等离子喷焊ZrC增强铁基喷焊层Q345复合板的制备
2021-02-23 11:56于宏辰张俊翔陈思颖宁玉恒
吉林化工学院学报 2021年1期
于宏辰,张俊翔,陈思颖,宁玉恒
(1.长春工程学院,机电工程学院,吉林 长春 130021;2.长春工程学院,应用技术学院,吉林 长春 130021;3.长春工程学院 水利与环境工程学院,吉林 长春 130021;4.大唐东北电力试验研究院有限公司,吉林 长春 130000)
磨损与腐蚀是工件破坏的主要方式,严重制约经济的发展.一般情况下,工件的破损现象主要产生于工件的表层部分[1].故而提高工件的表面性能是提高工件使用寿命、降低生产成本的重要方法[2].
用于增加材料表面性能的方法包括激光熔覆、热喷涂、气体钨极电弧焊及等离子喷焊[3-4].等离子喷焊是工件表面强化的重要手段之一,它具有合金材料用量少、应用范围广、价格便宜、生产效率高与自动化程度较高等诸多特点,可以在零件表面制备高性能的合金涂层,并且,镍基、钴基合金粉末较为常见.然而,上述粉末的价格较为昂贵,一般只用于特殊要求的零部件表面.铁基合金粉末成本低廉且与钢铁基体的融合性较好而逐渐引起广泛的关注.然而单一的铁基合金喷焊层性能很难满足工业生产需求.颗粒增强金属基复合涂层技术在进一步改善涂层性能方面具有重要应用,该方法能使涂层基体晶粒明显细化,可解决单一金属基涂层所带来的性能低下问题.因此,颗粒增强铁基合金粉末喷焊层的制备正逐步成为研究热点[5-6].
ZrC具有高硬度、高熔点、高稳定性、抗腐蚀性和良好的导热性,且与金属润湿性优良,可以作为铁基粉末良好的颗粒增强体[7-9].同时,ZrC与铁具有较低的晶格错配度,有效的细化了晶粒.因此,ZrC的加入对于改善喷焊材料的耐磨性和强度方面效果明显.然而,目前关于ZrC颗粒增强铁基表面处理的研究主要集中在激光熔覆技术上;而激光熔覆技术成本较高,很难满足生产需求.相比之下,等离子喷焊技术成本低廉、生产效率高且自动化程度高,适合现代生产需求.因此,利用等离子喷焊技术进行ZrC颗粒增强铁基复合喷焊层的制备对工业生产帮助较大,而目前对该领域的研究较少[10].
Q345低合金钢具有强度高、韧性和疲劳性能良好的特点,广泛应用于转向架构架、压力容器、管道及钢结构等[11].因此,本论文以Fe55的粉为基体同时加入ZrC陶瓷颗粒,在Q345表面进行等离子喷焊.从而优化了ZrC增强铁基喷焊层Q345复合板的制备工艺,为优化钢铁材料等离子喷焊表面处理技术提供实验依据.
1 实验部分
1.1 试剂与仪器
本实验所选用基体材料是尺寸为300 mm×70 mm×6 mm的Q345低合金钢,喷焊材料选用目数为150-300目的Fe55型Fe基自熔性合金粉末,其主要化学成分如表1所示.选用目数为140-300目的ZrC陶瓷颗粒作为增强相,以期提高铁基合金喷焊层的力学性能.

表1 Fe55型 Fe基自熔性合金粉末化学成分
1.2 实验过程
利用等离子喷焊技术(Plasma transferred arc welding)在其表面制备了含有3.0 wt.% ZrC的铁基合金喷焊层.首先,设计简单正交实验以达到优化最佳喷焊工艺的目的.实验后通过观察焊缝宏观形貌、熔池深度、余高高度以及显微硬度等对焊缝成形系数及硬度较低的工艺进行排除,进而优化出最佳的喷焊工艺.对利用优化的工艺制备的试样进行切割取样,利用金相显微镜(Carl Zeiss-Axio Imager A2m)、扫描电镜(EVO 18,Carl Zeiss)分别对其进行金相观察与物相分析、利用显微硬度计(1600-5122VD Microment 5104)进行显微硬度测试、利用夏比摆锤冲击实验机(PTM2000)对试样进行冲击测试,利用扫描电镜(EVO 18,Carl Zeiss)对冲击试样断口进行观察以分析其断裂机制.
2 结果与讨论
正交实验的喷焊工艺参数见表2.根据课题组前期研究离子气、保护气对ZrC增强铁基喷焊层质量影响的结果,将离子气、保护气分别设定为1.2~1.4 L/min、10~12 L/min.所以只需改变焊接电流、焊枪行走速度以及送粉量来探索符合要求的最佳工艺参数.并且,在焊前对Q345钢板进行预热,以减小焊接变形,预热温度为200 ℃,预热时间为30 min.相应工艺参数条件下制备的喷焊复合板体式显微镜图如图1所示.从图中可以看出,通过测量焊缝宏观形貌、熔池深度以及余高高度等参数计算出焊缝成形系数;同时对各试样进行硬度测试,选取试样中硬度较高、焊接成形系数较大的试样作为正交实验的最佳工艺,具体结果如表3所示.从表3中结果可以看出,优化出最佳的喷焊工艺为电流60 A、焊枪行走速度20 mm/min、送粉量为35 %、离子气流量为1.2~1.4 L/min、保护气流量为10~12 L/min.

表2 正交实验设计明细

图1 正交实验中各焊缝体视显微镜图片

表3 焊缝宏观特征参数
图2为最优焊接工艺条件下喷焊层与基体的光镜组织图.

图2 最优焊接工艺条件下喷焊层与基体的光镜组织图
其中图(a)为基板组织、图(b)为热影响区组织、图(c)熔合线附近组织、图(d)喷焊层组织,(e)、(f)、(g)、(h)分别为(a)、(b)、(c)、(d)的放大图.从图中可以看出,Q345基板的组织正常,为珠光体+铁素体组织(图2(a)、(e)).同时对未加ZrC的喷焊层也进行光镜观察如图3所示.

图3 最优焊接工艺条件下未加ZrC的喷焊层光镜组织图
从图中可以看出,热影响区处金相组织仍为珠光体+铁素体组织(图2(b)、(f)).和基板组织相比,热影响区处的组织织构现象不明显.这是由于在焊接过程中,热影响区所受热量较高,在焊枪经过之后其又在空气中冷却,此过程相当于对该处进行正火热处理,其间原子受热扩散导致铁素体与渗碳体进一步发生非定向生长.熔合线附近无明显微裂纹产生;且熔合区涂层存在白亮层(箭头所示),表明涂层与基板均达到了结合强度较高的冶金结合(图2(c)、(g)).图2(d)、(h)为喷焊层组织,从图中可以看出,和图3相比,ZrC的加入使铁基体晶粒组织发生明显的细化和均匀化,原有定向生长的粗大树枝晶受到抑制,整体组织的生长各向异性有所减弱,出现了近等轴晶,组织的均匀性较高.并且,在等离子喷焊过程中,在高能量密度的离子弧作用下喷焊层吸收热量较大且微米ZrC颗粒具有较高的硬度和熔点.因此部分微米ZrC将熔化成为Zr和C原子.但由于Zr元素是可以促进碳化物的形成,在高温区又会重新和C反应形成初析碳化物 ZrC.未熔及重新析出的 ZrC将会成为非自发形核核心,在熔池中促进熔化铁粉的凝固形核,从而发生晶粒细化.
采用维氏显微硬度计对喷焊层横截面的显微硬度进行测量,其中显微硬度测量具体位置如图4所示,取距离熔合线相同距离点硬度平均值作为该处硬度,以减少试验误差.

图4 喷焊复合板硬度测试点
从表4中可以看出,多次测量的高强层硬度均在600(Hv10)以上.对试样进行冲击实验,为使实验数据更加准确,对该复合板进行3次实验,取平均值后得出试样的冲击韧度为192.8 J/cm2;并且对冲击断口进行了分析.图5为冲击试样的断口形貌图,其中图(a)、(b)为高强层,图(c)、(d)为基体层,图(e)、(f)为熔合线附近,其中(b)、(d)、(f)分别为(a)、(c)、(e)的放大图.从图中可以看出,在冲击过程中高强层的断口形貌为河流状花样,断裂方式为准解理断裂;在基体层位置处,存在明显的冰糖状形貌,其断裂方式为解理断裂.而在熔合线位置发现,虽然板材受到快速变形,但喷焊层与基体层仍然具有较好的结合,未发现微观裂纹的存在;并且,熔合线附近的基体层位置仍具有解理断裂的特征,而喷焊层附近也仍为准解理断裂.在冲击实验过程中,由于试样发生瞬间变形,位错运动也非常快,使得位错所穿过的晶粒来不及形成韧窝就已经发生了断裂,因此解理断裂可以发生于基体中.而在喷焊层中,由于ZrC陶瓷颗粒的存在,在冲击过程中,ZrC陶瓷颗粒对位错起到一定的阻碍作用,位错在喷焊层中的移动速度要慢于在基体中的移动速度,导致了河流状花样在喷焊层里的形成.
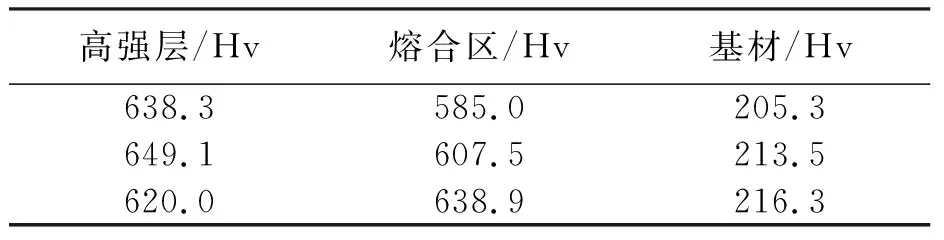
表4 最优工艺制备的喷焊层复合材料硬度

图5 冲击试样的断口形貌图
对喷焊层进行进一步的XRD分析,如图6所示.从图中可以看出在喷焊层中仅存在铁素体、(Cr,Fe)7C3及ZrC相.

2θ/degree图6 喷焊层XRD图谱
喷焊层各位置能谱如图7所示,从图中可以看出1点为喷焊层中的铁基体,除含有Fe元素之外,C、Cr元素也固溶于Fe晶粒中.2点为共晶相,根据图(c)中的元素成分显示结合图6确定该共晶相为(Cr,Fe)7C3相,由于该析出物质为硬脆相.因此,针状(Cr,Fe)7C3硬脆相的存在是导致合金喷焊层硬度较高的重要原因.
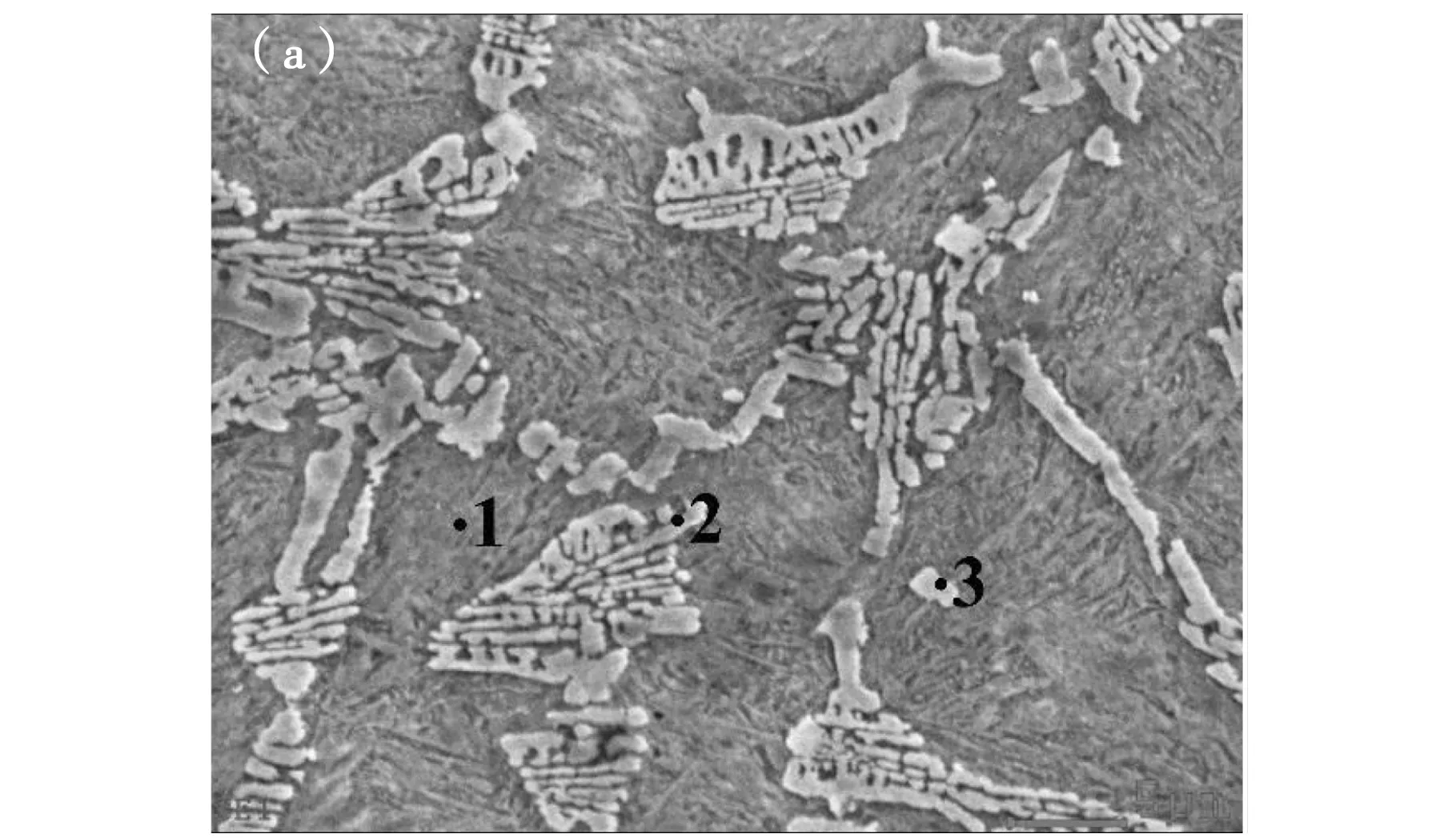
(a)扫描电镜图片

(b)为(a)中1点处的能谱及成分
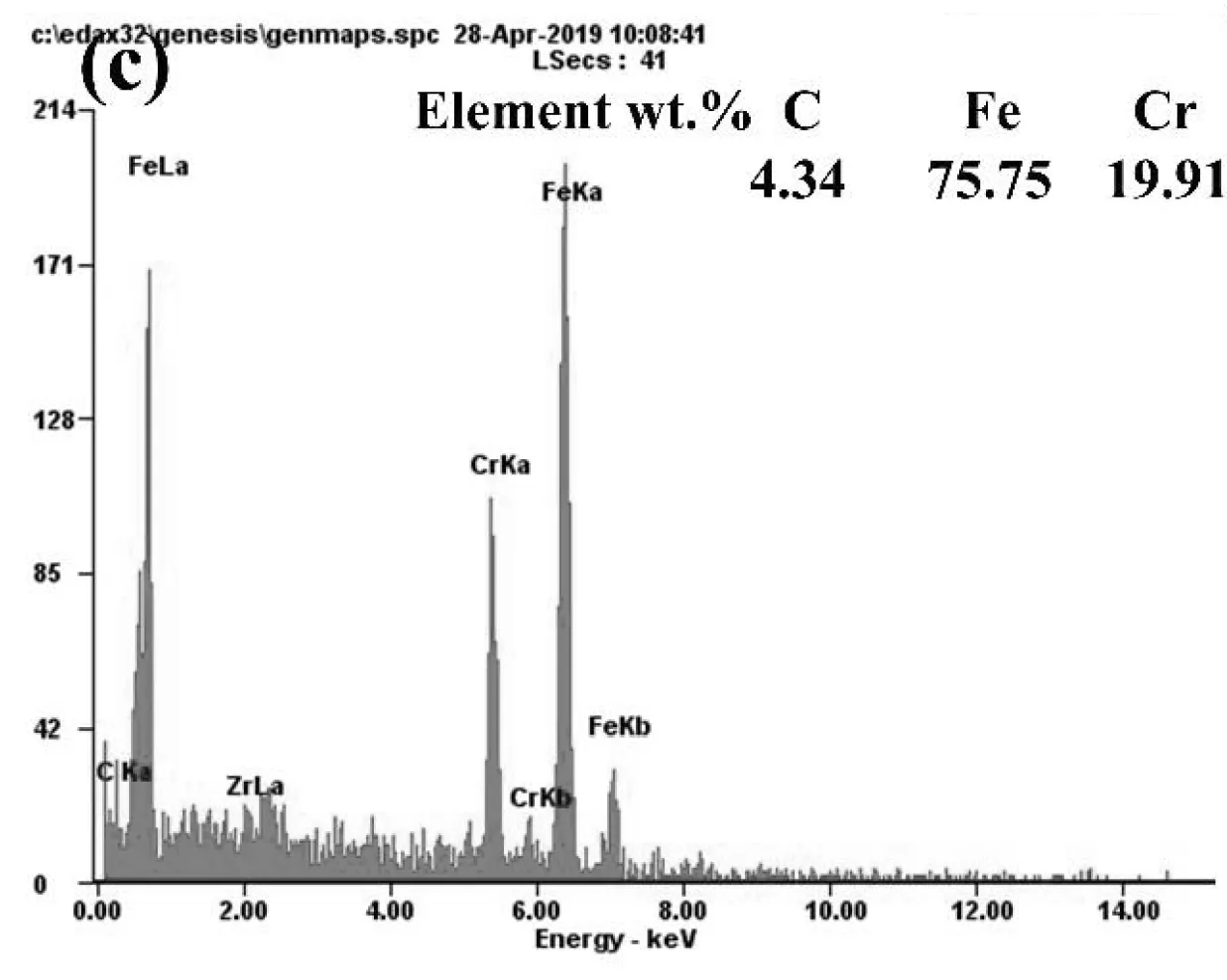
(c)为(a)中2点处的能谱及成分

(d)为(a)中3点处的能谱及成分图7 喷焊层各处扫描电镜及能谱图
不仅如此,由于冷速较快,大量Cr、C固溶于铁基体中,所产生的固溶强化作用使喷焊层硬度提高.而在铁晶粒内部存在的物质进行能谱分析发现(3点),该物质含有大量的Zr和C,我们认为该物质为ZrC相,正是由于ZrC作为铁晶粒内部的异质核心使得铁晶粒得到明显细化,这对提高喷焊层硬度是有益的.
3 结 论
等离子喷焊金属基陶瓷复合涂层同时具备表面涂层技术和复合材料技术的优点,将金属的高韧性与陶瓷材料的高熔点、高硬度、高耐磨性等结合起来,在零件的表面制备一层具有高硬度的含有陶瓷增强相的合金层,同时又保证了基体的强韧性从而大大提高了零件的使用寿命.具体结论如下:
(1)确定出喷焊最佳工艺参数为电流60 A、焊枪行走速度20 mm/min、送粉量为35 %、离子气流量为1.2~1.4 L/min、保护气流量为10~12 L/min.
(2)通过显微硬度和冲击试验测试,试样的平均冲击韧度为192.8 J/cm2;高强层硬度可达600(Hv10).
(3)喷焊层凝固过程中会析出(Cr,Fe)7C3共晶相,且其为硬脆相;同时,ZrC硬度较高可作为合金的增强相,最终导致喷焊层硬度高.
猜你喜欢
红领巾·探索(2022年5期)2022-06-02
石材(2022年3期)2022-06-01
原道(2022年2期)2022-02-17
中华养生保健(2020年7期)2020-11-16
理化检验-化学分册(2020年5期)2020-06-15
中成药(2019年12期)2020-01-04
凿岩机械气动工具(2016年3期)2016-03-01
焊接(2016年1期)2016-02-27
中国卫生标准管理(2015年15期)2016-01-15
上海金属(2015年1期)2015-11-28