对虾定向输送装置设计与参数优化试验
2021-06-09 09:49方宪法苑严伟周利明
农业机械学报 2021年5期
熊 师 方宪法 牛 康 苑严伟 赵 博 周利明
(1.中国农业大学工学院,北京 100083;2.中国农业机械化科学研究院土壤植物机器系统技术国家重点实验室,北京 100083)
0 引言
我国是世界上最大的对虾生产国,也是对虾主要贸易国之一,2018年对虾总产量130万吨[1-2]。虾仁是对虾粗加工后的主要产品,近年来国内外对虾仁的需求量越来越大,因此对对虾预处理环节提出了更高的要求,实现机械化和自动化的对虾加工对提高加工效率和加工品质具有重要意义[3-5]。对虾的预处理流程主要包括清洗、分级、排序定向、去头、开背、去肠线、剥壳[6-11]等,排序定向是去头、开背、去肠线和剥壳等工序的前提。目前,对虾剥制机可一次性完成对虾的开背、去肠线和剥壳3个步骤[12-13],但仍然需要人工定向上料。对虾外形不规则使自动定向较为困难,但定向喂入依靠人工完成,其劳动强度大、效率低。对虾的定向排序制约着后续的预处理工序,因此,研究对虾的定向方法及装置是提高对虾预处理效率和自动化水平的关键。
对虾定向包括头尾定向和腹背定向两部分。目前国内外关于虾定向技术的研究较少,对虾定向技术主要处于理论设计与试验研究阶段[14-18],在虾定向方面尚未见实际应用的报道。定向技术在鱼类加工方面已有较多研究[19-24],可为虾定向研究提供参考。目前,在对虾定向环节仍缺少实用性装备,关于对虾定向技术的研究很少,因此有必要研究开发适合对虾的定向装置。
针对夹具转盘式对虾剥壳机和对虾开背去肠机依靠人工定向喂料的问题,基于先头尾定向、后背腹定向的整体思路,研究对虾头尾定向和有序输送的实现方法,为背腹识别与夹持转向创造条件,进而开发对虾定向上料剥制装备,以实现对虾定向、开背、去肠线、剥壳工序的自动化和一体化。本文以南美白对虾为研究对象,根据去头对虾外形特征,分析头尾定向机理,设计对虾定向输送装置,并开展参数优化试验研究,以期得到最佳对虾定向性能。
1 结构与工作原理
1.1 装置结构
对虾定向输送装置主要由喂料口、定向辊、输送推板、侧滑面、传动机构和机架组成,如图1所示。两根定向辊平行排列,相向等速转动。6个输送推板均匀分布于定向辊上方的链条上,在两定向辊间隙中匀速循环运动。传动机构分为两部分:第1部分为输送推板传动机构,由1号步进电机通过锥齿轮副驱动链轮机构转动;第2部分为定向辊传动机构,由2号步进电机驱动3个圆柱直齿轮相向转动。定向辊轴上安装万向节联轴器,使得两辊间隙调节后定向辊的传动不受影响。
1.2 装置工作原理
对虾定向输送装置是利用去头对虾头尾厚度(虾体两侧面的距离)差异大且两侧面对称的特点实现头尾定向的。去头后的对虾从喂料口滑入两定向辊间隙中,两定向辊沿间隙下方向上方相向转动,对虾在与两定向辊接触的过程中自动调整至尾部向下的姿态。定向后的对虾在输送推板的推动下匀速向前输送。由于推板均匀排布,对虾可实现有序输送。
2 对虾头尾定向机理分析
去头对虾在腹背方向所成的形状可近似为倒立的等腰梯形,如图2所示。对虾的厚度从尾部至头部逐渐增大,根据几何特征,当在重心上方对腰部施加一对对称的支持力F1和F2时,虾体可达到受力平衡状态,此时虾体能够稳定保持头部向上尾部向下的姿态。
在对虾的分级和剥壳工序中,常采用尼龙材料制成的圆柱对辊作为支撑和工作部件。尼龙辊表面光滑,不会造成虾体损伤。两对辊间形成的双曲面空间可自适应虾体的外形机构和尺寸差异。本文基于对辊作用特性和对虾外形特征,利用平行圆柱对辊相向旋转的方式,对处于两辊间隙的虾体施加支持力与摩擦力,使虾体产生头尾转向运动,从而实现对虾的头尾定向。
2.1 定向前对虾受力分析
对虾落入对辊间隙中,当两侧面与辊面接触时,虾体受力分析如图3所示。图中,O为对虾重心位置,A为对虾与定向辊的接触点。s表示OA的距离,G表示对虾重力,N表示虾体所受支持力在竖直方向的合力,f表示虾体所受摩擦力在竖直方向的合力,N1表示左侧定向辊对虾体的支持力,N2表示右侧定向辊对虾体的支持力,f1表示对虾受到左侧定向辊的摩擦力,f2表示对虾受到右侧定向辊的摩擦力,α表示支持力N1与竖直方向夹角。
由图3a可知,该状态下的虾体在竖直方向的受力不稳定,存在合力矩M=Gs,因此虾体在力矩作用下会绕A点转动。当OA处于竖直方向时,合力矩为零,虾体处于头上尾下的竖直状态。对虾能否成功定向取决于s的大小,s减小导致M减小,虾体不易产生转向运动,当s为零时虾体无法定向。因此接触点A需位于重心O点与虾头之间。由于A点位置由对辊间隙l决定,因此适当增大对辊间隙l有利于虾体的头尾转向运动。
根据上文分析,为实现对虾的头尾定向,对辊间隙l的取值范围需满足
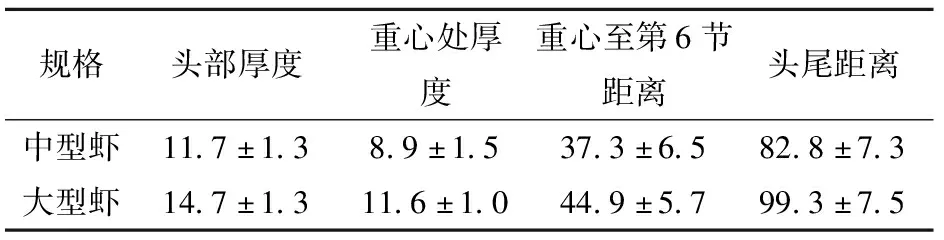
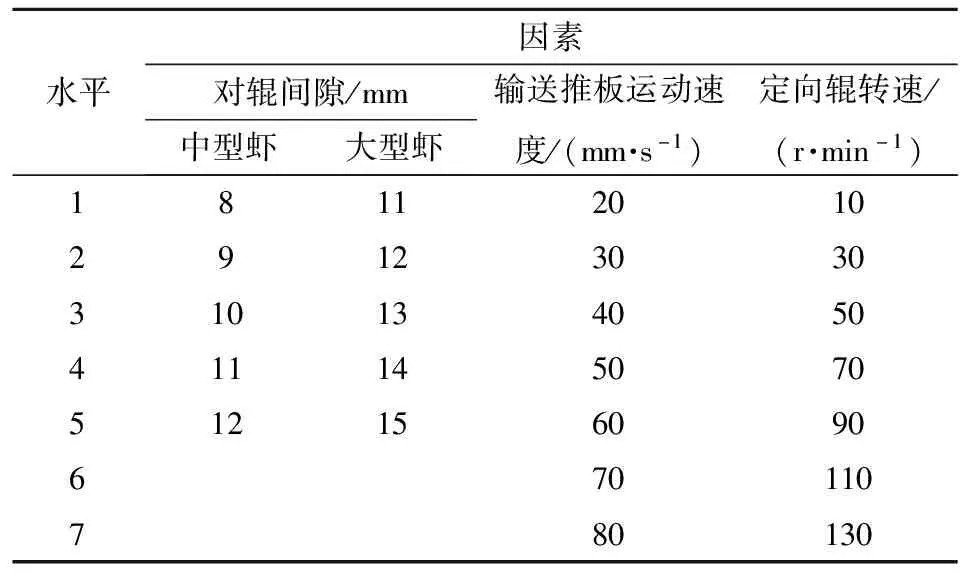
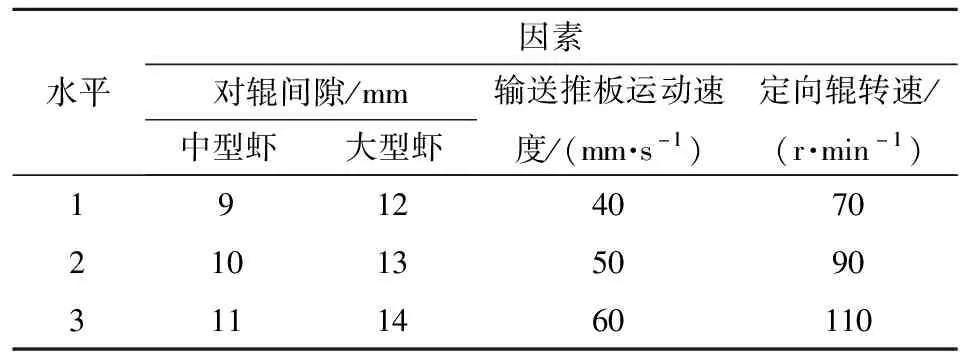
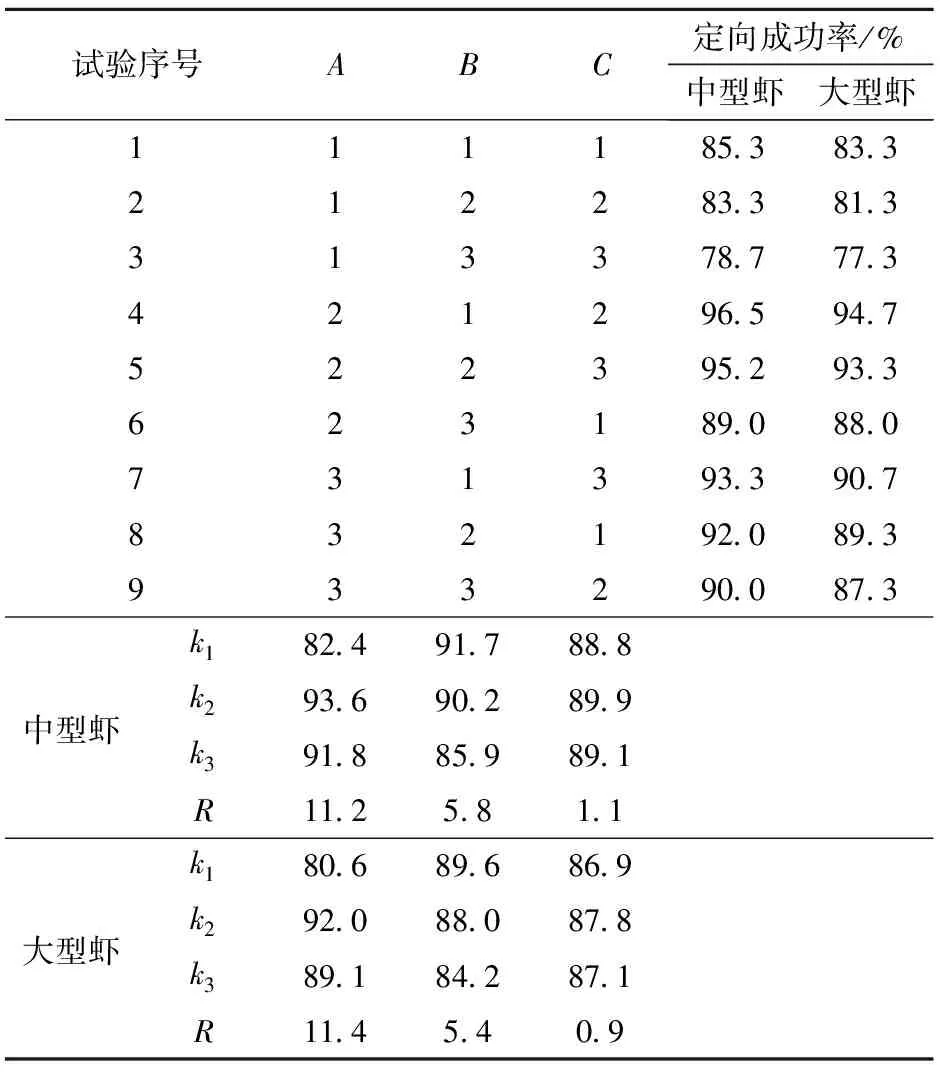
h2 (1) 式中h1——虾体头部厚度,mm h2——虾体重心处厚度,mm 由图3b可得虾体在水平方向的受力为 (2) 式中μ1——对虾与左侧定向辊摩擦因数 μ2——对虾与右侧定向辊摩擦因数 F——对虾水平方向合力,N 对虾与两辊组成轴对称结构,因此支持力N1=N2。虾体两侧面与辊面的摩擦因数也相等,即μ1=μ2。可得合力F=0,即虾体在水平方向受力平衡。 对虾实现头尾定向后仍然存在不稳定的情况,虾体受力分析如图4所示。图中,B为对虾与左侧定向辊的接触点,C为对虾与右侧定向辊的接触点。G1表示对虾重力在B点的分力,G2表示对虾重力在C点的分力。 对虾在B点的受力关系为 (3) 式中F3——对虾在B点受力的合力,N β——对虾与定向辊的摩擦角,(°) 联立式(3)可得F3=0.5Gcosα(tanβ-tanα),同理可得接触点C受力的合力F4与F3大小相等,因此虾体所受合力F5=(F3+F4)sinα=Gsinαcosα(tanβ-tanα)。当α<β时,可得F5>0,方向竖直向上。此时虾体在竖直方向受力不平衡,会出现上下跳动的现象,甚至会从两辊溢出。根据上述分析,为提高对虾头尾定向的稳定性,应满足α≥β。 根据实际生产中对虾分级的规格划分,进一步将54~110只/kg范围的对虾归类为中型虾,将低于54只/kg的对虾归类为大型虾。由于规格过小的对虾一般不适用于开背、去肠、取仁这一定向剥制工序,因此定向装置的设计以中大型对虾为参考。以南美白对虾为对象,对去头后对虾的参数进行测量,测量方法如图5所示。图中,L表示头尾距离,L1表示重心至第6节距离,H表示虾体厚度。 选取中型规格对虾和大型规格对虾各50只作为测量样本,去头对虾尺寸的测量结果如表1所示。 表1 对虾外形尺寸测量结果 为防止对虾从对辊间隙中溢出,促进对虾从喂料口顺利滑至定向辊,设计了如图6所示的侧滑面。两个侧滑面均由尼龙材料制成,分别置于对辊上方,与辊面接触,在定向辊轴向方向形成V形空间。根据对虾头尾定向受力分析可知α≥β,因此侧滑面在辊面的接触点与竖直方向所成角度θ=β。通过试验测量得到去头对虾在光滑尼龙表面的摩擦角为36.5°,为实现对虾的稳定定向,θ设计为36.5°。为保证对虾在侧滑面上顺利下滑,侧滑面的表面倾斜角δ>36.5°,实际取45°。 定向辊是实现对虾头尾定向的主要工作部件,是由尼龙材料制成的光滑圆柱辊。定向辊半径为主要的设计参数。 图7(图中d表示两个侧滑面底部之间的距离,r表示定向辊半径)为定向辊与侧滑面在定向辊轴向所成结构,对虾从两个侧滑面底部之间的空隙进入对辊,对辊间隙l决定落入两定向辊间的对虾能否成功定向,因此对辊参数应满足 (4) 式中h——去头对虾的最大厚度,mm 联立上述各式,计算得 (5) 根据表1对虾外形尺寸的测量结果可得r>10.6 mm。由式(4)可知,当l一定时,r越大,d越大,对虾更易落入对辊间隙中完成定向,因此增大定向辊半径有利于对虾定向。 由于对虾头尾定向后还需从定向辊底部夹持虾尾以实现腹背定向,为保证后续研究中虾体尾部夹持的可行性,定向后的虾体尾部需低于定向辊底面,即定向辊半径小于虾体重心至第6节距离,可得r<30.8 mm。综合上述分析定向辊半径设计为30 mm。 输送推板的作用是推动虾体匀速向前运动,实现对虾的有序输送。其设计应满足两个要求:推动对虾有序输送、不阻碍虾体的头尾转向运动。 为实现对虾有序输送,输送推板的外形需适应侧滑面和对辊形成的V形轮廓结构。根据定向辊和侧滑面结构,设计的输送推板如图8所示,相邻输送推板间可形成相互独立的空间。 为了便于虾体滑落至对辊上,相邻输送推板间距k需大于对虾头尾距离,即k>106.8 mm,因此k设计为6个链条节距,为114.3 mm。为了不阻碍虾体的转向运动,对虾从喂料口下滑至辊面时后续输送推板尚未对虾体施加推力,即虾体的下滑时间t1应小于输送推板前进至推送位置所用的时间t2,因此输送推板应满足 (6) 式中m——对虾质量,kg v1——对虾下滑至对辊间隙时的速度,m/s s1——对虾下滑的距离,m f′——对虾受到来自侧滑面的摩擦力,N μ——对虾沿侧滑面下滑的摩擦因数 s2——喂料口的长度,m v2——输送推板运动速度,m/s g——重力加速度,m/s2 联立式(6)计算得v2<81.6 mm/s,因此输送推板运动速度需小于81.6 mm/s,适当减小输送推板的速度有利于对虾的头尾定向。 本文主要试验设备为对虾定向输送装置,如图9所示。其它仪器设备包括游标卡尺(精度0.1 mm)和电子秤(精度0.1 g)。 选取南美白对虾为试验对象,所用对虾购于北京某超市,虾体新鲜完整。通过称量将试验材料分为中型虾和大型虾两种规格,然后对每只虾进行去头处理。 该装置的主要评价指标为对虾定向成功率,虾体保持头部向上尾部向下的姿态且顺利被输送至定向辊末端视为定向成功,出现对虾未定向或从间隙掉落等情况均视为定向失败。 定向成功率计算公式为 (7) 式中W1——每次试验中定向成功的对虾个数 W2——每次试验的对虾样本数 每次试验从所选用的对虾样本中随机选取50只作为一组,试验重复3次,结果取平均值。 根据上文分析可知,对辊间隙和输送推板运动速度对虾体头尾定向效果有影响。结合理论计算和实际测量结果,中型虾和大型虾对应的对辊间隙范围分别取8~12 mm和11~15 mm。输送推板运动过慢会导致对虾输送效率过低,因此输送推板运动速度范围取20~80 mm/s。通过装置的预试验发现,定向辊转速过低时出现对虾无法转向的情况;定向辊转速过高时,对虾两侧面与辊面的摩擦加剧,造成虾体外壳磨损,会影响对虾的品质。因此定向辊转速对对虾的头尾定向有影响,定向辊转速范围取10~130 r/min。 以对辊间隙、输送推板运动速度、定向辊转速为试验因素,以定向成功率为试验指标,分别以中型虾和大型虾两种规格的对虾为试验对象,进行单因素试验,试验因素水平如表2所示。 表2 单因素试验因素水平 4.4.1对辊间隙 设定输送推板运动速度为40 mm/s,定向辊转速为70 r/min。以中型虾为试验对象时对辊间隙调整为8~12 mm共5个水平,以大型虾为试验对象对辊间隙调整为11~15 mm共5个水平,探究对辊间隙对虾体头尾定向效果的影响,结果如图10所示。 从图10可看出,两种规格的对虾对应的折线图趋势相同,随着对辊间隙的增大,定向成功率先增大后减小。结合对虾头尾定向机理的分析可知,当对辊间隙较小时,虾体与辊面的接触点距离虾体重心较近,虾体所受力矩较小,导致对虾不易转向;当对辊间隙较大时,虾体与辊面的接触点逐渐接近虾头部,虽然可以实现转向,但由于同一规格对虾的厚度仍有差别,厚度较小的对虾会从间隙中掉落,导致定向失败。故较优的对辊间隙对应的水平值为2~4,即中型虾的较优对辊间隙为9~11 mm,大型虾的较优对辊间隙为12~14 mm。 4.4.2输送推板运动速度 设定定向辊转速为70 r/min,中型虾和大型虾所对应的对辊间隙分别为10 mm和12 mm。逐渐调整输送推板运动速度,探究输送推板运动速度对虾体头尾定向的影响,结果如图11所示。 图11表明,随着输送推板运动速度的增加,对虾定向成功率整体上呈逐步下降的趋势。当输送推板运动速度超过60 mm/s时,定向成功率明显下降。结合试验现象分析,试验中出现输送推板推着虾尾向前输送的情况,这是由于虾体还未完成转向运动时后续输送推板已经接触虾体并向虾体施加推力,此时对虾尾部在受到水平推力的作用下达到受力平衡,对虾无法继续转向,因此定向失败。输送推板运动速度越快,留给虾体的转向时间就越短,对虾的定向过程就越容易受到影响。因此输送推板运动速度在20~60 mm/s范围内定向成功率处于较优水平。 由于输送推板运动速度决定装置的输送效率,因此需要考虑定向装置的工作效率。装置的输送效率与输送推板运动速度成正比,由于输送推板运动速度范围为20~80 r/min,因此输送效率可根据比例设为25%、37.5%、50%、62.5%、75%、87.5%、100%。输送推板运动速度的选取方法是在保证较好定向成功率的同时提高输送效率,根据优先级关系设置两个指标的权重为:定向成功率0.8、输送效率0.2。 对定向成功率和输送效率加权求和后得到综合指标与输送推板运动速度的关系,如图12所示。 由图12可知,随着输送推板运动速度的增加,综合指标总体呈先增大后减小的趋势。40~60 mm/s对应的综合指标最高,因此输送推板运动速度的较优范围为40~60 mm/s。 4.4.3定向辊转速 设定中型虾和大型虾所对应的对辊间隙分别为10 mm和12 mm,输送推板运动速度为40 mm/s,探究定向辊转速对虾体头尾定向效果的影响,结果如图13所示。 从图13中可以看出,两条折线走势相似。随着定向辊转速的增加,定向成功率先逐渐增大,然后趋于稳定。定向辊转速在70~130 r/min时定向成功率处于较高水平。定向辊在较高转速下,辊面上附着的水在旋转运动下对虾头产生向上的冲击力,会促进虾体由水平至竖直方向的转向运动,因此对虾更易定向。试验中发现,定向辊转速为130 r/min时少量对虾的外壳表面会出现一定程度的磨损,但外壳均无破裂现象。为保证定向后的对虾品质,确定定向辊转速的较优范围为70~110 r/min。 4.5.1试验方案设计 为探究装置的各影响因素对虾体头尾定向影响的主次顺序,确定最优的水平组合,在单因素试验结果基础上,进行正交试验。以对辊间隙、输送推板运动速度、定向辊转速为试验因素,以定向成功率为试验指标,分别进行中型和大型两种规格对虾的正交试验。因素水平如表3所示,采用正交表L9(34)进行试验。 表3 正交试验因素水平 4.5.2试验结果分析 对虾定向输送装置正交试验结果如表4所示,表中A、B、C分别表示对辊间隙、输送推板运动速度、定向辊转速的水平值。 表4 正交试验结果 对试验结果进行极差分析,得到影响中型和大型两种规格对虾的定向成功率的因素主次顺序一致,均为对辊间隙A、输送推板运动速度B、定向辊转速C,最优组合均为A2B1C2,即输送推板运动速度取40 mm/s,定向辊转速取90 r/min,当定向中型虾时对辊间隙取10 mm,定向大型虾时对辊间隙取13 mm,在该参数下试验装置的工作效果最好。 4.5.3验证试验 为验证装置的定向效果,在最优参数组合下进行试验,定向试验现场如图14所示。设置对辊间隙10 mm,输送推板运动速度40 mm/s,定向辊转速90 r/min。从中型规格的对虾样本中随机选取50只进行试验,试验重复3次,结果取平均值,得到定向成功率为97.3%。设置对辊间隙13 mm,输送推板运动速度40 mm/s,定向辊转速90 r/min。从大型规格的对虾样本中随机选取50只进行试验,试验重复3次,计算平均值得到定向成功率为94.7%。试验中虾体均无损伤,能够实现有序输送,定向效果达到最优。 (1)通过对去头对虾头尾定向机理的分析和试验表明:采用平行对辊相向转动的方式进行对虾头尾定向是可行的,结合对虾外形尺寸设计的对虾定向输送装置,能够获得虾体头部向上、尾部向下的定向效果,达到有序输送的目的。 (2)通过单因素试验研究了对辊间隙、输送推板运动速度和定向辊转速对虾体头尾定向的影响规律。结果表明:定向成功率随对辊间隙的增加呈先增、后减的趋势,随输送推板运动速度的增加呈逐步下降的趋势,随定向辊转速的增加呈先增大、后趋于稳定的趋势。通过分析确定了3个因素的较优范围。 (3)进行了两种规格南美白对虾的正交试验,结果表明,影响头尾定向成功率的因素主次顺序为对辊间隙、输送推板运动速度、定向辊转速。最优参数组合为:输送推板运动速度40 mm/s、定向辊转速90 r/min、中型虾对应的对辊间隙10 mm、大型虾对应的对辊间隙13 mm,在最优参数组合下中型虾和大型虾的定向成功率分别为97.3%、94.7%。2.2 定向后对虾受力分析
3 关键部件设计
3.1 对虾外形尺寸测量
3.2 侧滑面
3.3 定向辊
3.4 输送推板
4 对虾头尾定向试验
4.1 试验仪器与设备
4.2 试验材料
4.3 试验指标
4.4 单因素试验
4.5 正交试验
5 结论
猜你喜欢
当代水产(2022年8期)2022-09-20
当代水产(2022年5期)2022-06-05
小资CHIC!ELEGANCE(2022年2期)2022-01-11
当代水产(2021年8期)2021-11-04
当代水产(2021年4期)2021-07-20
幼儿教育·教育教学版(2020年8期)2020-12-23
幼儿教育·教育教学版(2020年8期)2020-12-23
航空发动机(2020年3期)2020-07-24
延河(2017年7期)2017-07-19
阳光(2017年7期)2017-07-18