
ZL29 滤棒成型机纸盘轮罩变形问题的解决方案
2021-04-26 04:13涂志福
科学技术创新 2021年10期
涂志福
(许昌烟草机械有限责任公司,河南 许昌461000)
ZL29 型滤棒成型机是许昌烟草机械有限责任公司当前的主力机型,技术指标先进,深受卷烟企业亲睐。纸盘轮罩(图号1FBJ60102900)是该机型供纸单元上的外观件,是一种薄壁(1mm)碗状零件。据我公司营销中心反馈,纸盘轮罩在烟厂运行过程中极易变形,长时间使用变形严重,如图1 所示。

图1 纸盘轮罩的变形情况
1 查找纸盘轮罩易变形问题的症结
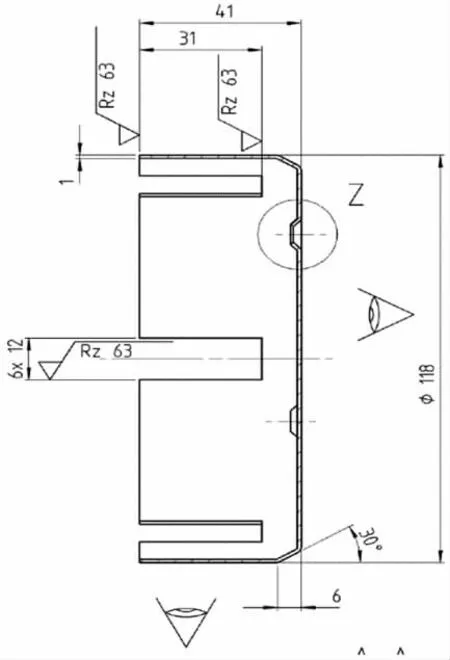
图2 纸盘轮罩的结构尺寸
经查,纸盘轮罩由工业纯铝1060 压制成型,其结构、尺寸如图2 所示。
压制成型需要材料具有较好的延展性,纸盘轮罩选用的材质为工业纯铝,材质较软,加上壁厚只有1mm,且圆周均布6 个U 形开口,导致刚性差,易变形。
2 制定解决方案
通过症结查找可知,解决纸盘轮罩易变形问题可从两个方向入手:增加其厚度和变更材质。但增加厚度意味着一系列相关零件都要随之变更,代价较大。因此优先考虑变更材质。
在公司常用材质中,我们从具备较高屈服强度的材料里筛选出3 种最具潜力的材质:不锈钢(1Cr18Ni9Ti)、碳钢(如Q235)、超硬铝合金(7075)。经评估,不锈钢(1Cr18Ni9iTi)和碳钢(如Q235)制作难易程度相当,但碳钢表面需要进行发黑或者涂漆处理,反复更换纸盘其表面会被破坏。故排除碳钢材质。围绕不锈钢(1Cr18Ni9Ti)、超硬铝合金(7075),我们提出了四种制作方案:方案一,不锈钢材质滚压成型;方案二,不锈钢材质焊接成型;方案三,不锈钢材质压制成型;方案四,7075 超硬铝材质机加成型。
通过试制,从加工难易程度、加工成本、良品率、外观四个方面对以上四个方案进行了综合比较,确定最佳方案为方案二(不锈钢材质焊接成型):首先它选用1Cr18Ni9Ti 不锈钢,有着较高的强度,使用不易变形;其次,经试制,通过焊接的方式,加工难度相对较小,易于保证较高的良品率;再次,不锈钢材质有着比铝材质更好的防锈性能和装饰性能,使用过程中能保持更漂亮的外观。
3 对策实施
3.1 纸盘轮罩焊接结构的拆分
分析纸盘轮罩结构,将其按如下方式拆成两部分:将图2 所示的右端面连同30°圆锥面作为一部分,剩余的圆环作为另一部分。这两部分分界处即为焊缝。(为表述方便,以下将这两部分分别称作圆盘和圆环)
3.2 加工工艺路线
通过试制并不断改进,最终确定不锈钢纸盘轮罩主要加工工艺路线如下:
3.2.1 使用1mm 1Cr18Ni9iTi 光钢板, 激光切割机按展开尺寸分为两部分切割:(1)割Φ123.5 圆,Φ4.5 底孔暂割成Φ3.1;(2)割367.5×35 长条。

图3 滚压成型的圆盘

图4 焊接纸盘轮罩
3.2.2 用M3 沉头螺钉将Φ123.5 圆盘固定在模具上,使用车床滚压圆锥面。图3 所示为滚压成型的圆盘。
3.2.3 用卷圆机将长条圈制成圆环,接头点焊固定。然后将圆环和圆盘固定在模具上,对齐焊缝,先对称点焊成型,然后配合使用焊接变位机满焊一周,注意控制焊缝成型质量。图4 所示是搭配使用焊接变位机、半自动焊接纸盘轮罩的场景。
3.2.4 焊后将工件固定到焊接变位机上,使工件保持匀速转动状态,使用角磨机磨光焊缝,要求焊缝形状清理干净、过渡圆滑,工件圆锥面不被破坏。焊后酸洗钝化,清理焊斑。
3.2.5 在车床上使用模具固定工件,砂光焊缝,要求无明显焊缝痕迹,杂乱纹路去除干净。然后先后用80 目和120 目磨料拉丝,呈环状拉丝纹。注意保护外表面。
3.2.6 线切割6 个12 宽槽,注意保护外表面。
3.2.7 在压力机上使用模具压窝,注意防止模具在沉窝周围形成压痕(可在模具上垫一层塑料薄膜);注意保护外表面。
3.2.8 使用120 目磨料对外表面精饰处理。要求单体包装,防止磕碰划伤。
3.3 制作要点浅析
3.3.1 圆锥部位滚压时涂润滑油非常关键,可以大大降低成型难度、提高成型面质量。没有涂润滑油时,不仅滚压面粗糙,而且滚压成型困难,锥面中间部位凹陷,锥面与模子贴合不严。尤其中间部位的凹陷,后期打磨费时费力。图5 所示为滚压圆锥面的场景。

图5 圆锥面滚压成型
3.3.2 圆环和圆盘组合时须对齐,焊缝成型外观要好,便于后期打磨。在本案例中,我们制作了模子保证组合精度,使用焊接变位机保证焊缝成型均匀一致。焊接后的外观如图6 所示。

图6 焊后的外观
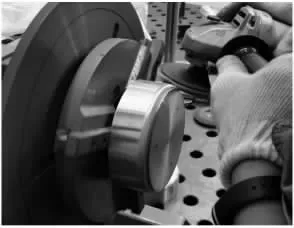
图7 焊缝的打磨
3.3.3 纸盘轮罩外观面的拉丝工艺是本次改进的亮点,也是制作的难点。需要将焊缝完全清理掉,从外观上看不出焊接结构。车床上进行手工环状拉丝时,焊缝的磨光效率非常低。经过试验,工件装夹于焊接变位机,保持匀速转动,铆工使用角磨机磨光焊缝,如图7 所示。磨光焊缝时间缩短至3 分钟,而且也不会遗留杂乱的打磨纹路,之后再回到车床进行拉丝就变得简单高效。
3.3.4 拉丝的粒度影响最终的视觉效果,磨料的粒度过粗或过细都不好。粒度过粗,拉丝后视觉上呈现出粗糙的感觉;粒度过细,拉丝纹路不明显。经过对比,本工件使用120 目砂纸拉丝最终得到的外观最优,如图8 所示,呈现出和光碟相似的反光效果。

图8 纸盘轮罩拉丝后的外观
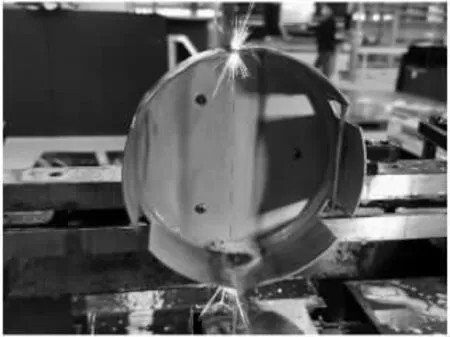
图9 线切割U 型开口
3.3.5 圆筒部分是圈圆后焊接而成,因此遗留一道焊缝。为提高外观质量,并减少打磨工作量,我们最初的下料过程中,便在圆盘上激光刻出标记,并在组焊阶段将该标记圆筒上的焊缝对齐。这样,在线切割12mm宽开口的过程中,这道焊缝的大部分正好被去除。
3.3.6 该工件为薄壁结构,不锈钢铣削困难,加上铣开口时结构刚性太差,因此6 个U型开口不太适宜铣削加工,本案例中选择线切割加工比较合理,如图9 所示。
3.3.7 本案例中,纸盘轮罩上3 处沉窝特征(激光切割时将底孔割成了Φ3.1mm)在数个加工工序被加以充分利用:滚压圆锥面时利用它定中心并锁紧工件;组合、焊接时通过它将圆盘和圆环固定到模子上,保证圆盘与圆环同轴度;利用压窝特征与开口特征的相对位置,在圆盘上激光刻出标记并将标记圆筒上的焊缝对齐,使得焊缝的正好被割去;线切割时利用它锁紧工件,每割完2 个开口,翻转工件重新锁紧切割,这样很方便地保证了开口之间相对位置。
4 效果检查
经试装,不锈钢纸盘轮罩各安装尺寸均满足要求,工件的刚性及外观获得了调试人员和用户的一致认可,图10 是改进的纸盘轮罩在ZL29 型滤棒成型机上的安装效果图。
图10 纸盘轮罩安装效果图
5 结论
本文主要讨论了一种薄壁碗状工件易变形问题的解决方案及加工工艺。针对用户反馈的问题,我们扎实开展一系列的质量改进活动,不仅解决了纸盘轮罩使用易变形的问题,还将该工件打造成为滤棒成型机上一组精美的外观件,取得了显著效果。通过将活动过程中积累的一系列经验固化下来,有效的保证了产品质量的稳定。就本案例涉及到的薄壁碗装零件而言,可以有多种不同的成型方案,可根据企业实际选择适合自身的方案。对于本案例,我们基于本企业多品种、小批量的生产模式,以及本企业所拥有的工艺资源,选择了上述成型方案。
猜你喜欢
金属世界(2022年3期)2022-05-30
电脑报(2022年17期)2022-05-09
好孩子画报(2022年3期)2022-03-28
光学仪器(2020年5期)2020-12-08
动漫界·幼教365(大班)(2020年7期)2020-06-26
科技资讯(2019年3期)2019-04-25
娃娃乐园·3-7岁综合智能(2017年7期)2018-02-01
世界家苑(2017年11期)2017-11-01
红蜻蜓(2017年3期)2017-03-30
地图(2009年6期)2009-12-11
