
半精纺澳毛/大麻/羊绒抗菌针织纱线的开发
2021-02-06 00:38王纪冬安晓龙陈东升陈学彪
毛纺科技 2021年1期
王纪冬,安晓龙,陈东升,陈学彪
(浙江中鼎纺织股份有限公司,浙江 桐乡 314500)
毛纺织品因其天然的舒适性、保暖性受到广大消费者的青睐,随着人们生活水平的提高,对纺织品的需求不仅限于穿着的舒适性和美观性,对纺织品功能性需求也越来越高。秋冬季节,易因运动出汗导致人体局部湿热而易于滋生细菌,对身体健康造成威胁,因此纺织品的抗菌性非常重要。纺织品获得抗菌性的常见方法有利用纤维材料天然的抗菌功能和通过后整理赋予其抗菌功能2类[1-3]。利用具有天然抗菌性能的大麻纤维与澳毛、羊绒混纺,开发的纺织品具有健康安全、持久高效的特点。澳毛、羊绒可提升纺织品的穿着舒适性,但在一定程度上削弱了成品的抗菌效果,为了满足消费者对抗菌面料更高的要求,需对澳毛和羊绒纤维进行抗菌处理,提升成品对金黄色葡萄球菌、大肠杆菌、白色念珠菌等细菌的抗菌能力[4-6]。
在阅读语篇前,教师可以利用头脑风暴激活学生的思维,激发其阅读语篇的兴趣,使学生的思维得到碰撞,为后面的读和写奠定基础。本节课上,在预测后设计了一个头脑风暴活动,以问题“Can you say something sbout pandas?”引导学生从look(模样)、build(体型)、food、living places(居住地)等几个方面展开讨论,在学案上写出尽可能多的词语介绍熊猫。
本文采用绿色抗菌剂(Silvador 930 flex)对经过散毛染色的澳毛和羊绒纤维进行抗菌处理,然后与大麻纤维进行混纺。通过调整纺纱各道工序工艺参数,对纱线的强力、线密度、色牢度等品质指标进行测试,以平衡成纱品质与织物风格之间的关系。开发的澳毛/大麻/羊绒混纺产品手感滑糯、舒适保暖、抗菌性能优良,是为消费者提供的优质产品。
1 原料选择
1.1 澳 毛
澳毛是澳大利亚羊毛的总称,因其毛质卷曲柔软、长度匀齐、洁白光亮、弹力较好等优点,深受行业和消费者的好评,全球三分之二以上的美丽诺细羊毛和二分之一以上服装用羊毛均来自澳大利亚,是高品质羊毛织物的首选原材料[7]。
1.2 大麻纤维
大麻纤维是我国最早使用的服用天然纤维之一,大麻织物干爽挺括,具有优异的吸湿透气性能,不易出现静电集聚现象;大麻纤维具有抗菌、防霉、防臭功能[8-9]。周永凯等[10]研究表明大麻织物对金黄色葡萄球菌、大肠杆菌、白色念珠菌等具有明显的杀灭抑制作用。但是纯纺大麻织物弹性非常小,面料经过拉伸折叠后容易起皱。
散纤维染色→澳毛、羊绒抗菌处理→YX263和毛机→FB220梳毛机→FA306并条机→RF-5粗纱机→TH588细纱机→SAVIO P01ARM自络筒机→ SINCROB 408并线机→SINIUS 201 BR倍捻机。
1.3 山羊绒
羊绒是生长在山羊外表皮层,掩在山羊粗毛根部的一层薄薄的细绒,属于稀有的特种动物纤维。羊绒纤维十分珍贵。羊绒织物具有柔、软、轻、滑、糯、暖、爽的特性。羊毛、羊绒等这些动物蛋白纤维在湿热环境下容易滋生细菌,不仅威胁消费者的身体健康,严重情况下衣服本身也容易产生异味或发霉。
2 产品开发思路
结合大麻纤维、澳毛与羊绒的特点,采用混纺方法使织物既具有舒适保暖的特点,又兼具天然的抗菌能力[11]。基于生产实践,以不改变羊毛织物手感和风格为前提,探索出当澳毛、大麻纤维与羊绒比例为60∶30∶10时,织物的手感和抗菌效果较好。
混纺织物对金黄色葡萄球菌、大肠杆菌、白色念珠菌具有较好的抗菌效果,为满足部分消费者对更高性能抗菌服装的需求,拓展产品种类,本研究通过对散纤维染色后的澳毛和羊绒进行抗菌处理,达到提升织物的整体抗菌能力的效果。
基因治疗是目前生命科学中一项重要的技术,它可以安全地将选定的基因引入活细胞中。gemini表面活性剂有可能作为生物活性分子运输的载体。使用标准的肽化学可很容易地合成出基于赖氨酸和2,4-二氨基丁酸的阳离子型gemini表面活性剂[156]。
3 关键工艺技术
3.1 工艺流程
中国矿业大学(北京)为了促进我国高等教育传统观念的改变,营造鼓励学生积极探索、勇于创新的文化氛围,提出了 “大学生科研选题训练项目”(简称“科研选题”)和“大学生创新训练项目”(简称“大创”),将科研项目作为载体、学生作为项目主体进行科学研究方面的训练。为使学生能够及时了解和吸收最前沿的科技信息,煤矿机械虚拟仿真实验平台充分利用各大中心特有的能源特色技术和产业项目为背景开展本科生训练项目的立项与实施工作,通过自由组队、自主选题、自行实验、重在过程的方式,以全面提升大学生综合素质和就业竞争能力[7-8]。
与这样的男人共度一生,即使完全遵循父母之命媒妁之言,也不见得会差到哪儿去。更何况在上京途中二人已有过些粗浅交往,彼此都暗合了心意也说不定。
3.2 染色及抗菌处理
色纺毛针织纱线的染色方法一般有散毛染色、绞纱染色等。散毛染色上染均匀,可将不同染色性能的纤维分别染色后混纺,在毛纺中应用最为广泛。本文采用低温染色工艺[12]对羊毛进行染色,然后在酸性条件(pH值5)下使用绿色抗菌剂Silvador 930 flex对澳毛和羊绒进行抗菌处理,可使染色纤维损伤小。澳毛及羊绒抗菌处理工艺见图1。
和毛工序是保证多种纤维混纺时纤维混合均匀的关键步骤,在此过程中对染色后的散纤维进行开松与混合。纤维在后道加工过程中要受到反复的梳理和牵伸,为了避免纤维损伤,需要在和毛过程中添加1.0%的DH-601和毛油,减少摩擦,使纤维保持较好的柔韧性;添加0.8%的DK-103抗静电剂,减少纤维与机器摩擦时的静电,降低断头率,提升制成率和纱线品质。和毛后采用高温闷仓,延长闷仓时间至24 h,使油水渗透均匀,上机回潮率控制在18%~20%。
12月6日,知名华裔科学家张首晟家人发布声明,确认张首晟于12月1日因抑郁症意外去世,终年55岁。张首晟生前为斯坦福大学物理系终身教授、美国国家科学院院士、美国艺术与科学学院院士、中国科学院外籍院士,是杨振宁的学生。因为“量子自旋霍尔效应”和“天使粒子”的发现,张首晟在全球科学界屡获殊荣。学术领域之外,他于2013年创立丹华资本,专注于投资最具颠覆性和影响力的科技成果和商业创新。
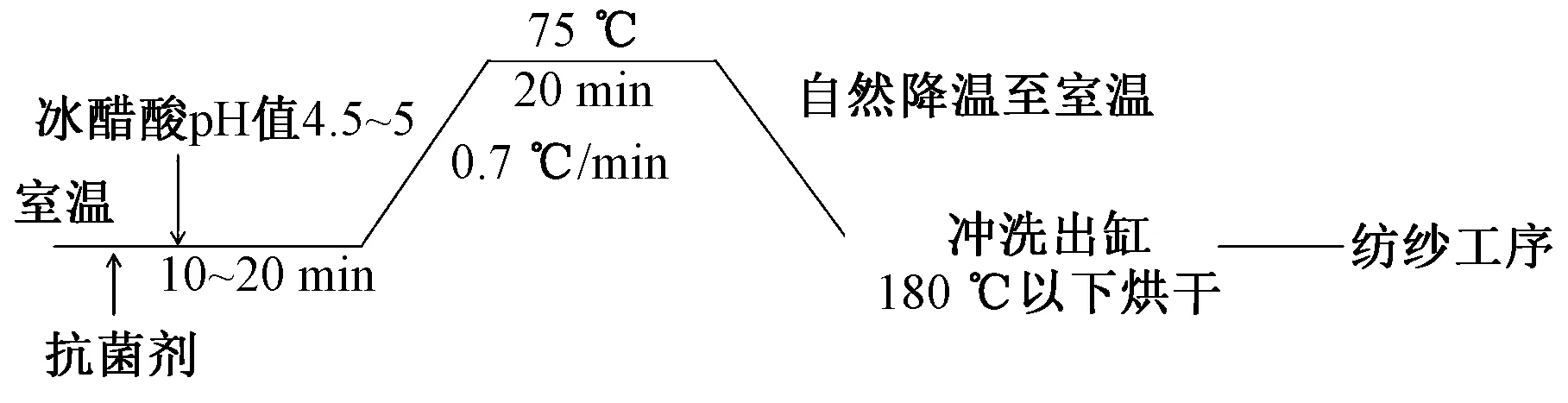
图1 澳毛及羊绒抗菌处理工艺
粗纱工序应加强对浮游纤维的控制,提升纤维间的抱合力,因此对捻系数的控制尤为重要,为了避免细纱退绕断头,增加意外牵伸,粗纱捻系数要偏大控制[15]。经过多次试验对比,粗纱的捻系数比常规毛纺产品高10%~20%较为适宜。粗纱卷绕张力应适当减小,并严格控制大、小纱张力的差异。
为保证纺纱的顺利进行,本文研究选用平均长度50.43 mm,平均细度17.22 μm,短绒率3.71%的澳毛;平均长度63.14 mm,短纤率11.86%的大麻纤维;平均长度32~34 mm,平均细度15.8 μm,短绒率9.5%的羊绒。采用半精纺工艺生产60% 抗菌澳毛、30%大麻纤维和10%羊绒混纺,线密度为19.2 tex×2的针织混纺纱。
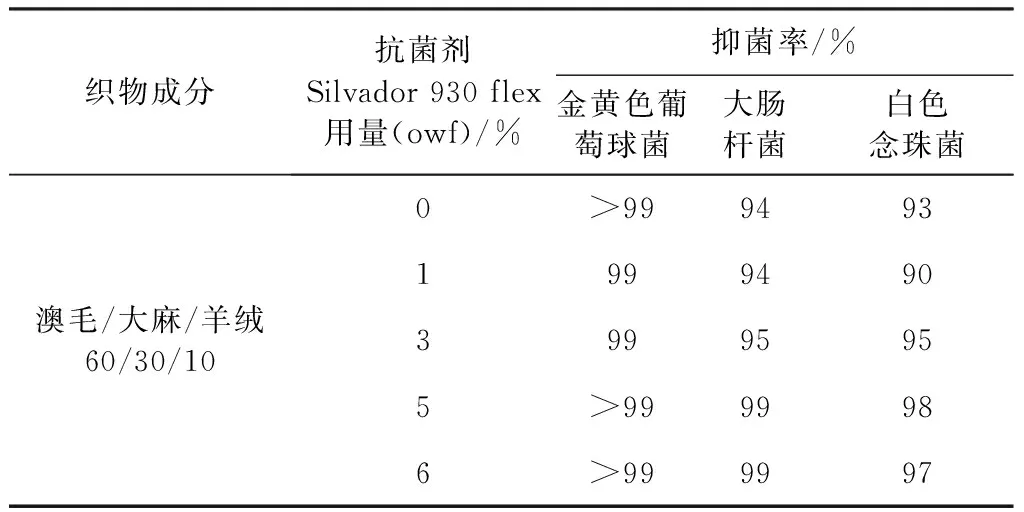
表1 澳毛/大麻/羊绒产品抗菌性检测结果
由表1可以看出,根据GB/T 20944.3—2008《纺织品 抗菌性能的评价 第3部分:振荡法》,对澳毛/大麻/羊绒 60/30/10混纺织物进行抗菌性检测,对澳毛及羊绒进行抗菌整理后的澳毛/大麻/羊绒60/30/10织物对白色念珠菌的抑菌率由93%提升到98%,对大肠杆菌的抑菌率由94%提升到99%,可满足人们日常使用需求。
3.3 纺纱工艺
3.3.1 和毛工序
有人说,在法国,她是除总统马克龙之外影响力最大的政治人物,此外,身高达到1.8米、热衷奢侈品牌的她,还堪称法国女性的形象代言人。
3.3.2 梳毛工序
黄金粟成白玉花。据《东京梦华录》记载,北宋时期,市面上有一种名曰“孛娄”的风味小吃,这便是中国最早的膨化食品——爆米花!
由于澳毛、羊绒与大麻纤维的长度、细度、强力、回潮率存在差异,因此梳毛工序直接关系到纺纱成本与制成率,既要考虑梳理效果,又要合理控制落毛,保持正确的混纺比。大麻纤维中含有的粗硬纤维既不能满足后道纺纱的要求也会影响穿着的舒适度,因此梳毛工序要尽量去除粗硬纤维。综合考虑,工艺参数设置为:锡林转速330 r/min,刺辊转速700 r/min,道夫转速10~13 r/min,活动盖板和锡林之间的隔距为0.275、0.250、0.225、0.225、0.250 mm,生条定量设计为14 g/(5 m)。采用此工艺澳毛、羊绒与大麻纤维混合均匀,可以有效防止损伤纤维,减少短绒产生。
并条采用FA306并条机,将7根经过混合梳毛的澳毛/大麻/羊绒 60/30/10生条同时喂入,二并、三并采用8根并合,确保纤维伸直平行,并遵循“紧罗拉隔距、重罗拉加压、轻出条定量”的原则。由于经过梳理后大麻纤维平均长度较短,短绒率增加,因此并条车速不宜过大。降低罗拉转速,减少牵伸倍数,可以消除前弯钩,同时减轻静电的产生,有利于控制并条条干[13-14]。对牵伸部件进行调整,可有效地改善混纺纱的内在结构,保证了熟条的品质。并条工序工艺参数如表2所示。
3.3.3 并条工序
3.3.4 粗纱工序
根据图5中的凝点变化趋势可以看出,不同调和比例油样的凝点值大小差异比较明显。安庆0#车柴的凝点值要比齐鲁-10#车柴的高,并且随着安庆0#车柴的比例不断提高调和油样的凝点值也逐渐升高,说明该方法具有良好的区分性。
抗菌整理的关键是抗菌剂的品质和用量,抗菌剂需要具有一定的耐热性和耐酸性,保证纤维可获得较强的抗菌性能。澳毛/大麻/羊绒产品抗菌性检测结果见表1。经过反复试验确认,当抗菌剂用量为4%~5%(owf)时,澳毛、羊绒纤维的抗菌效果最明显且不会影响纤维的可纺性,抗菌剂用量再增加也不会明显提升抗菌效果,反而会提升生产成本。因此使用5%的抗菌剂对澳毛和羊绒纤维进行抗菌处理,然后再与大麻纤维混纺纺纱。
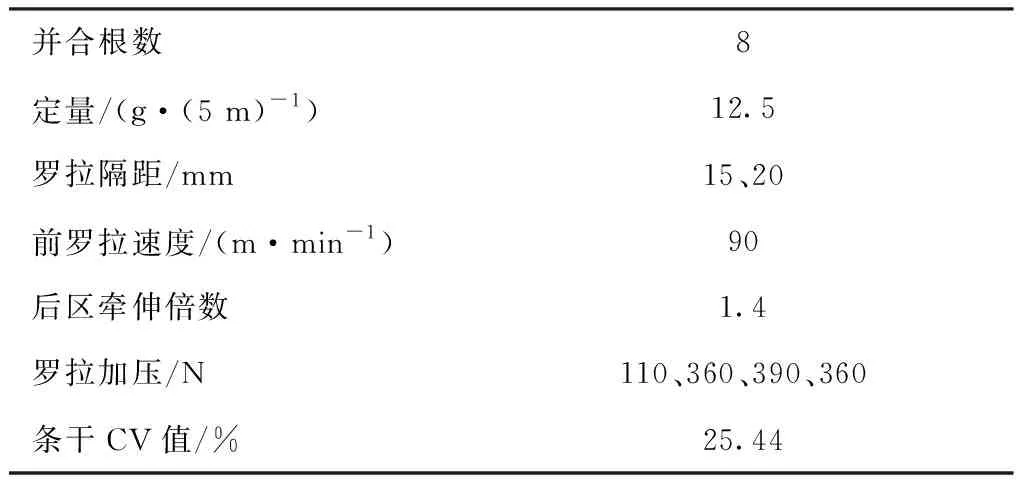
表2 并条工序工艺参数
3.3.5 细纱工序
细纱工序的关键是提升纱线强力,降低断头和飞毛,避免毛羽产生。由于大麻纤维长度整齐度差,细度不匀率高,为改善成纱条干,增强纱线强力,减少毛羽产生,采用赛络纺纱工艺,由2根粗纱同时喂入牵伸加捻成纱。为了保持大麻纤维的柔软性,车间相对湿度控制在75%以上。纺纱工艺采取“低纺纱速度、重罗拉加压、小后区牵伸倍数、大细纱捻度”的原则,有利于控制断头率,稳定牵伸,控制浮游纤维。
为进一步优化赛络纺工艺,对纱线品质影响较大的粗纱间距和成纱捻系数2个因素进行试验分析,赛络纺工艺参数如表3所示。
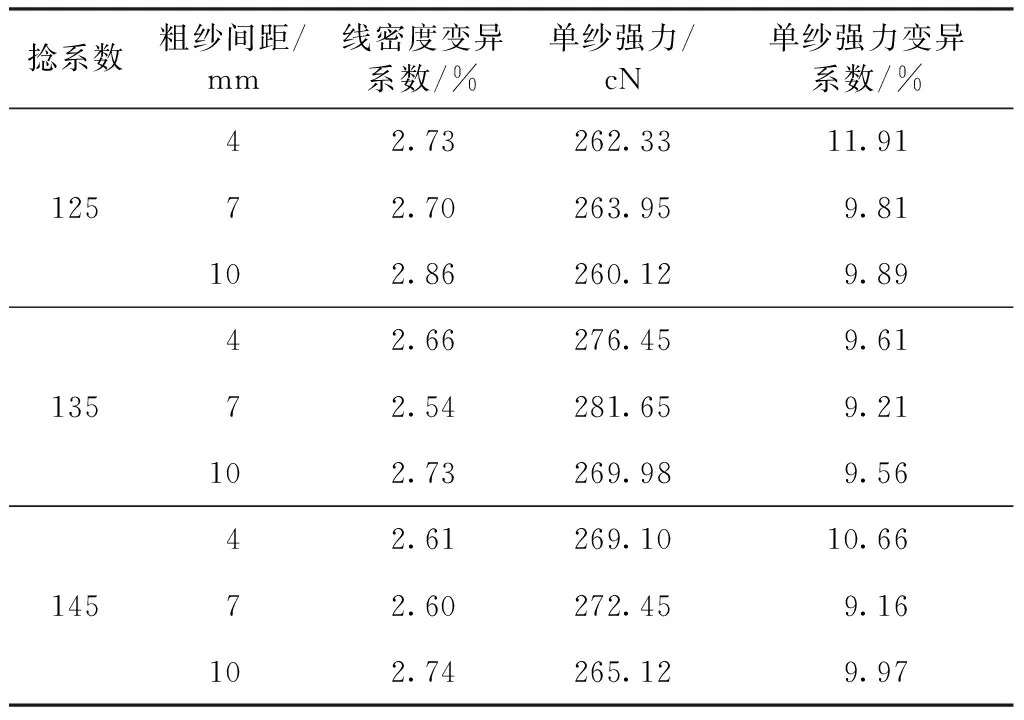
表3 赛络纺工艺参数
可见,当成纱捻系数为135、粗纱间距为7 mm时综合品质最好。随着粗纱间距的增大和纱线捻系数的增加,纤维间抱合力增大,不易滑脱,成纱强力增加。当粗纱间距继续增大,2根须条的张力不匀率增加,其结合方式变为相互纠缠而不是相互捻合,成纱强力下降;粗纱间距增大时,牵伸装置对每根须条的控制减弱,若粗纱间距过大,2根须条张力大小不匀,易造成2根须条不是相互捻合而是相互缠绕,因此,粗纱间距不能太大。捻系数过大时,纤维倾斜角加大,光泽较差,手感较硬,纱线强伸性变差。因此应根据最终产品风格和服用性能,综合选择合理参数。
3.3.6 络并捻工序
毛纺针织物的风格以蓬松柔软为主,纱线捻度较棉纺纱线小,其成纱一般为2股或3股幷合加捻而成,因此要对细纱进行络筒、并纱、倍捻加工。由于大麻纤维长度短,强力低,在络筒时要降低张力和络筒速度,并保持通道光洁,避免因摩擦使纱线毛羽增加。倍捻设计捻度为413捻/m,锭速为33~35 r/min,捻向为S捻。
4 成品指标
根据标准FZ/T 71008—2019《半精纺毛针织纱线》,对线密度为19.2 tex×2的澳毛/大麻/羊绒 60/30/10混纺纱进行测试,主要物理指标测试结果为:股纱强力215 cN,股纱强力变异系数 8.67%,股纱线密度变异系数 1.77%;混纺织物色牢度如表4所示。测试结果均符合FZ/T 71008—2019一等品要求。

表4 混纺织物色牢度 级
5 结束语
采用线密度为澳毛/大麻/羊绒60/30/10混纺纱织制的混纺织物具有优异的天然抗菌性能和独特的手感。为了增强混纺织物的抗菌性能,在散毛染色阶段对澳毛、羊绒进行抗菌处理,其织物对金黄色葡萄球菌、大肠杆菌、白色念珠菌具有优良的抑菌性能。混纺纱生产过程中必须要保证原料混合均匀,成纱品质良好。根据原料性能,采用合理的纺纱工艺和纺纱设备,严格控制各工序,最终成纱品质符合FZ/T 71008—2019《半精纺毛针织纱线》一等品的要求。
猜你喜欢
纺织标准与质量(2022年3期)2022-08-10
纺织标准与质量(2022年2期)2022-07-12
纺织标准与质量(2022年1期)2022-07-12
纺织学报(2022年2期)2022-03-18
学苑创造·A版(2021年10期)2021-10-30
纺织科学研究(2021年6期)2021-07-15
昆明医科大学学报(2021年2期)2021-03-29
儿童故事画报·发现号趣味百科(2017年1期)2017-06-01
华声(2016年20期)2016-11-19
宁夏画报(2016年7期)2016-10-24
