特医食品全营养粉的研制
2021-03-11 16:31张海悦闫小娟李晓玲
现代食品 2021年2期
◎ 张海悦,闫小娟,李晓玲,张 贺
(1.长春工业大学,吉林 长春 130000;2.吉林省富生特医食品有限公司,吉林 长春 130607)
特殊医学用途配方食品(Food for Special Medical Purpose,FSMP,简称特医食品)是为了满足进食受限、消化吸收障碍、代谢紊乱或特定疾病状态人群对营养素或膳食的特殊需要,专门加工配制而成的配方食品[1-4],分为全营养、特定全营养(13种,需做临床)和非全营养(脂肪、氨基酸、电解质等)。当今全球86%(亚洲40%左右)以上的住院病人营养不良或者面临营养不良的风险,高达67%的护理院和91%的康复中心及38%的社区老人都面临同样的问题。营养不良使机体抵抗力降低,感染危险性增加,并发症增多,死亡率增加,住院费用明显增高,住院时间延长。
全世界每年消费FSMP产品约640亿元(2017年中国消费达到33.7亿元),市场每年以6%的速度递增。国内市场90%的份额被几家跨国公司(费森尤斯、纽迪希亚、雅培)垄断,这些公司的产品大部分是“药”字号批文。国内企业仅占据10%,而产品的批文为“食”字号。国内企业由于进入时间晚,大部分以仿制国外产品为主,自主知识产权少,技术落后,投资规模小,因而没有品牌影响力。
本研发团队在吉林大学第一医院、吉林大学中日联谊医院、吉林市人民医院等做了200份市场调研,调研结果分析得出:目前很多患者营养不良、无法独立进食,但是家属找不到适合的食物(不知道且不了解特医食品),需要将食物研磨(无法将食物研的很碎,且营养不均衡),常常发生食物误进气管而导致窒息的呛食,对病人造成二次伤害。
因此,特医食品全营养粉的开发具有广阔的市场前景。本文针对10岁以上需营养补充的人群,旨在开发和生产有科技含量的全营养配方食品,通过对主要原料的粒度、产品的颗粒度分布、冲调性、渗透压和休止角等物性进行研究,初步筛选出干法工艺配方,并进行试制。从物料平衡、混合均匀和工艺稳定性3个方面,对干法的工艺进行工艺验证研究。特医食品全营养粉可以作为一种营养补充,起到营养支持作用,促进患者疾病康复,减少医疗财政负担,并且提高患者的生活质量水平。
1 材料与方法
1.1 材料与仪器
盐酸、氢氧化钠、硼酸、硫酸铜、硫酸钾、硫酸等均为分析纯。实验所用原料见表1,所用仪器设备见表2。
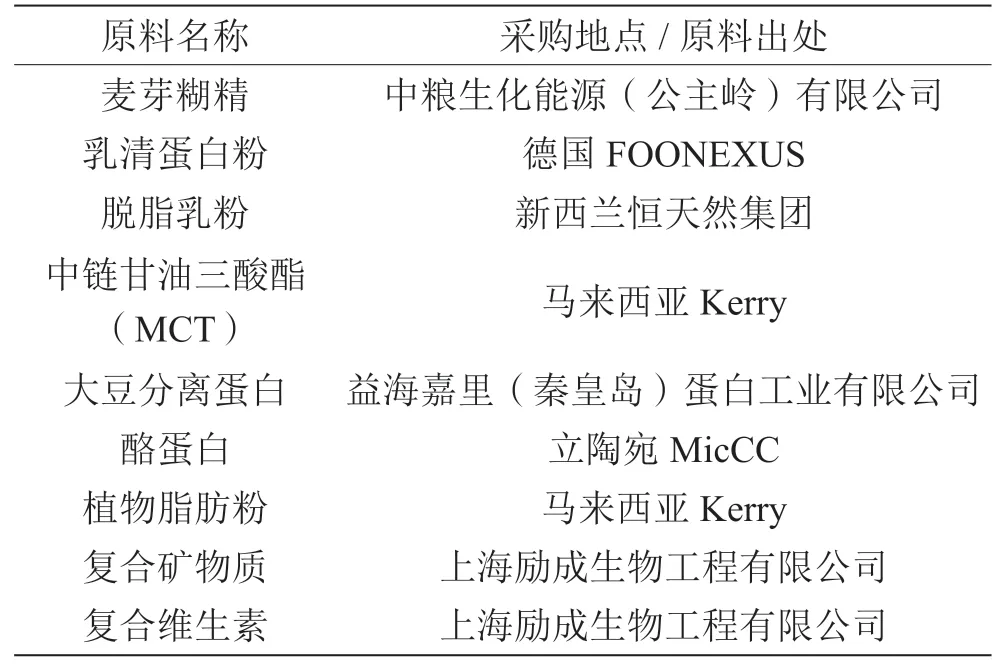
表1 实验原料表
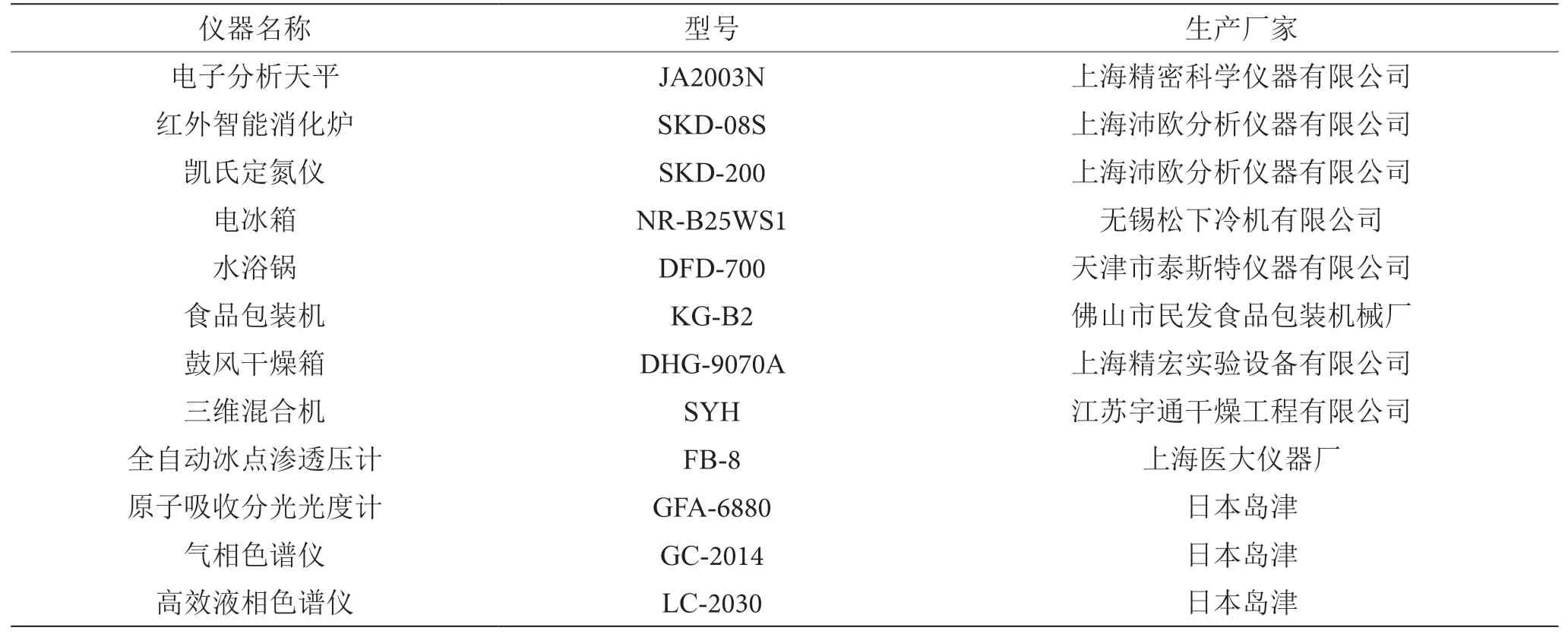
表2 实验仪器表
1.2 试验方法
1.2.1 全营养粉配方设计
参考特殊医学用途配方食品通则[2]和有关食品安全国家标准的要求,设计了4个配方供筛选研究用。在设计供筛选配方时,主要是基于体现配方中占比大、颗粒大的原料间差异,而对于配方占比小、颗粒小的微量元素则主要是从混合均一性作为验证点来考虑。原料营养素含量分析见表3,配方设计见表4。
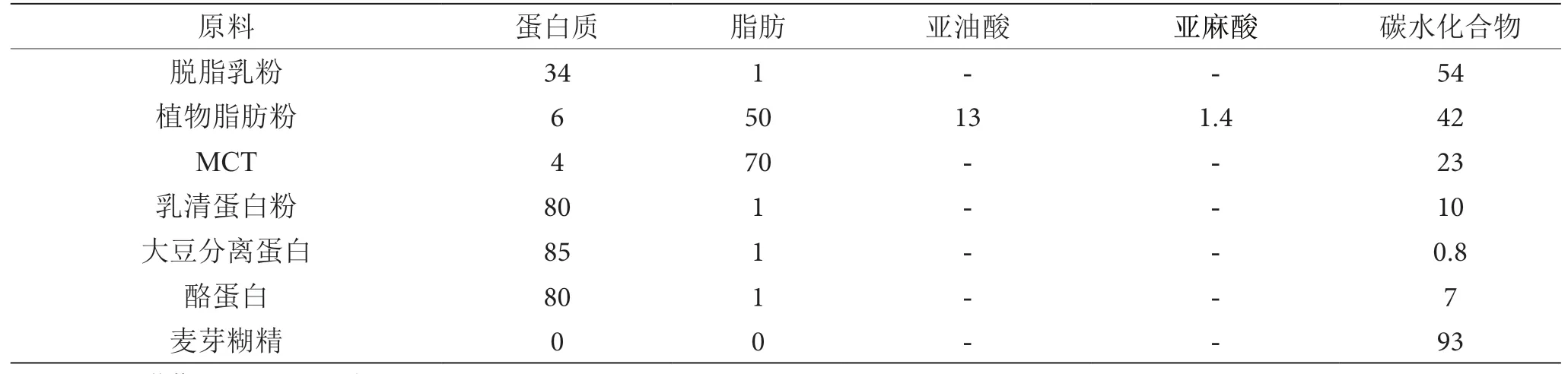
表3 原料营养素本底含量分析表(单位:g/100 g)

表4 基本配方设计表
配方设计参考《食品安全国家标准 特殊医学用途配方食品通则》(GB 29922—2013)蛋白质含量不低于0.7 g/100 kJ,其中优质蛋白质所占比例不少于50%。亚油酸供能比应不低于2.0%;ɑ-亚麻酸供能比应不低于0.5%。
1.2.2 颗粒度测定[5]
称取100 g样品,按照从小到大的顺序将24目、30目、35目和40目标准筛依次叠放好,然后将称好的样品倒入筛中,摇动标准筛至恒重,称量并记录未通过标准筛的样品重量,按照公式(1)计算样品颗粒的通过率。

式中,X-试样通过某规格筛的百分比;m-试样未通过某规格筛的质量;M-试样的质量。
1.2.3 冲调性测定
选定10名食品专业人士组成评价小组,用100 mL量杯量取200 mL温水(约50 ℃),倒入可密闭的容器内,取30 g样品分别倒入容器内,盖上盖子,紧按舌盖,上下摇晃20 s,静置5 min后,观察冲调液状态,并根据表5进行评分,评分结果取平均值。
1.2.4 渗透压测定[6]
抽取0.5 mL的300 mOsm·kg-1和800 mOsm·kg-1定标液分别放入干燥的试管,对全自动冰点渗透压计进行定标。定标完成后,称取样品制备10%的溶液(去离子水为溶剂),样品充分溶解并混合均匀后测定。每个样品重复检测3次,取平均值。
1.2.5 休止角测定
休止角是检验粉体流动性的重要指标之一,是粉剂自然流动后粉体堆放的斜角最大值。休止角越小,流动性越好;反之如果是黏性粉体或粒径为100~200 μm的粉体,其粒子间的相互作用力较大而导致流动性差,相应地休止角较大[7]。
休止角测定方法:将漏斗固定于坐标纸(纸放置于水平台上)上方一定高度,从漏斗加入物料直到形成的堆积圆锥顶部与漏斗底部刚好接触,测定圆锥直径,以漏斗底高度与圆锥半径比计算休止角tanθ[8]。
1.3 干法工艺
干法工艺是把采购的大包装原辅料加入到搅拌罐中,与维生素、矿物质等营养元素一起搅拌,然后装罐。干法工艺方便快捷、易于调整,在生产过程中营养素基本不会发生损耗[9],容易满足各种元素的需求。但由于是固态混合,为保持营养素能分布均匀,需要进行“等量递增”处理。
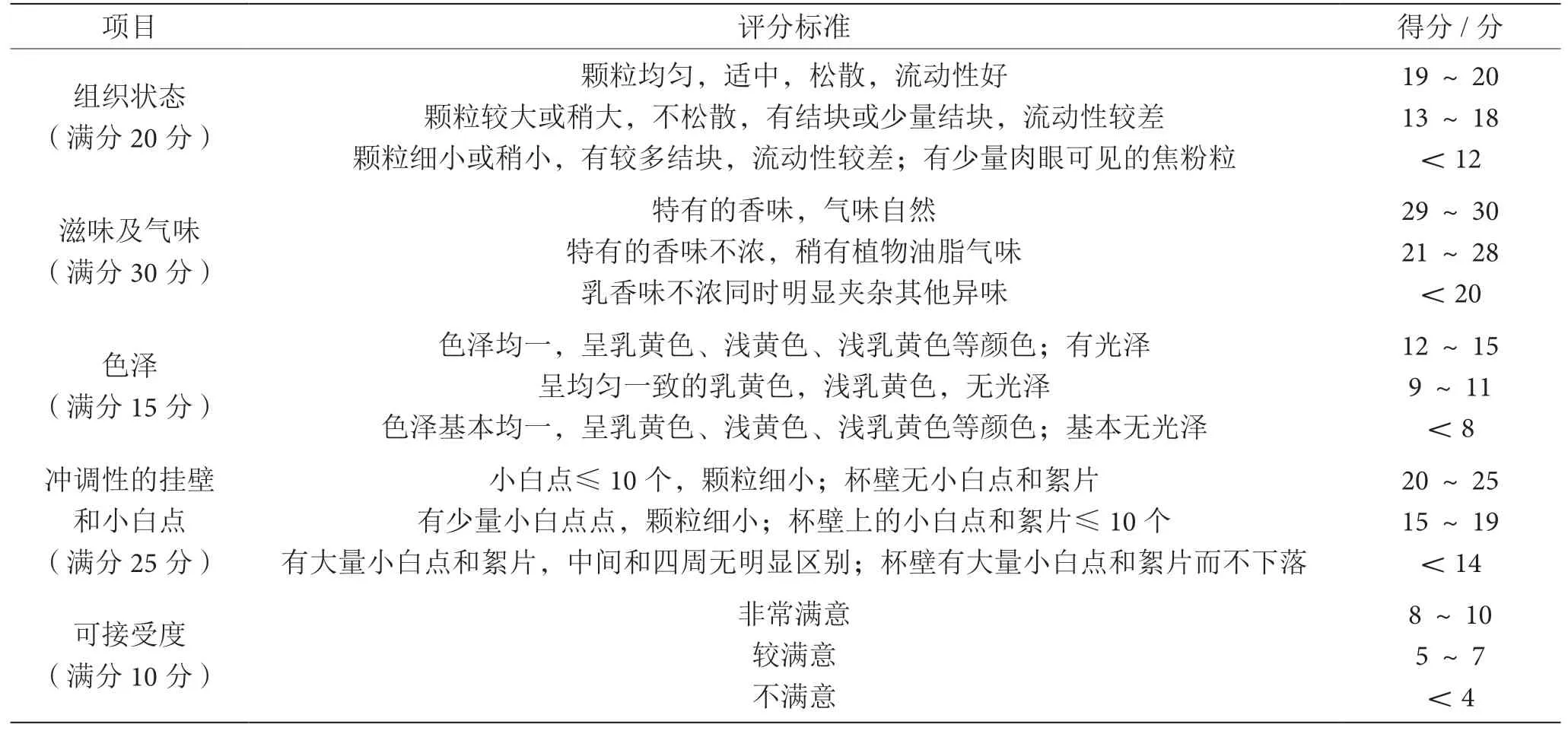
表5 全营养粉的评分标准表
1.3.1 工艺流程
干法工艺具体流程见图1。
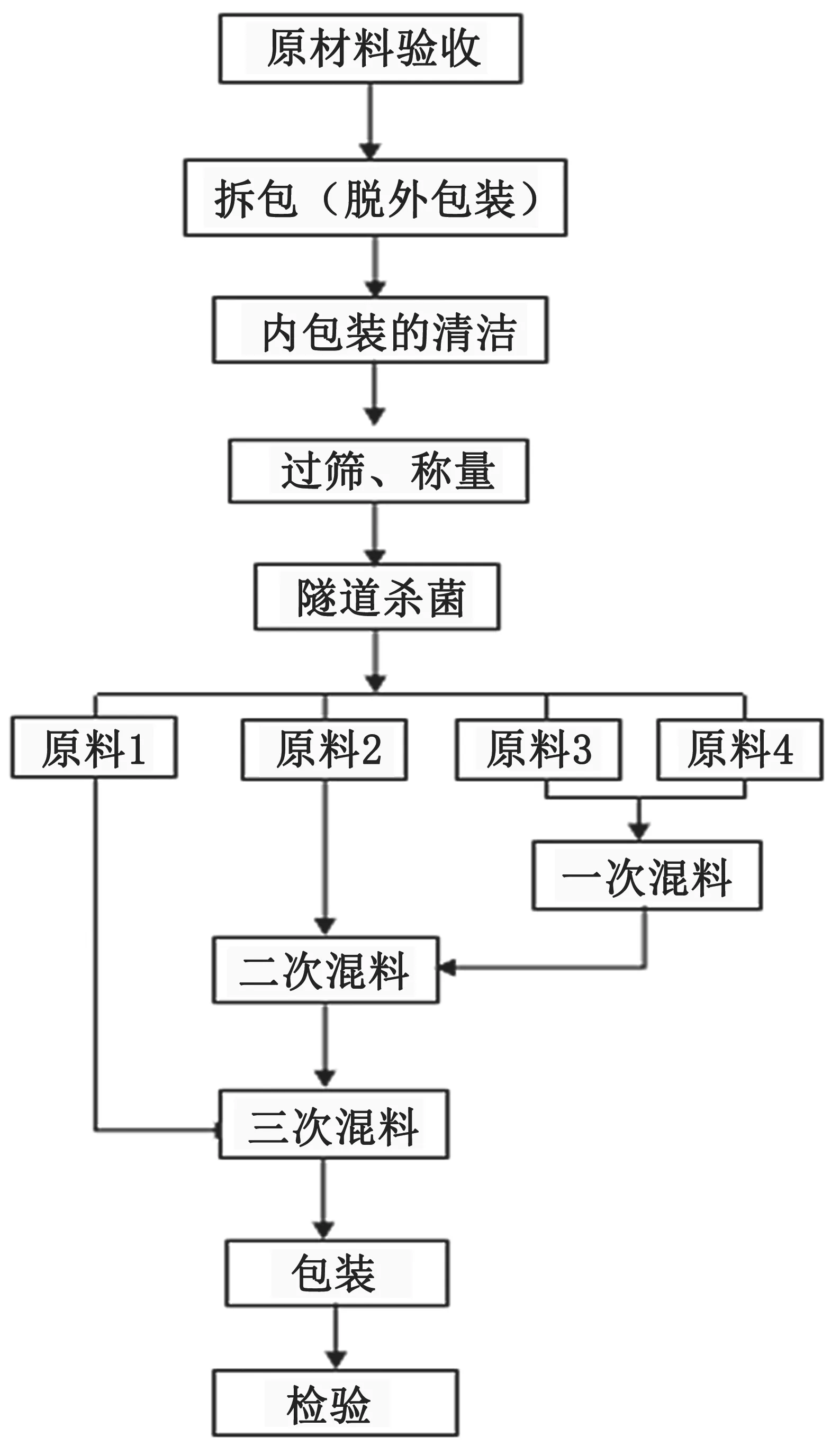
图1 工艺流程图
操作要点:①原料进厂后进行按企业标准进行检验,合格后入库备用。领料后将原料外包装袋扒皮去,要特别注意操作间的卫生。对内包装袋用乙醇进行清洁后去掉内包装袋。②原料的过筛、称量、杀菌。原料根据配方进行称量,然后采用隧道杀菌法进行灭菌。过筛的目的是除去粉中团块、粉渣,使粉呈现均匀的粉末状态。③原料的混合。按用量多少依次排开,采用等量递增法,依次扩大,将所有原料彻底混合均匀。
1.3.2 工艺的物料平衡分析[10]
相同工艺条件下,中试生产3批次。通过对物料的投入产出分析,判断工艺条件下产品营养素指标偏离情况,并按公式(2)(3)计算投入产出比、物料平衡率。(抽样数为总生产量的1/5)
式中,X-投入产出比,Y-物料平衡率;m1-实际投料量,单位为kg;m2-生产损耗量,包括过程抽样和废粉,单位为kg;m3-实际产出量,单位为kg。
1.3.3 全营养粉的干混均匀度验证试验[11]
采用第一批次样品,于混合机3个不同位置点取样,每个位置点取2份,根据国标测出所有维生素和矿物质的含量,再根据公式(4)计算变异系数,比较检测值确认混合均匀性。

1.3.4 工艺稳定性分析
通过对3批中试产品中蛋白质、脂肪、碳水化合物、所有维生素和矿物质的含量测定,比较各批次间指标的相对标准偏差分析工艺的稳定性。
2 结果与分析
2.1 颗粒度分析
对筛选配方所用原料:麦芽糊精、乳清蛋白粉、脱脂乳粉、MCT、大豆分离蛋白、酪蛋白、植物脂肪粉、复合矿物质、复合维生素及待筛配方样品的颗粒度进行了测定,结果如表6和表7所示。由于实际生产时筛孔尺寸目数较大,因此本试验选用24目、30目、35目和40目标准筛,由表6和表7可以看出,随着标准筛目数的增加,原料和样品的通过率有一些下降,但至40目筛时,所有配方产品的通过率都大于97%,差异性不大,原因是随着三维混合机的不断旋转搅拌,不同大小颗粒的物料会逐渐从无序变为有序状态,大颗粒间的空隙由小颗粒填补,最后物料混合均匀[12-13]。
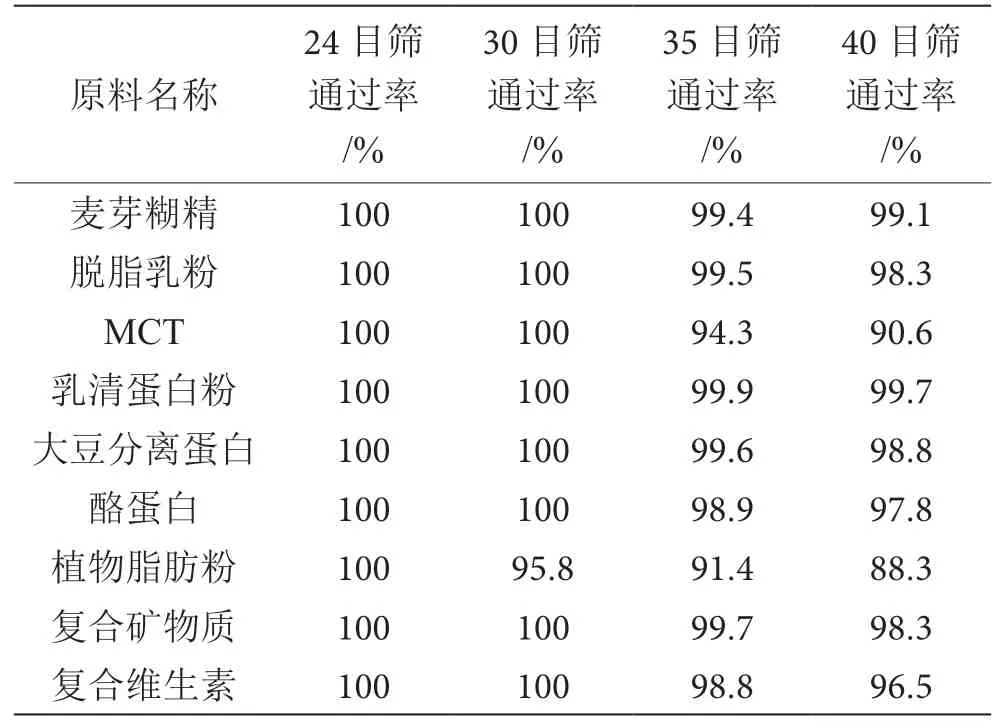
表6 原料不同目数透过率分析表

表7 待筛配方样品不同目数透过率分析表
2.2 溶解性分析
对待筛选配方的溶解性和冲调液的感官评价进行了分析,评价结果见表8。
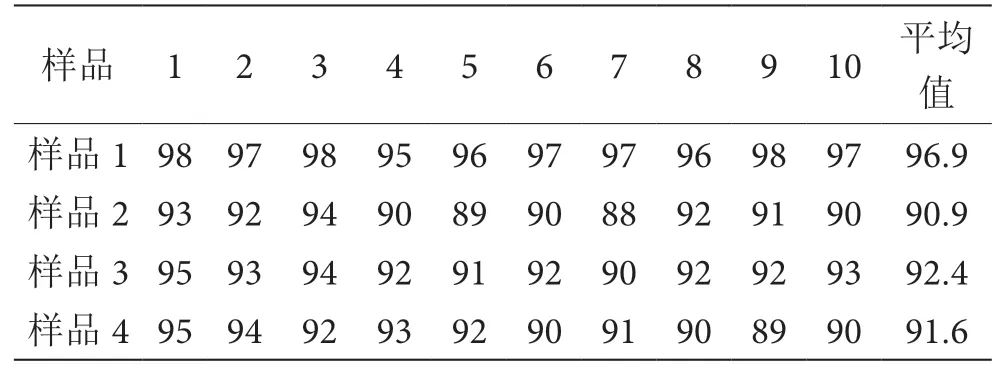
表8 不同原料制成的全营养粉冲调液的感官评价结果表
对4种样品的冲调液的感官特性评价结果可以得出,样品1的评分最高,其次是样品3,样品1蛋白来源为乳清蛋白,样品3蛋白来源为乳清蛋白和酪蛋白,乳清蛋白是一种优质蛋白,其赖氨酸、色氨酸、苏氨酸、亮氨酸和异亮氨酸的含量均高于酪蛋白,并且利用率和生物价均高于酪蛋白。样品2和样品4口感不是很好,有腥味,原因是含有大豆蛋白,同时冲调后杯壁有小白点和絮片,冲调性一般。结果表明,原辅料的选择差异会导致终产品的溶解性存在差异。而样品成分、水分含量[14]、颗粒度大小[15]和蛋白质含量[16]等都会影响全营养粉的溶解性。总体而言,样品1的溶解性优于其他系列配方。
2.3 渗透压分析
溶液渗透压是指溶液中溶质微粒对水的吸引力,通常用毫渗透摩尔浓度(mOsm·kg-1)表示。溶液渗透压的大小与溶液中所含溶质的颗粒数目成正比,溶质微粒越多,溶液渗透压也越高。试制样品与市售某品牌样品进行渗透压测定,结果如表9所示。

表9 不同样品渗透压结果表
从表中数据可以看出,试制样品的渗透压为明显低于市售产品,接近于等渗透,主要原因可能是产品配料中的碳水化合物、蛋白质种类及添加量不同,导致渗透压的差异。渗透压越高(>550 mOsm·kg-1),对胃肠道的抑制作用越明显;高渗可导致胃潴留、恶心、呕吐和严重的腹泻,引起脱水和电解质紊乱。
2.4 休止角分析
对筛选配方的粉体流动性进行了分析,结果如表10所示。
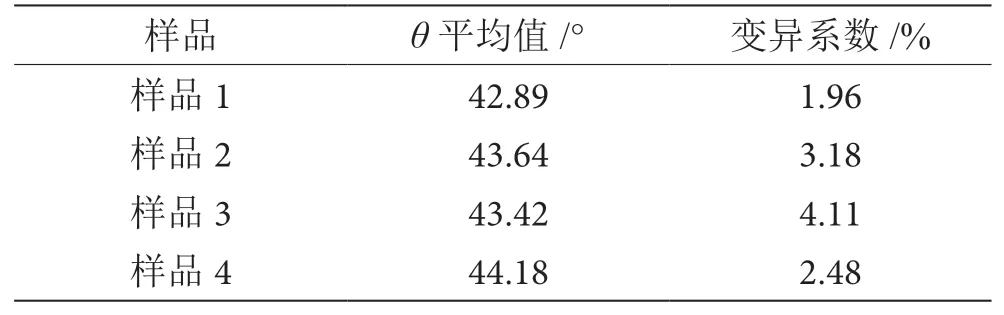
表10 不同样品的休止角分析表
由表10可以看出,由于原辅料选择的差异,筛选配方的样品休止角存在一定的差异,总体上,样品1配方的休止角最小,休止角与粉体流动性有关,休止角越小则流动性越好[17]。此外,各配方的休止角变异系数均在5%以内,表明原料颗粒大小的差异对混合工艺的适应性影响不大[18]。
根据以上试验结果选用样品1为全营养粉的最终配方。所制得的成品色泽:白色微黄,均匀一致;滋味和气味:甜味适中,无异味;组织状态:细腻松散,流动性较好;可接受度:接受度较高;冲调性:冲调比例为30 g/200 mL,颜色均一,香味浓郁,无明显结块,食用可口。
2.5 干法工艺分析
工艺过程中采用等量递增法,即将量少的组分与等体积的其他组分先混合,将此混合物混合均匀后,再将多量成分按此混合物的体积等量加入,再混合均匀,依次等量递增至全部混合均匀。整个生产混合操作需20~30 min。
2.6 工艺的物料平衡分析
对生产工艺进行投入产出分析,计算工艺的投入产出比和物料平衡率,结果见表11。

表11 3批次工艺物料数据表
由表11可知,在该生产工艺条件下,物料的生产稳定好,理论上投入产出比和物料平衡率应为100%,而实际生产的3批次投入产出比在99.44%~99.60%,物料平衡率在99.85%~100.12%。原因是在实际生产过程中,称量器具会存在1‰左右的计量差,且计算生产实际产出成品时,不可能对所有的产品进行逐一称量,而是依据《定量包装商品净含量计量检验规则》(JJF 1070—2005)[18]来进行。随机抽取一定样本量的产品进行称重计量,由于样品净含量的微小偏差会造成一定计算上的偏差。因此,在实际生产时投入产出比在98%~102%都属于正常情况,能够符合工艺和产品要求。
2.7 干混均匀度验证
按照干混均匀度验证试验方法,测定不同位置取样的全营养粉样品的维生素和矿物质的含量,由表12可见不同位置取样的干混均匀度均大于95%,由此可确认,按照确定的配方,通过干混法工艺得到的产品是均匀的、可行的。
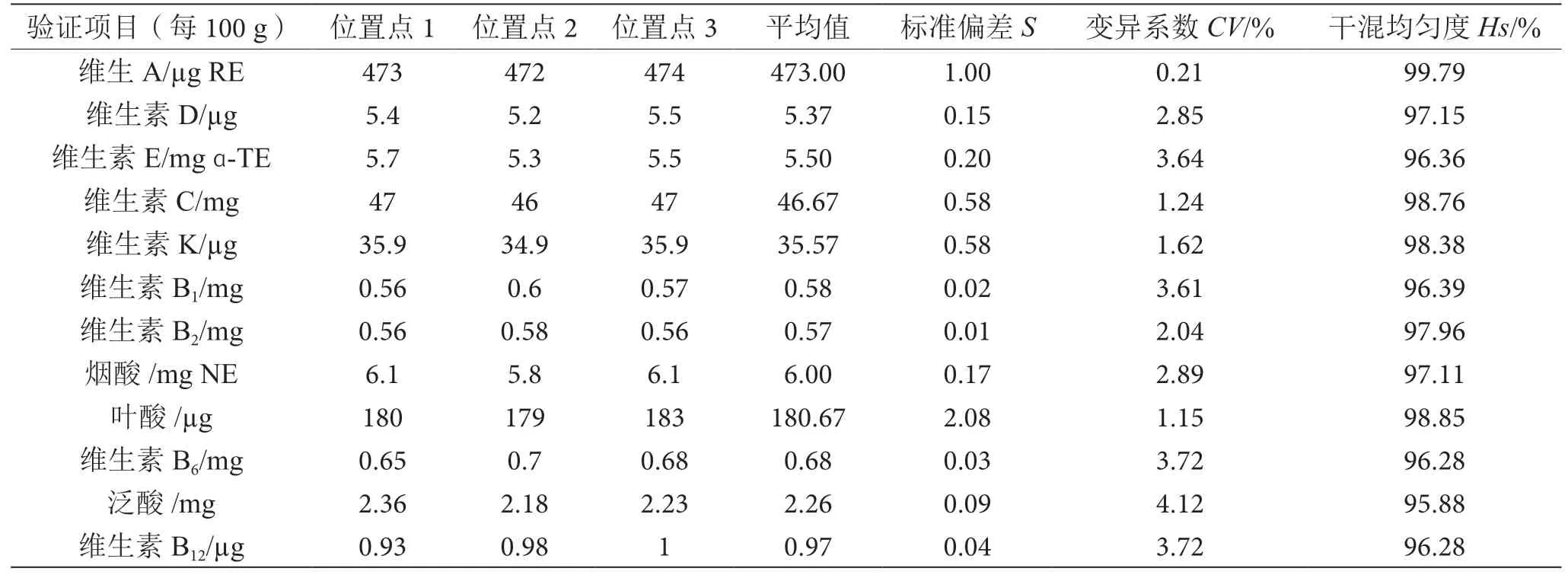
表12 全营养粉干混均匀度表
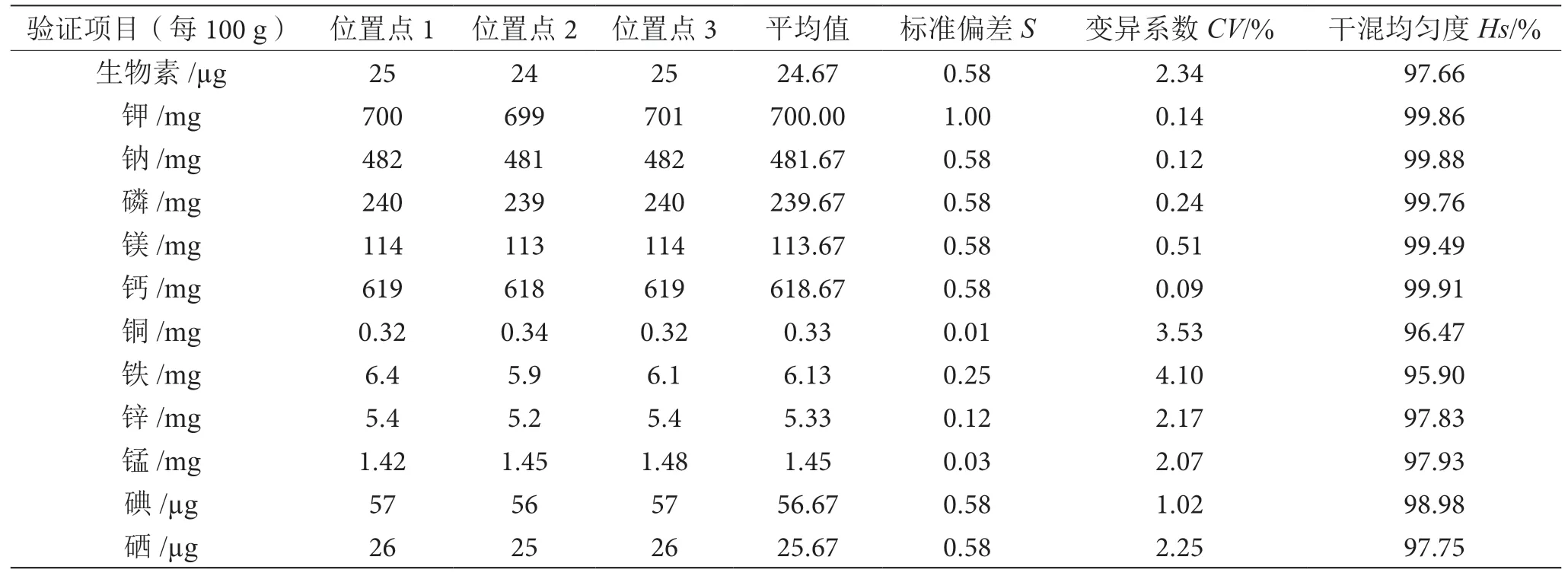
续表12
2.8 工艺的稳定性分析
对相同配方进行重复性批次生产,对产品的部分营养指标进行了检测,结果见表13。

表13 不同批次产品的营养素相对标准偏差表
由表13可知,生产批次的不同对产品的营养素指标有一定的影响[19],不同批次营养素的相对标准偏差均在5%以内,根据美国食品药品监督管理局(FDA)《混合均匀性取样和评价南》[20]的规定可以判断混合均匀,矿物质混合稳定性略优于维生素,这可能与原料的粒度分布和添加量有关。
3 结论
本文从主要原料的颗粒度、产品的颗粒度分布、冲调性、渗透压和休止角等物性对干法工艺生产的全营养配方粉进行研究,初步筛选出干法工艺配方。根据配方试制产品,对试制产品从物料平衡、混合均匀和工艺稳定性3个方面进行工艺验证研究,在该干法生产工艺条件下,物料的投入产出比在99.44%~99.60%,不同位置取样的干混均匀度均大于95%,不同批次营养素的相对标准偏差均在5%以内,该工艺条件能满足全营养配方粉产品的实际生产,营养素指标符合《食品安全国家标准 特殊医学用途配方食品通则》(GB 29922—2013)中规定,为相关企业干法工艺生产全营养粉提供理论与实践依据。
猜你喜欢
选煤技术(2022年2期)2022-06-06
选煤技术(2022年1期)2022-04-19
求学·理科版(2022年4期)2022-04-03
建材发展导向(2022年1期)2022-03-08
石材(2020年12期)2021-01-15
石材(2020年11期)2021-01-08
当代水产(2019年4期)2019-05-16
——2017年渗透压相关高考真题赏析
教学考试(高考生物)(2017年5期)2017-12-13
陶瓷学报(2015年4期)2015-12-17
医学研究杂志(2015年6期)2015-07-01