上犹县农田水利工程中PVC管热熔对接焊工艺参数优化的探讨
2021-01-15 05:18蒋丽娟
黑龙江水利科技 2020年12期
蒋丽娟
(江西省赣农投资发展集团有限公司,南昌 330000)
0 引 言
与传统的金属管道相比,PVC管材具有轻质、环保、成型快、柔韧性好、抗冲击性强、耐化学和微生物腐蚀、抗震性好、耐绝缘、施工简便、价格低廉等性能优势,在给排水、农业灌溉、输水及农田水利工程中有很大的应用价值。热熔对接焊是较为实用的农田水利工程PVC塑料压力管道连接施工技术,其焊接设备简单,施工费用低,对接焊效果和密封性能良好,在农田水利工程中应用较为广泛,且对热熔对接焊技术的研究对塑料压力管道的推广应用具有积极作用。PVC管道焊接质量和接头的性能既取决于管材自身性能,也受焊接工艺参数的影响,由热熔对接焊的施工工艺可以看出,影响其接头性能好坏的因素主要有加热板温度、对焊压力、加热时间等,为此必须进行PVC管道焊接工艺参数对焊接接头性能影响程度及焊接工艺参数优化问题的探讨。
1 工程概况
上犹县农田水利高效节水项目位于上犹江水库库区小山丘上,区域地形较为低洼和陡峭,山顶高程为254.0m,本次所设计的农田高效节水灌溉面积约60.03万m2,灌区内全部采用喷灌灌溉方式。在灌溉区域内新建2座提水泵站,且均从上犹江水库直接提水至灌区各条带进行喷灌。其中,1#泵站直接修建在上犹江库位位置,由水泵从上犹江水库直接提水至灌区灌溉,1#泵站与6条灌溉分干管(1#-6#灌溉分干管)直接按丰字形连接和布置,并将一层筛网过滤器设置在输水总干管前发挥过滤作用。2#泵站与8条灌溉分干管(7#-14#灌溉分干管)按丰字形连接和布置。也将一层筛网过滤器设置在输水总干管前起过滤作用。喷头采用ZY-2H型金属摇臂喷头,喷头设计流量为4.38m3/s,喷射半径为19.2m,地块设计共520个喷头。根据灌区基地面积及地形条件,本灌区基地共划分成4个灌溉小片。1#-3#灌溉干管为1号小灌片,3#-6#灌溉干管为2号小灌片,7#-11#灌溉干管为3号小灌片,12#-14#灌溉干管为4号小灌片,各小片单独运行。各灌溉小片一次运行2根支管,即15个喷头;一次喷灌灌溉时间为1.6h,一天工作10h,一天喷6次,即一天工作90个喷头,地块6d喷完,每隔6d喷灌一次。
本工程PVC供水管道的连接采用热熔对接方式,并结合使用热熔对接焊机进行管材焊接,具体步骤如下:首先,将待焊接PVC管材放置在热熔对接焊机的夹具部位并旋紧;再将PVC管材待焊接端彻底清洁使其干燥,然后按照设计要求进行连接面铣削,以保证连接端齐整干净,防止发生漏水现象[1]。接着,将两对焊接件校直处理,并保证其错位量在2mm以内;之后将其放入加热板加热,待加热完毕后取出;并快速将两个加热面接合处理,还应同步升压至0.30MPa的设计熔接压力,直至PVC管材焊接端冷却。
2 试验方法及过程
为进行热熔对接焊工艺参数对焊接接头性能及焊接效果的影响分析,选择DN110-PVC-U灌溉干管材料进行试验,并采用塑料压力管道热熔对接焊机进行焊接。试样拉伸试验在25℃的室温下进行,按照50mm/s的拉伸速率进行焊接接头拉伸强度试验。为进行焊缝实际强度等的综合评价,在进行试件制备的过程中,去掉焊接熔环并缩小焊缝处截面积。冲击试验也在25℃的室温下进行,本工程通过Charpoy缺口冲击试验进行对接焊缝冲击韧性的检测,试验试件按照GB/T 1043-93的要求进行制备[2]。
3 热熔对接焊工艺参数对焊接接头性能的影响
3.1 加热板温度的影响
加热板温度是影响上犹县农田水利高效节水项目PVC管热熔对接焊工艺及施工效果的重要参数,加热板温度过高,则会导致PVC管的塑料管材发生热氧化破坏,生成挥发性物质,难以在短时间内全部排放至管道之外,导致管材发生脆性破坏。若加热板温度过低,则很难保证管端得到充分加热,降低其黏结强度,影响焊接效果。所以,在进行上犹县农田水利高效节水项目PVC管热熔对接焊施工的过程中,必须严格控制加热板温度,以确保获得最佳的焊接接头拉伸强度和冲击韧性,具体见图1。
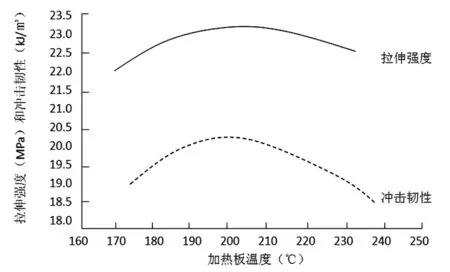
图1 加热板温度对焊接接头性能的影响
由图1可知,随着加热板温度的升高,焊接接头拉伸强度和冲击韧性均随之增大,当超过200℃和210℃后,焊接接头拉伸强度和冲击韧性发生逆转,反而下降,为此,必须将PVC管道热熔对接焊加热板的温度控制在200℃-210℃。
3.2 焊接压力的影响
在进行PVC管道热熔对接焊施工的过程中,聚合物在加热并压紧时,压力的作用会使聚合物向焊缝边缘流动并形成热熔环,进而导致焊接接头形状改变。在热熔聚合物发生流动后焊缝中央的熔化层厚度会减小,各区域温度分布呈现出不均匀状态,为保证焊接施工质量,必须在加热和压紧聚合物的过程中采用低压。此外,热熔加热过程中的加热压力还会使PVC管道端面更加平整,并在加热和压紧的同时确保平面上气体及夹杂物全部扩散并使聚合物黏接面牢固结合。而在聚合物材料冷却的过程中焊接压力还应能补偿其冷却时所可能发生的收缩,若因压力过小而无法补偿,则会增大结构缺陷。可见,焊接压力的恰当选择是保证上犹县农田水利高效节水项目PVC管热熔对接焊焊缝区域剪切流动的合理性并达到最佳焊接效果的保证,试验结果表明,焊接压力应保持在0.15MPa。
3.3 加热时间的影响
PVC供水管加热时间主要取决于管道壁厚、施工环境温度、加热板温度等方面。加热时间的延长、热熔区面积的增大有利于焊接施工质量的提高、未焊透情况的避免及残余应力的降低,但是加热时间的延长会增大聚合物管材的熔坏程度,遮盖管道通径后导致焊接面应力分布的不均匀,还会使对接面弯曲度增大,导致PVC管道捕集空气而引发管道失稳[3]。相反,若加热时间不足,必然导致未焊透。所以,严格控制加热时间才能确保焊缝强度和焊接质量,根据加热时间与PVC管材焊接接头冲击韧性的关系,应将加热时间控制在140s。
3.4 冷却时间的影响
上犹县农田水利高效节水项目PVC管热熔对接焊施工结束后管材逐渐冷却,且随着冷却时间的增大,PVC管材焊接头的强度持续增加,且根据试验结果,当冷却时间<23min时,冷却时间与PVC管材焊接头强度之间呈现正向变动关系,而当冷却时间≥23min后,PVC管材焊接头强度随冷却时间的延长反而下降,所以,应将冷却时间控制在23min,以达到PVC管材焊接头强度的最大值。
由以上试验可以得出,上犹县农田水利高效节水项目PVC管热熔对接焊接头焊接性能质量主要受加热板温度、焊接压力、加热时间和冷却时间等的影响。可以说其焊接头性能质量是施工环境和各工艺参数综合作用的结果,所以在该项目实施的过程中,必须加强以上因素及增压时间、设备状况、施工环境、管材选择、管道壁厚等参数的控制,以确保获得最大的焊接接头拉伸强度和冲击韧性,并使焊接接头达到最佳的性能状态。
4 结 论
通过文章对上犹县农田水利高效节水项目PVC管材热熔对接焊工艺参数的试验分析表明,PVC管材热熔对接焊焊接接头性能受加热板温度和焊接压力的影响十分显著,受加热时间的影响较为显著,受压焊时间的影响并不显著。焊接头性能质量是塑料管材自身性能、施工环境、施工人员技术水平、各项焊接工艺参数综合作用的结果,只有加强对各因素的控制才能获得最大的焊接接头拉伸强度和冲击韧性。文章试验结果表明,加热板温度应控制在200℃-210℃,焊接压力应控制在0.15MPa,加热时间和冷却时间应分别控制在140s和23min。
猜你喜欢
建材发展导向(2022年20期)2022-11-03
印制电路信息(2022年8期)2022-09-21
建材发展导向(2022年12期)2022-08-19
建材发展导向(2022年3期)2022-04-19
建材发展导向(2022年5期)2022-04-18
中学生数理化·中考版(2021年9期)2021-11-20
建材发展导向(2021年11期)2021-07-28
石油沥青(2021年2期)2021-07-21
合成树脂及塑料(2021年6期)2021-01-09
河南水利年鉴(2020年0期)2020-06-09