
进口AuSn20 焊料环特性及焊缝化合物分析*
2021-05-06 06:34马艳艳赵鹤然李莉莹曹丽华
电子与封装 2021年4期
马艳艳,赵鹤然,康 敏,李莉莹,曹丽华
(1.中国电子科技集团公司第四十七研究所,沈阳 110032;2.沈阳农业大学信息与电气工程学院,沈阳 110866;3.中国科学院金属研究所,沈阳 110016)
1 引言
AuSn20 焊料以其较高的稳定性、耐腐蚀性和润湿性,作为一种性能优良的封接焊料,常用做芯片焊接材料,也用于陶瓷管壳和金属盖板之间的密封焊料环,在高可靠集成电路中应用很广泛[1-2]。与常见的低温焊料相比,其剪切强度高达47.5 MPa,在高可靠气密封装中有天然的优势;其热导率高达57 W/(m·K),作为焊接材料,在传热和散热性能上表现良好[3]。
AuSn20 焊料的制备方法已经较为成熟,但由于其本身脆性较大,制造箔材及其成型技术存在技术瓶颈,较长一段时间内高可靠集成电路密封用AuSn20焊料环一直依赖进口。近年来,随着我国原材料制造业的发展,国产预成型AuSn20 焊料环逐步开始在行业内供货和应用[4-5]。目前,比较适合工业生产的AuSn20 焊料制备方法主要有熔铸增韧工艺、Au/Sn 叠层工艺、电镀沉积工艺、机械合金化工艺等[6-7]。
本文首先以进口AuSn20 焊料环为研究对象,通过采用差示扫描量热法测量了焊料的熔化、凝固温度,并用SEM 和能谱分析探测了焊料环成分;进一步,以CQFP240 陶瓷外壳为载体,制备了陶瓷气密封装样品,进行焊缝截面扫描电镜分析,探测焊缝界面化合物的形貌和成分,为进一步研究国产AuSn20 焊料环制备技术、提高集成电路密封可靠性奠定了理论基础。
2 进口AuSn20 焊料环特性
2.1 熔化、凝固温度测量
采用差示扫描量热法(Differential Scanning Calorimeter,DSC)对进口AuSn20 焊料环进行熔化和凝固温度的检测。图1 给出了进口AuSn20 焊料环熔化过程曲线,图2 给出了进口AuSn20 焊料环凝固过程曲线。进口AuSn20 焊料环的熔点温度为280 ℃,凝固温度为277 ℃。由图1 中的熔化曲线可以看出,进口AuSn20 焊料环在280 ℃存在一个吸热峰,表明其共晶反应发生的温度是280 ℃,这说明进口AuSn20 焊料环金和锡的成分比例控制较为精确。此外,在192 ℃时熔化曲线出现了一个小的扰动,这是由焊料中的少量可挥发性物质造成的。反观图2 中的凝固曲线,在277 ℃出现一个放热峰,这表明焊料的凝固温度为277 ℃,比熔化温度280 ℃低了3 ℃。同时,在凝固过程中DSC 曲线没有发现明显的扰动,说明经过一个熔化、凝固过程后,焊料的成分和性质已经趋于稳定。

图1 金锡焊料熔化曲线

图2 金锡焊料凝固曲线
由DSC 分析结果可见,进口AuSn20 焊料环的纯度很高,这是在产品密封过程中和密封后保证电路气密性、可靠性的基本前提。
2.2 表面状态分析
选取50 μm 厚度进口AuSn20 焊料环,采用SEM放大2000 倍,观察焊料环表面形貌,如图3 所示。从图3 可以看出,进口焊料环的表面较为光滑,银白色和深灰色两种颜色的物质均匀分布。焊料环表面存在轻微机械加工过的痕迹。同时,另外选取50 μm 厚度的国产AuSn20 焊料环,在同样的放大倍数和位置下进行观察,如图4 所示。从图3 和图4 对比来看,进口与国产的焊料环在表面状态上较为接近。
图5 给出了金锡二元相图,从图中可以看出,金锡二元共晶过程中的反应较为复杂,金、锡可能生成的化合物有β(Au10Sn)、ζ、ζ′(Au5Sn)、δ(AuSn)、ε(AuSn2)、η (AuSn4)等。采用扫描电镜能谱(Energy Dispersive Spectrometer,EDS)对进口AuSn20 焊料环进行了焊料成分鉴定分析,得知焊料环中均匀分布的两相分别是AuSn 和Au5Sn 相。

图3 进口AuSn 焊料环SEM 表面形貌

图4 国产AuSn 焊料环SEM 表面形貌

图5 金锡二元相图[8-9]
3 焊缝区域形貌及成分分析
以进口AuSn20 焊料环为密封材料,选取CQFP240 陶瓷外壳,采用VOL180 烧结炉,以350 ℃为烧结曲线峰值温度,2.5 N 为密封保持压力,制备密封的电路样品。将密封好的电路样品用树脂进行镶嵌,依次采用100 目、200 目、400 目、1000 目、3000 目的砂纸研磨。研磨到目标焊接区域后,再使用研磨膏进行抛光,并喷碳以增加导电性。采用SEM 和能谱分析,探测焊缝截面的形貌及元素成分。
图6 是金锡焊料密封区形貌的SEM 图片,通过元素探测可以看到,焊缝区域主要元素成分是Au 和Sn,并形成银白色和深灰色两种颜色的物质。在管壳、盖板与金锡焊料界面上,均形成了Ni、Au 和Sn 的三元化合物。

图6 金锡焊料密封区形貌
图7 给出了焊缝局部共晶区域放大后的截面形貌,以及对该区域金和锡元素的成分面扫描结果。从成分扫描结果上看,形成的2 种化合物为AuSn 和Au5Sn,这是典型的金锡共晶产物。
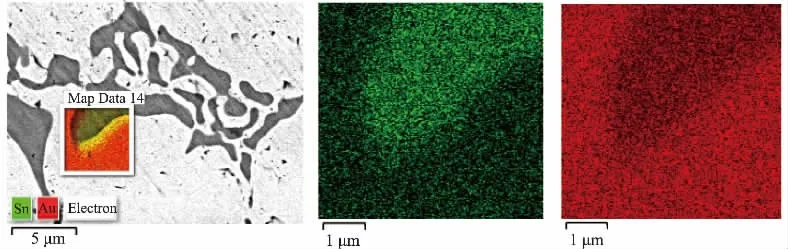
图7 金和锡的化合物成分
采用同样的方法,探测管壳、盖板与金锡焊料界面上形成的Ni、Au 和Sn 的三元化合物,如图8 所示,根据三者比例,确定其为(Ni,Au)3Sn2,如表1 所示。可见,在管壳、盖板与金锡焊料界面上,有部分管壳、盖板镀层中的Ni 游离到了共晶焊料中,并参与到共晶反应中,部分取代了Au 的位置。这主要是因为,Ni 与Au有相似的晶格结构,更易于Sn 结合,Ni 向AuSn20 中扩散,形成Ni3Sn2,而大量的Au 元素在界面游离并溶解在其中,(Ni,Au)3Sn2形成。
4 密封反应过程

图8 界面上的三元化合物

表1 界面化合物成分
基于密封区形貌和成分,可以推演密封反应过程:在升温阶段,金锡焊料首先在共晶点熔化,形成熔融焊料区域。这时,管壳、盖板上的镀金层快速向熔融焊料区溶解,在靠近焊料和母材的界面处形成了Au元素的富集区,同时,富集的Au 元素向熔融焊料中心区域扩散。很快,随着镀金层的完全溶解,镀镍层暴露在液态焊料中。与Au 相比,Ni 的溶解速度较为缓慢,其缓慢扩散保护了管壳、盖板母材主体。当温度到达峰值温度时,降温阶段开始进行。在降温阶段,金锡发生共晶反应,生成典型的AuSn 和Au5Sn 两种产物。
但在界面处,溶解的Ni 更易与液态焊料中的Sn元素结合,两者生成二元化合物,即Ni3Sn2。此时,生成的Ni3Sn2遇到富集在界面处的Au,共同形成三元化合物,即(Ni,Au)3Sn2。如果设置更长的反应时间或更高的峰值温度,Ni 向焊料中心区域溶解的距离就越远,在焊料中心区域也能够观察到Ni、Au、Sn 三元化合物。
5 结论
本文采用DSC 方法测量了进口AuSn20 焊料的熔化和凝固曲线,结果表明其纯度较高,通过SEM 方法对比了国产和进口AuSn20 焊料的横截面形貌,未发现明显区别;采用进口AuSn20 焊料密封电路,并观察了焊缝区域截面,通过能谱分析探测了截面化合物,发现AuSn20 共晶后的化合物以AuSn 和Au5Sn 为主,并观察到焊料与焊接母材界面上形成了Au、Sn、Ni的三元化合物(Ni,Au)3Sn2;最后推演了采用AuSn20 焊料密封电路时的反应过程,为后续进一步研究使用AuSn20 焊料的密封工艺积累了一些理论基础。
猜你喜欢
机电信息(2022年15期)2022-08-08
商品与质量(2021年43期)2022-01-18
模具制造(2019年3期)2019-06-06
中国特种设备安全(2018年11期)2019-01-08
含能材料(2017年1期)2017-03-04
含能材料(2017年7期)2017-03-04
电站辅机(2016年4期)2016-05-17
当代化工研究(2016年6期)2016-03-20
焊接(2015年5期)2015-07-18
电子世界(2015年18期)2015-02-06
