综合回收处理炉设计特点及应用
2021-03-10 05:55许欣
中国有色冶金 2021年5期
许 欣
(中国恩菲工程技术有限公司,北京 100038)
近年来,工业危废的产生量呈现逐年上升态势,危废处理能力和产量存量之间存在较大缺口[1],工业危废处置及二次资源再生利用行业迅猛发展,截至2018年底,国内颁发危废经营许可证共3 220份,这些项目的实施主要以反射炉、烧结炉、鼓风炉工艺为主,但整体规模和生产能力偏小,多数企业研发能力弱、技术装备落后[2]。 其中,反射炉工艺落后,装备陈旧,生产环境差,烟气余热无法经济利用;烧结炉和鼓风炉则因烟气温度低、烧结产生的二噁英无法处理而诟病颇多;鼓风炉采用料柱熔炼,需要人工制砖,劳动强度大。 整体来说,传统工艺处置效率低,资源回收率低,产生污染大。 我国在危废处置领域现有装备水平落后,所应用的技术水平仍处在初级阶段,不能为行业的发展提供有效的支撑,技术的升级换代势在必行。
在2015年第三届全国熔池熔炼会议上,中国恩菲工程技术有限公司(以下简称“中国恩菲”)首次提出“侧吹浸没燃烧熔池熔炼技术(side-submerged combustion smelting process,SSC)”[3],该技术是由中国恩菲开发的具有自主知识产权的一种强化熔池熔炼技术。 SSC 技术已在液态铅渣直接还原、铅膏等二次铅杂料的连续熔化还原、锌浸渣等二次锌杂料的处理、锡精矿还原等有色冶金领域实现了工业化应用[4-7]。
目前,中国恩菲开始将SSC 技术应用领域逐步拓展到阳极泥、铜浮渣、电子废弃物处置等方面[8-12],由于危废原料成分变动较大,原设计的侧吹浸没燃烧炉难以适应工况,中国恩菲对其进行了改进,并命名为“综合回收处理炉”,该炉可满足危废处置利用的工况要求,并已实现工业化应用,现处于推广阶段。
本文首先对SSC 技术的优势及不足进行分析,并在此基础上,阐述综合回收处理炉的设计特点,对其应用情况进行介绍。
1 侧吹浸没燃烧熔池熔炼技术优势及不足
1.1 技术优势
经过不断的实践和改进,SSC 技术逐步形成了一系列特有的技术优势。
1)热利用率高。 喷枪位于侧吹浸没燃烧炉侧墙,燃料及助燃气体通过喷枪直接鼓入熔池中,在熔池内充分燃烧,单位容积热强度大。 同时,充分的搅拌使得熔池内传热、传质过程快速、均匀。
2)作业率高。 炉体在熔池区采用了铜水套结合砖体的形式,通过强制冷却的方式带走砖体热面大量热量,来延长砖体使用寿命。 在侵蚀最严重的渣线附近,加大铜水套冷却面积,使砖体热面通过挂渣的方式形成对砖体的保护,大大减少了因修补砖体而带来的停炉停工,炉体作业率可达300~330 d/a。
3)安全性高。 炉体设置钢板外壳,强化了整体密封性,炉体不易因燃气泄漏发生着火等安全事故。
1.2 应用于危废处置行业存在的问题
鉴于SSC 技术的现有优势,中国恩菲将其推广应用到危废处置行业。 工业危废处置具有熔点高、热值低、成分复杂、来料不稳定、烟气含有毒有害成分等特点,大大区别于已有的应用案例,现有的侧吹浸没燃烧炉难以适应如此工况,因此,中国恩菲在保留侧吹浸没燃烧炉技术优势的同时,针对危废处置行业的特点开发设计了综合回收处理炉。
2 综合回收处理炉的设计
综合回收处理炉保留了侧吹浸没燃烧炉热效率高、作业率高、安全性高的优势,采用了炉缸、扩大段炉膛和上升段直炉膛的基本炉型结构;同时,针对危废利用处置的独特属性,在炉体上做了大量改进。综合回收处理炉结构示意图如图1所示。 炉体主要由骨架、水冷原件、耐火材料、下料口、放出口、电极等部件组成。
采用SPSS 18.0统计学软件对数据进行处理,计数资料以百分数(%)表示,采用x2检验,以P<0.05为差异有统计学意义。
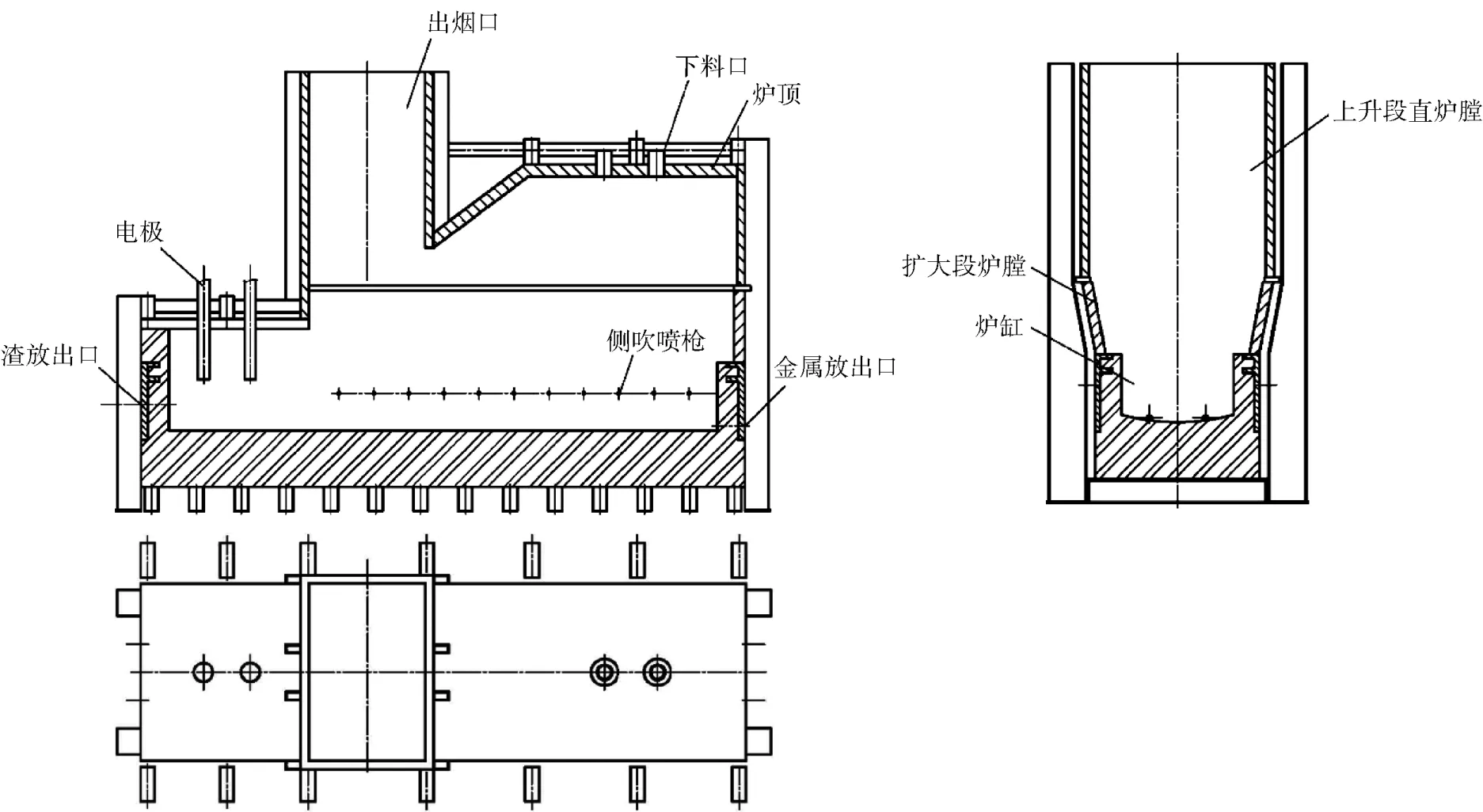
图1 综合回收处理炉
2.1 炉缸区
危废物料在熔池内的反应为吸热反应,因此综合回收处理炉采用了保温型炉底。 炉底底层采用高铝砖铺设,通过镁铬质浇注料捣打成反拱,上部与熔池直接接触的工作层采用优质镁铬砖砌筑。
侧吹浸没燃烧炉炉缸四壁采用铜水套内衬耐火砖的结构形式,延长了砖体的使用寿命,综合回收处理炉保留了这一优势,并延用该思路在四周炉墙设置了铜水套。 但危废物料的熔渣具有更强的侵蚀性,因此综合回收处理炉在渣线区域将炉墙铜水套设置了两层长齿,增大了冷却面积,对渣线波动区域砖体进行强化冷却,便于炉墙砖热面挂渣。 熔池下部则取消长齿,减小冷却面积,减少炉缸底部热损失。
SSC 技术的核心装备为侧吹喷枪,是中国恩菲专利技术。 侧吹浸没燃烧炉上侧喷枪位于炉缸区炉墙两侧,对称布置。 这种固定式的布置,可均匀为熔池补热,但难以在危废处置行业适应物料成分的频繁波动。 在综合回收处理炉中,原料来源不稳定,入炉物料不同批次成分波动大,为保证炉况基本平稳、熔池反应顺利进行,需对富氧风量及天然气量及时调整,因此综合回收处理炉将侧吹喷枪拆解为富氧风侧吹喷枪及天然气喷枪两种枪型。 富氧风侧吹喷枪在正常使用时可为熔池提供富氧风;需强化补热时,可直接插入天然气喷枪;不使用时,可以对其进行封堵。 通过对侧吹喷枪的灵活应用,可使综合回收处理炉对物料成分波动有较高的适应度。
2.2 扩大段炉膛
侧吹浸没燃烧炉在扩大段炉膛采用铜水套内衬砖体的结构形式,在平稳运行的炉况下,使用效果良好。 但在综合回收处理炉中,渣面波动范围大,渣侵蚀性强,砖体消耗大,为降低生产成本,取消了该区域的耐火砖,采用了水套复合浇注料的结构形式。浇注料主要起开炉保护作用,生产过程中,随着渣的冲刷,浇注料脱落,靠铜水套挂渣操作。 铜水套具有良好的导热性,渣层脱落后,铜水套可以承受300 kW/m2热流强度的短时间冲击,强烈的冷却作用可使热面在较短时间内重新挂上渣壳。 为了加大冷却强度,同时更便于挂渣,水套热面设计若干凹槽。
综合回收处理炉在回收二次资源的同时,可搭配处置一些具有可燃性质的工业废物。 在扩大段炉膛设置烧嘴口,废有机溶剂等可燃危废通过烧嘴喷入炉内,炉膛内约1 300 ℃的高温及气氛便于其燃烧,燃烧生成的热量又可以反哺熔池。
2.3 上升段直炉膛
上升段炉膛采用了钢板水套结合浇注料的形式,取消了传统侧吹炉炉膛内衬砖,大大减轻了炉身重量。 为保护钢板水套,浇注料采用了特定配比的优质钢纤维增强浇注料,同时在钢板水套内侧焊接了大量的锚固件。
危废物料在熔池反应中生成CO,逸散到炉膛,需在出炉前对其进行处置。 扩大段炉墙与垂直方向呈约10°的倾角,使上升段直炉膛空间得以加大,同时在炉壁上开设了大量的二次风口,鼓入富氧二次风,熔池内未完全燃烧及反应生成的CO 和废有机溶剂燃烧产生的CO 在该区域得以完全燃烧。
2.4 渣贫化区
危废物料处置最重要的就是要将来料进行无害化处理,为保证放出渣经过水碎后成为玻璃态无害渣,特在综合回收处理炉上设置了渣贫化区域。
该贫化区炉底增加一层反拱,阻止熔池底部金属相进入渣中,在渣池与风口区之间设置隔墙,挡住渣面浮料,同时减缓侧吹喷枪搅动力对渣池的冲击,为渣中有价金属的进一步沉降分离提供有利条件。顶部插入两根石墨电极为渣池补热(图2),保持熔炼渣良好的流动性。 由于原料来源复杂,且原料成分有较大波动,故设计了较大的调压范围及级数,保障在达到弃渣标准的同时,最大限度回收有价金属。贫化区设置一高一低两个放渣口,正常生产过程中熔炼渣经上渣口放出,当出现事故失风或在其他需要降低熔池液面的情况下,启用下渣口。
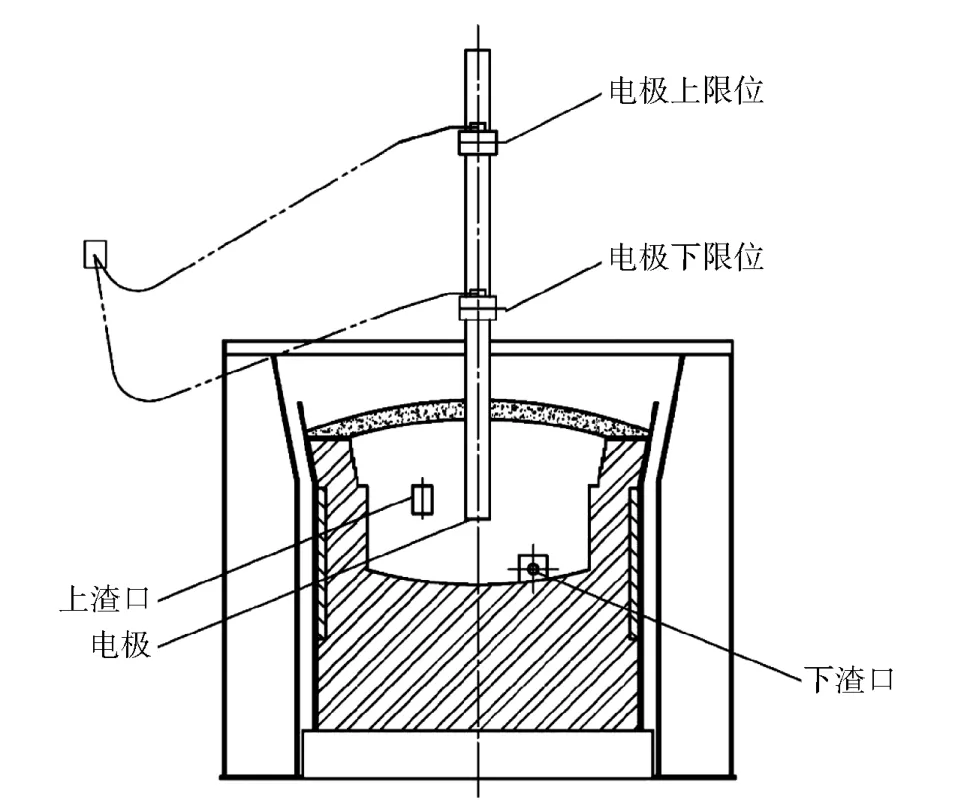
图2 综合回收处理炉渣贫化区
2.5 水冷密封炉顶
由于砖体砌筑成的炉顶存在砖缝,会在一定程度上存在烟气的跑冒。 该综合回收处理炉处置的工业危废物烟气中有二噁英等有毒有害物质,必须全部进入脱除系统,不允许发生逸散。 其采用全浇注料的整浇炉顶,有很好的密封效果(已经在侧吹浸没燃烧炉上有良好的工业应用实例)。 但在综合回收处理炉内,因废有机溶剂等可燃危废的燃烧释放大量热量,烟气温度可达约1 400 ℃,在长期高温烟气的冲刷下,浇注料会开裂甚至脱落,无法发挥其密封作用,也无法保证炉顶的使用寿命。 为此,综合回收处理炉采用了水套复合浇注料的形式,对炉顶进行全覆盖式的冷却,在保障密封的情况下,延长炉顶使用寿命。
入炉物料中有时会搭配处理一些飞灰,为防止下料口到出烟口之间发生短路,对炉顶进行了下压式设计,可在一定程度上降低烟气中含尘量。
2.6 出烟口
危废物料来源复杂,为使反应在炉内充分发生,延长烟气在炉内停留时间,需尽量降低烟气出口速度,因此在结构条件允许的情况下,将出烟口进行了最大化设计。 在烟道内设置三次风入口,并在烟道出口设置烟气成分在线监测仪,实时检测烟气中残氧量、CO 及SO2含量,超出控制范围时,即刻调整二次风和三次风量及送风富氧浓度,确保可燃物在炉内完全燃烧。
3 应用及推广
危险废物的种类十分繁杂,环境保护部发布的2016 版本《国家危险废物名录》中已包含46 大类别479 种[12]。 中国恩菲应用综合回收处理炉处理的工业危废涵盖了含铜废物、含铬废物、电镀污泥、有机污泥、有机溶剂、废线路板、废活性炭等多种类别。
目前,该技术已推广应用到数十个危废处置及二次资源综合回收项目中,部分项目技术指标见表1。
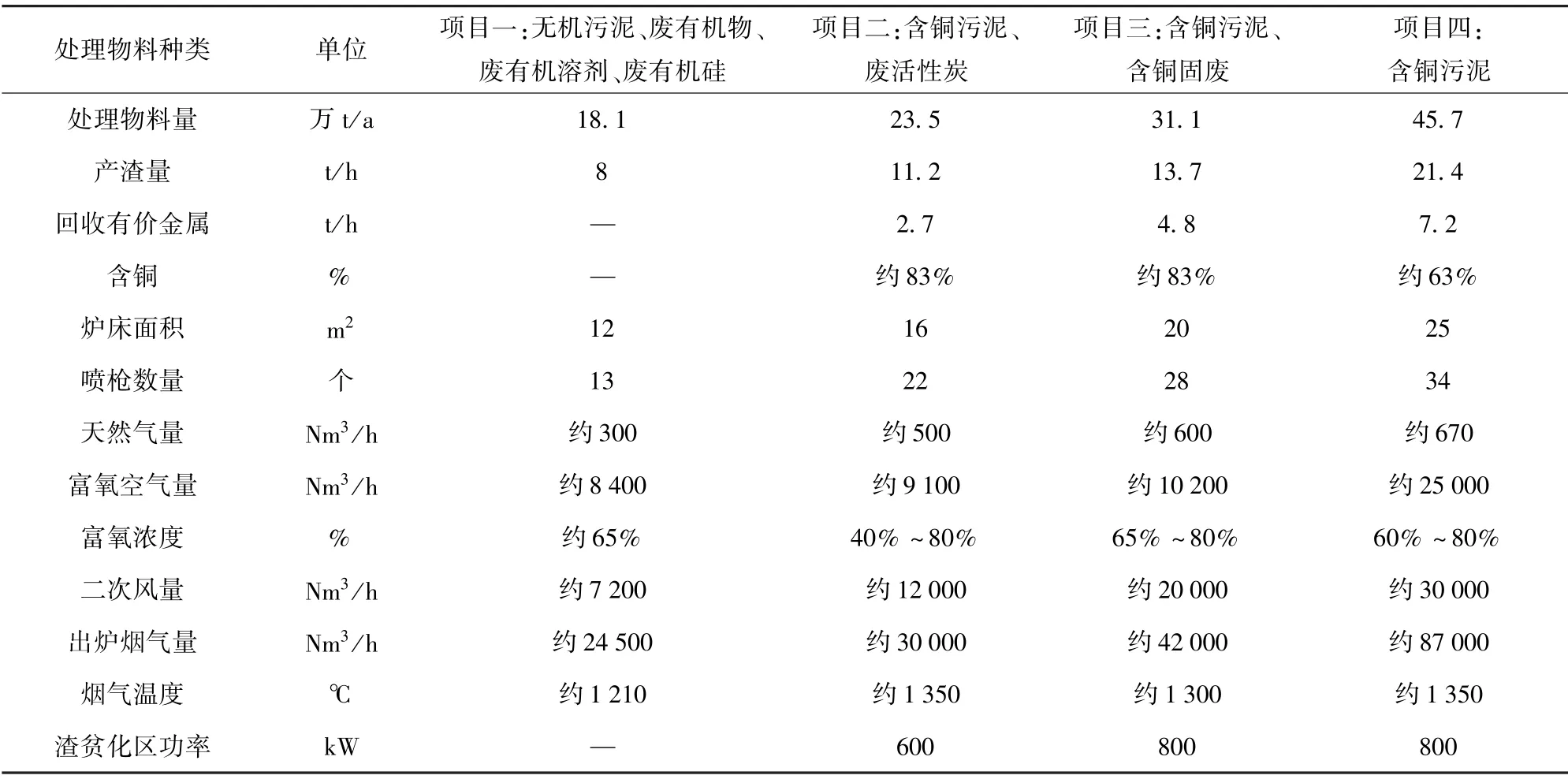
表1 综合回收处理炉主要技术指标
4 优势及展望
SSC 技术具有热利用率高、作业率高、安全性高等优势,中国恩菲在工业危废处置及二次资源回收领域推进了SSC 技术的应用,优化设计出综合回收处理炉。 综合回收处理炉将工业危废物料中的有价金属提炼进入黑铜;入炉物料中的金属氧化物与熔剂造渣固化,成为一般固废;入炉物料中的有机物经燃烧、骤冷、烟气治理后达标排放;高温烟气经余热锅炉产生蒸汽,充分回收余热。 该技术不仅达到了处置危废的目的,还充分利用了工业危废中的热值,回收了铜等有价金属,符合绿色冶金理念。
“十三五”以来国家出台了一系列规范,不断加大管理力度,倡导绿色经济,推动技术革新,防止“以污染治污染”。 未来综合回收处理炉将成为取代鼓风炉等传统处置方法的新技术,具有广阔的市场应用前景。
猜你喜欢
汽车实用技术(2021年9期)2021-05-26
有色冶金设计与研究(2019年1期)2019-03-22
中国环境监察(2018年10期)2018-11-14
汽车实用技术(2017年10期)2017-06-19
资源再生(2017年4期)2017-06-15
中国环境监察(2016年9期)2016-10-24
中国资源综合利用(2016年4期)2016-01-22
组合机床与自动化加工技术(2014年11期)2014-03-01
中国工程咨询(2012年6期)2012-02-16
中国工程咨询(2012年2期)2012-02-14