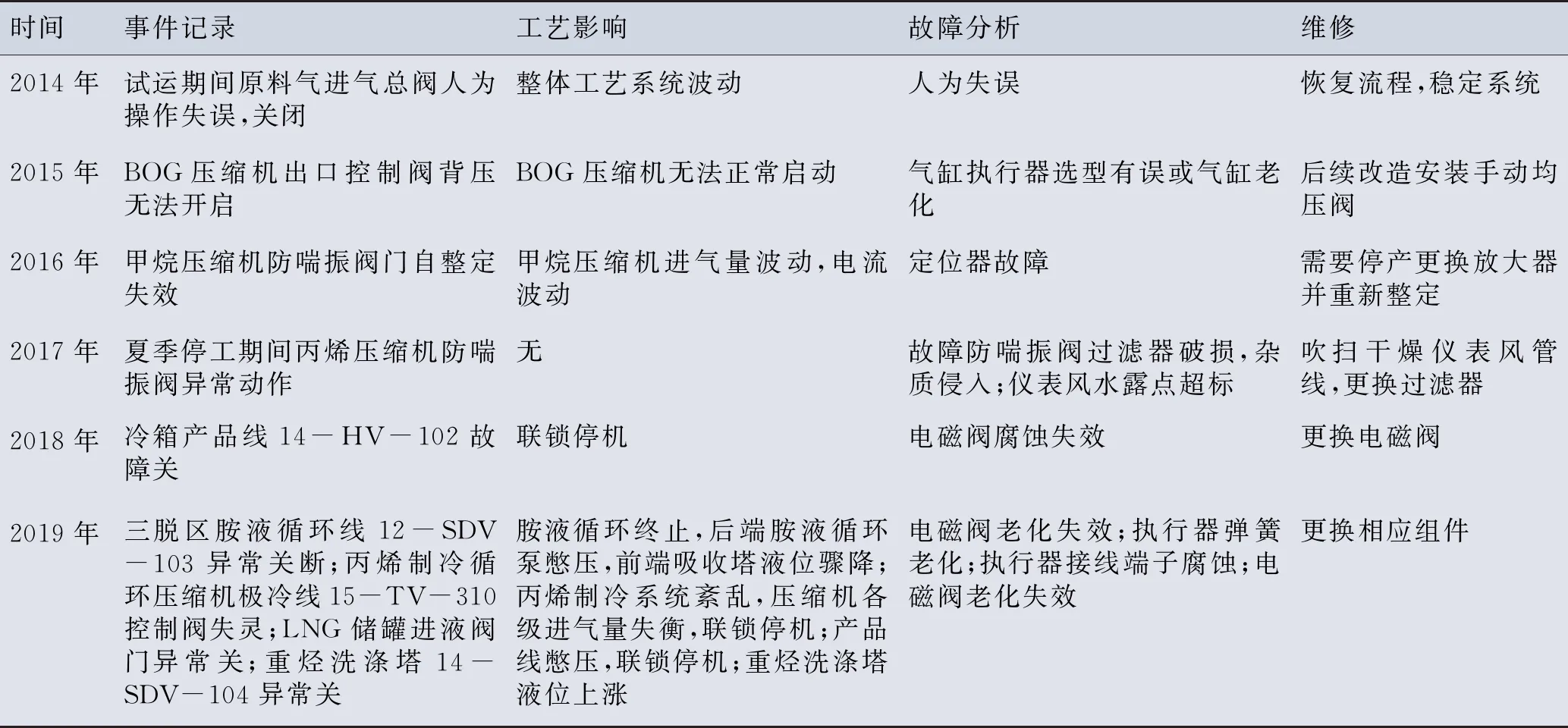
表1 阀门故障重大事件记录表
X(1)={x(1)(1),x(1)(2),x(1)(3)…x(1)(n)}
(1)
2)生成新序列变化趋势微分方程:
(2)
(3)
3)构造数据矩阵:
(4)

(5)
4)均值求解预测模型:
(6)
(7)
(8)
控制阀故障情况数据见表2。根据上节问题描述,分别令2014-2018年控制阀故障率,各部件维修频次为
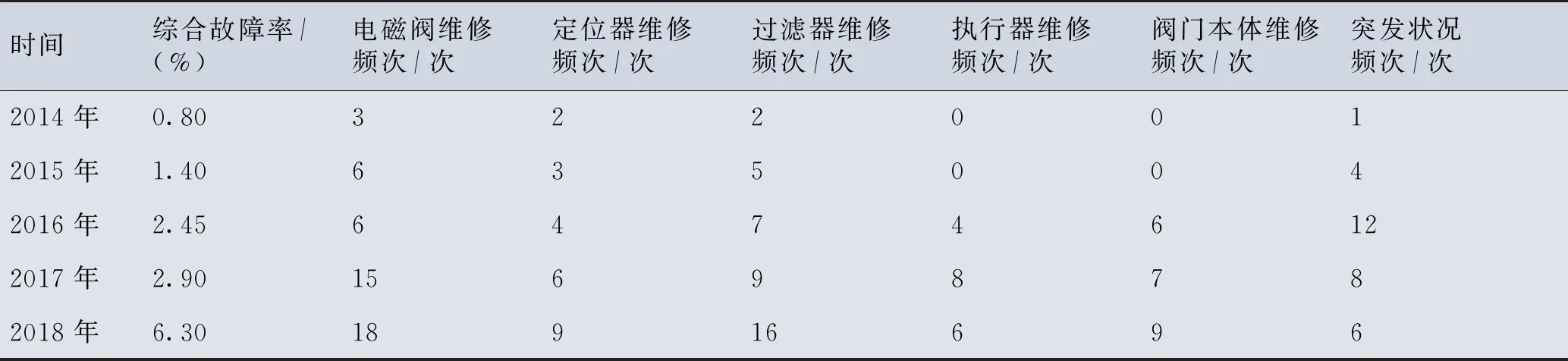
表2 控制阀故障情况数据表
原始数据序列,预测2019-2021年未来时间发展下的相应参数。在此以做全数据序列实例算法过程展示。
综合故障率全数据运算过程:
1)初始化建模原始序列:0.80,1.40,2.45,2.90,6.30。
2)原始序列的1-AGO生成:0.80,2.20,4.65,7.55,13.85。
3)1-AGO生成序列的紧邻均值生成:1.50,3.42,6.10,10.70。
5)模拟值与模拟误差见表3。
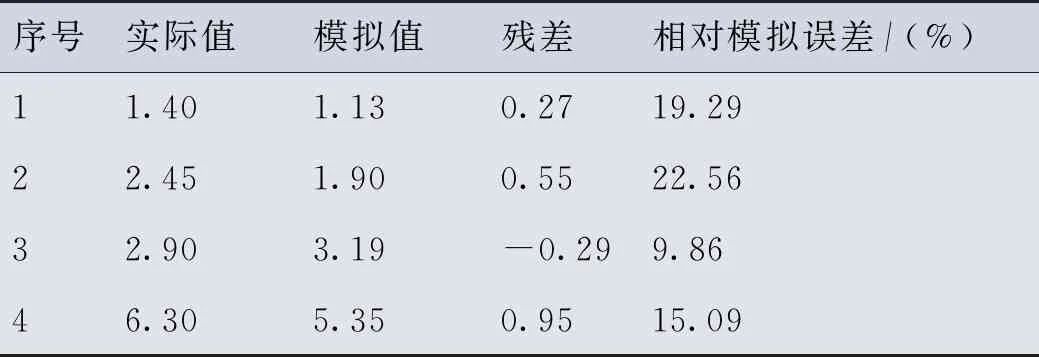
表3 综合故障率模拟误差表
通过表3进一步计算可知平均模拟相对误差为16.70%。结合图2综合分析可知,模型数据成明显上升趋势,且模拟误差相对较小,模型精度良好。进一步根据式(6)均值求解预测模型得出未来2年控制阀综合故障率分别为8.98%、15.08%。
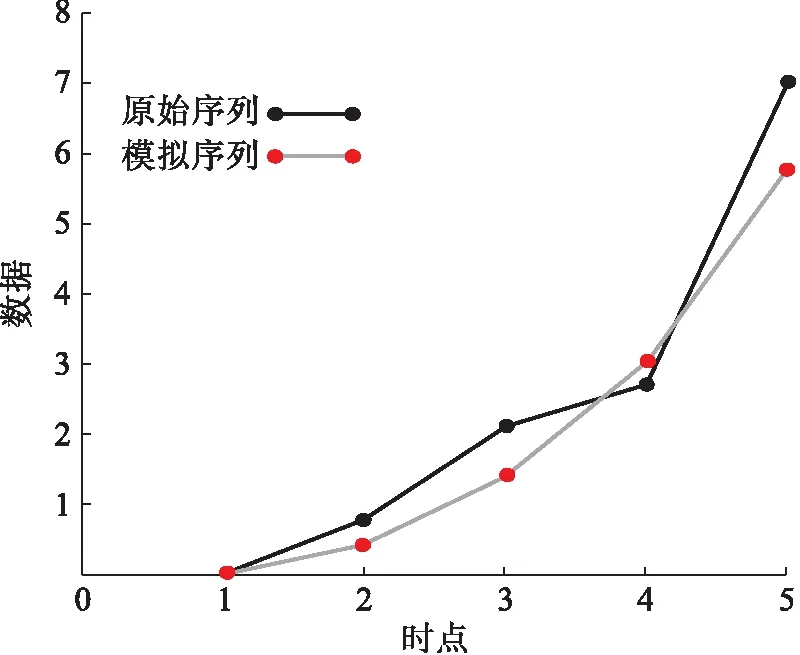
图2 综合故障率数据序列变化趋势图Fig.2 Trend of comprehensive failure rate data series
电磁阀维修频次全数据运算过程:
1)初始化建模原始序列:3,6,6,15,18。
2)原始序列的1-AGO生成:3,9,15,30,48。
3)1-AGO生成序列的紧邻均值生成:6,12,22.5,39。
5)模拟值与模拟误差见表4。
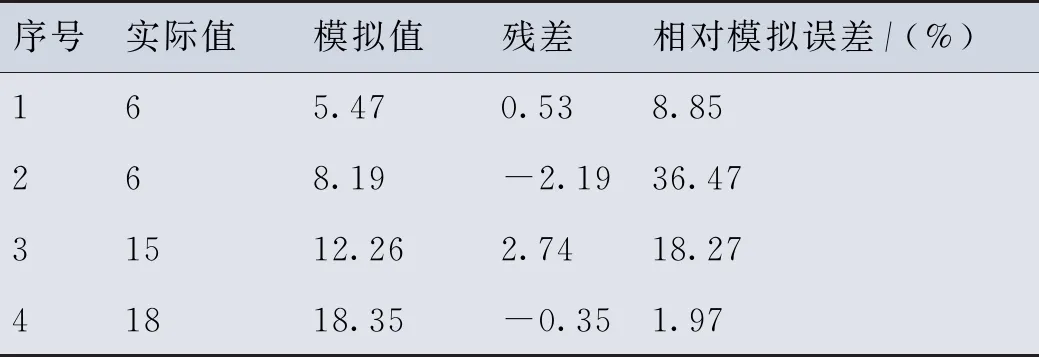
表4 电磁阀维修频次模拟误差表
通过表4进一步计算可知平均模拟相对误差为16.39%。结合图3综合分析可知,模型数据呈明显上升趋势,相对误差较小,模型精度良好。进一步根据式(6)均值求解预测模型得出未来2年电磁阀维修频次分别为27.48、41.14。
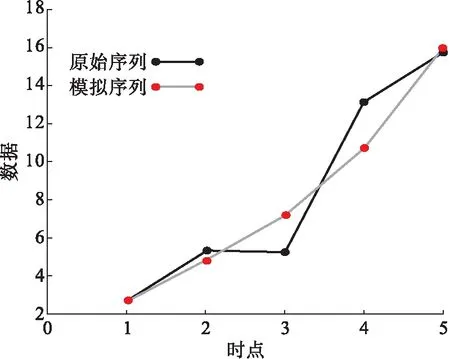
图3 电磁阀维修频次数据序列变化趋势图Fig.3 Trend of solenoid valve maintenance frequency data series
定位器维修频次全数据运算过程:
1)初始化建模原始序列:2,3,4,6,9。
2)原始序列的1-AGO生成:2,5,9,15,24。
3)1-AGO生成序列的紧邻均值生成:3,7,12,19.5。
5)模拟值与模拟误差见表5。
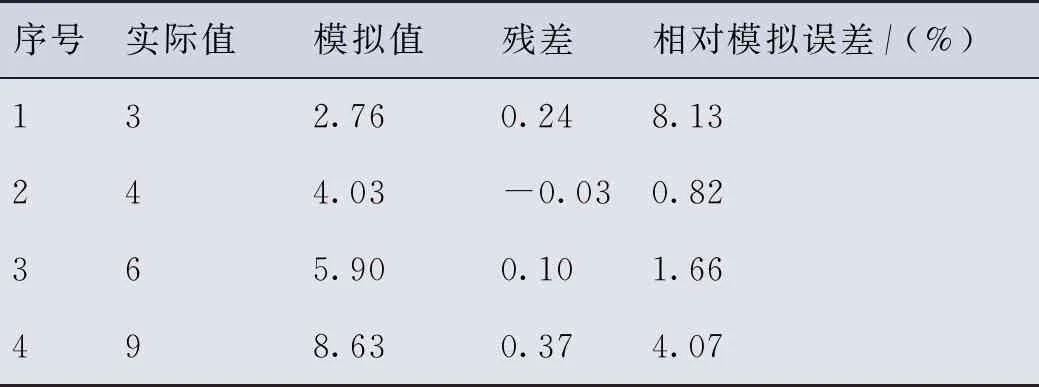
表5 定位器维修频次模拟误差表
通过表5进一步计算可知平均模拟相对误差为3.67%。结合图4综合分析可知,模型数据吻合性极强,呈明显上升趋势,模型精度优异。进一步根据式(6)均值求解预测模型得出未来2年控制阀定位器维修频次分别为12.63、18.48。

图4 定位器维修频次数据序列变化趋势图Fig.4 Trend of positioner maintenance frequency data series
过滤器维修频次全数据运算过程:
1)初始化建模原始序列:2,5,7,9,16。
2)原始序列的1-AGO生成:2,7,14,23,39。
3)1-AGO生成序列的紧邻均值生成:4.50,10.50,18.50,31.00。
5)模拟值与模拟误差见表6。
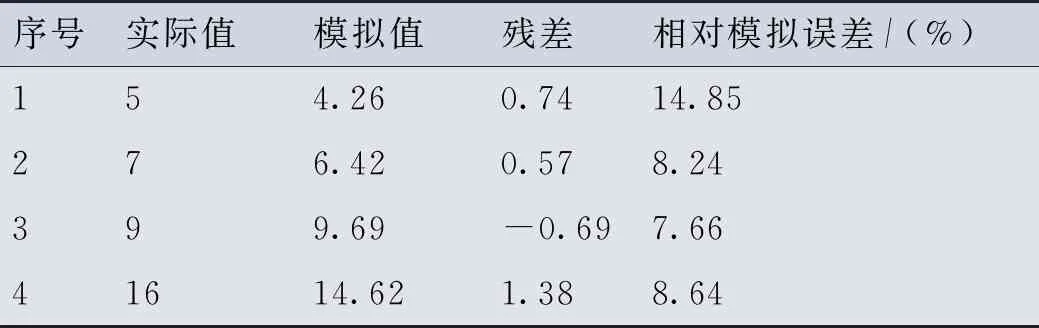
表6 过滤器维修频次模拟误差表
通过表6进一步计算可知平均模拟相对误差为9.85%。结合图5综合分析可知,模型数据吻合性强,呈明显上升趋势,模型精度优良。进一步根据式(6)均值求解预测模型得出未来2年控制阀过滤器维修频次分别为22.05,33.27。
综上所述,所研工厂因政策与市场影响,生产过程不连续,生产负荷不饱满,长期处于间歇性生产状态[20]。而全年的多频次开停工给仪器仪表寿命带来一定损耗,加之零部件自然老化问题,控制阀故障率和各零部件维修频次呈逐年上升趋势。运用GM(1,1)模型对相关数据进行运算,最终得出未来2年预测结果。

图5 过滤器维修频次数据序列变化趋势图Fig.5 Trend of filter maintenance frequency data series
4 验证与展望
根据2019年控制阀故障情况统计,综合对比GM(1,1)模型预测值,并在6月停工检修期间做关键性阀门零部件拆解维护。通过表7控制阀故障情况对比表可以看出,模型预测值略大于现场实际值,误差可接受,预测结果能指引现场生产运行工作。通过图6控制阀故障部件现场拆解可以看出,露天暴晒处控制阀零部件损坏情况较为严重,主要表现为线路老化和腐蚀受潮影响[21]。下步可进行防潮、遮阴处理。

表7 控制阀故障情况对比表
依据本文GM(1,1)数学建模运算分析过程和现场实际检维修情况,做下步研究展望。
1)从数学建模与数据分析方面而言,GM(1,1)模型属于预测类别的模型,是灰色系统理论原始经典构想下的核心模型。但该模型的运算机理是将离散形式的原始数据通过白化方程运算得到连续形式的结果,离散形式到白化形式的跳跃式运算会导致最终预测结果的偏差和不稳定[9]。所以进行纯指数序列的拟合运算时,未来的扰动因素会使时间较远的结果产生误差。在当前仪表故障率预测运用中只进行GM(1,1)新陈代谢模型式的次年预测,指引短期内各部件备品备料的采购库存较为可信。下步还需进行模型的过程化运算改进,运用DGM模型或SDGM模型全面提升原始均值GM(1,1)模型的精确性。

a)电磁阀进水腐蚀a)Water corrosion of solenoid valve

b)对更换电磁阀进行密封处理b)Seal the new solenoid valve

c)定位器接线端子老化c)Aging of positioner terminal
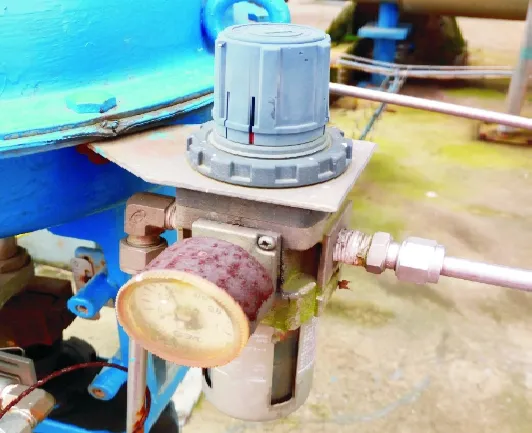
d)过滤器老化堵塞d)Filter aging and clogging
2)从现场实践与检测方法方面而言,仅凭停工期间的阀门开度比对无法及时并全面地发现问题。且该种方法时效性有限,需要制定严谨而简便的阀门检测方案,并使相关数据适应于GM(1,1)建模。在此提出一种基于执行器可测量信号冗余分析方法构想[10]。充分利用现场已知数据,进行执行器可测量变量的函数关系构造,并将相关数据带入GM(1,1)模型,在全面检测当前执行机构故障的同时进行零部件故障率判定式预测。
5 结论
1)信息化时代下,控制阀的监测已经实现了智能定位器通过HART协议、总线等方式采集阀门自身的信息,并通过相关电信号的计算提前预测阀门故障。但是相关系统的构建需要一定成本,后期运维费用未知,性价比及其市场推广性有限。所以充分运用当前数据进行GM(1,1)建模辅助生产更为可行。
2)所研LNG工厂设备设施较新,但还是发生了因关键部位控制阀故障导致的联锁停机,且在未来时间发展上呈上升趋势。运用均值GM(1,1)模型进行2019年故障情况预测为控制阀备品备件的采购提供了工作指引,并指引了大修过程中对易损件的提前检查更换。其中定位器维修频次平均模拟相对误差仅3.67%,模型数据吻合性极强,模型精度优异,极具推广性。
3)GM(1,1)模型是基于累加生成和最小二乘法的指数拟合模型,具有“贫信息、小样本”的通用性优势,能在时间序列数据有限的前提下得到较高精度的预测结果。但随着未来时间的发展,不确定因素越多,该模型的预测意义就越弱。所以在当前仪表故障率预测运用中只进行新陈代谢模型式的次年预测,指引短期内各部件备品备料的采购库存。当前的控制阀常规检查和生产运行期间人为巡检的外观检查不能保证控制阀故障的即时预警和相关零部件的损耗性评估。下步需充分运用现场可测物理量参数进行相关分析和数学建模,挖掘可用信息,指引控制阀故障判断。
猜你喜欢
流程工业(2022年3期)2022-06-23
防爆电机(2021年2期)2021-06-09
煤气与热力(2021年3期)2021-06-09
大连交通大学学报(2021年1期)2021-01-11
应用能源技术(2020年9期)2020-12-14
内燃机与配件(2020年8期)2020-09-10
电子制作(2017年1期)2017-05-17
中学科技(2014年11期)2014-12-25
太空探索(2014年3期)2014-07-10