
西门子SIMOTION控制器在铆接设备中的应用
2021-06-22 03:39于会龙
机电信息 2021年15期
于会龙


摘要:以西门子SIMOTION运行控制器为基础,通过实验铆接机对自动钻铆过程中的位置精度、压铆力控制等性能指标进行检测实验,实现SIMOTION控制器在铆接机中的应用设计。铆接控制系统包括SIMOTION运动控制系统、ADI4模数转换器、安川伺服驱动器、欧瑞变频驱动器、科尔摩根以及TOX伺服运行程序块。
关键词:SIMOTION运行控制器;TOX伺服运行程序块;科尔摩根
0 引言
自动钻铆技术是飞机制造业的重要技术,国内外数十年的铆接装配技术应用证明,采用自动钻铆机后的装配效率比手工铆接装配至少高10倍,并能节省安装成本,改善劳动条件,确保安装质量,大大减少人为因素造成的缺陷。
我公司开发的数控钻铆机属于航空航天数控装备制造领域中飞机壁板铆接的精加工设备,其主要用于航空航天、船舶领域。机床整体外观如图1所示。
1 SIMOTION控制器使用方案
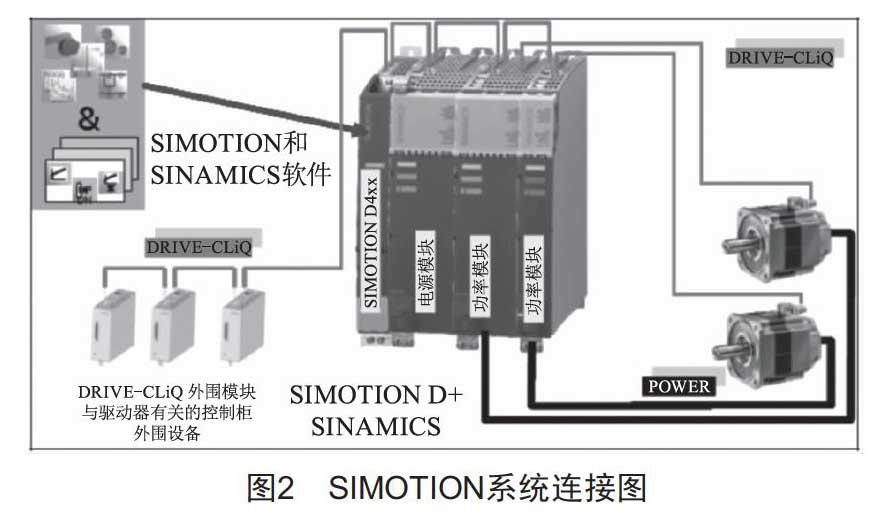
SIMOTION系统选用的是SIMOTION D425-2 DP/PN,系统连接图如图2所示。硬件部分主要包括SIMOTION D控制器单元、电源模块(经过进线电抗器)、功率模块、伺服电机等。
SIMOTION D425-2 DP/PN主要包括5个DRIVE-CLiQ接口X100~X105,用来连接支持此协议的设备,比如伺服电机编码器。控制器自带3组输入/输出接线端子——X122、X132和X142,可根据实际需求配置输入和输出的数量,其中X142带有快速输入/输出点。控制器采用DC24 V供电。控制器的X150网口相当于一个三孔交换机。控制器可以通过预留的槽扩展外加选项模块。控制器X126接口支持ProfiBUS通信,X136接口除了支持ProfiBUS通信外,还支持MPI通信。控制器自带两个USB接口——X125和X135,网口X130支持ProfiNET通信,X127网口一般用来调试设备。控制器底部自带冷却风扇。控制器接口介绍如图3所示。
SIMOTION系统的编程软件:SIMOTION系统编程使用的是西门子SCOUT,其编程界面如图4所示。在SCOUT中添加控制系统,根据实际订货号选择D425-2 DP/PN。ADDRESS LIST显示系统的输入及输出点位对应的信息。GLOBAL DEVICE VARIABLES里是系统所建立的全局变量。AXES是各个轴的配置信息。PROGRAMS是SCOUT的编程语言,总共有3种:文本化语言ST、流程图语言MCC和梯形图LAD/FBD。通常情况下,ST语言可以方便地实现复杂的运动、逻辑和工艺控制功能,MCC编程语言可以方便地编写运动控制程序,LAD语言可以方便地实现逻辑控制。SINAMICS_Integrated是对系统驱动的配置信息,其中对驱动的配置有在线和离线两种方式。
2 末端执行器控制
末端执行器包括主轴进给单元、电主轴单元、压力脚单元(含法向测量、低温微量润滑、除屑等)和视觉模块。图5所示为末端执行器总体结构图。
制孔末端执行器具有法向测量、视觉定位、高精度制孔、刀具冷却润滑、铝屑收集等功能。
(1)压紧:压力脚的可靠压紧是制孔质量的重要保证之一。压力脚压力根据制孔需要进行调节,其压紧时的刚度会直接影响制孔质量。末端执行器采用数字式比例调压阀根据控制系统要求调节压力脚气缸进气口压力,采用刚度较高的精密导轨保证压力脚刚度。
(2)制孔及铆接:末端执行器采用高精度fischer电主轴,其轴向和径向跳动不超过2 μm。进给装置采用高精度的滚珠丝杆和直线导轨组合,保证制孔精度。
(3)加工基准测量:末端执行器采用视觉检测方案,提供高精度的加工基准测量数据。为了保证加工基准检测效果,视觉检测单元配有专用视觉系统光源。
(4)法向测量:末端执行器采用3个高精度的距离传感器,测量得到的模拟量信号经过信号处理模块传送至SIMOTION系统,在SIMOTION系统中用ST语言编写复杂的微平面法向矢量算法,经算法处理后,可得到执行机构机器人的位姿调整角度,再由机器人完成法向的调整。
3 法向测量
法向测量模块使用的传感器是CD22-15 M12,共有3个。CD22-15的检测距离是15 mm,检测范围是±5 mm,分辨率达到了1 μm,线性精度为±0.005 mm。
法向找正原理如图6所示,从微观几何的角度分析,空间曲面Σ上任意一点M(x,y,z)附近的一个微小曲面△Σ(曲面边界上各点与M的距离趋近于零),可近似处理为一个微平面△S。这样,曲面Σ在点M(x,y,z)的法线方向可替代为△S的法线方向。
通过3个激光位移传感器得到距离数据,通过SIMOTION内编写的算法得到机器人的运行轨迹。因为机器人轨迹是圆弧,和机床的补偿算法有所不同,机器人要绕一个虚拟的轴旋转合适的角度。SIMOTION的文本化编程可以处理这样复杂的数学计算,将激光位移传感器得到的值代入公式,即可得到机器人坐标系下需要旋转的角度,再把角度值通过ProfiNET传送给机器人,即可完成法向的测量和调整。
4 可视化手持单元
自动制孔系统的手持单元,是西门子的Mobile Panel 277,如图7所示。传统的手持单元只具备轴选和移动控制功能,无法实时得到轴的实际位置坐标,在前期手動确定某些位置参数的过程中非常不方便,需要多名操作人员协同完成。西门子的移动式操作面板不但具备普通手持单元的所有功能,而且加入了可视化界面与触摸屏的操作。
Mobile Panel 277带有1个使能按钮、1个停止按钮、1个手轮、1块7.5寸64K彩色触摸屏、18个功能键。移动面板通过PN转接盒和SIMOTION系统通信,通信协议是ProfiNET。
5 电气总体方案设计
(1)采用德国西门子SIMOTION D425控制器,通过ProfiBUS连接西门子ADI4数模转换器给安川伺服及主轴变频器提供0~10 V模拟电压;
(2)利用安川伺服驱动器的编码器仿真接口实时反馈电机位置到ADI4数字输入接口,形成位置环;
(3)通过SIMOTION ProfiBUS DP从站控制科尔摩根伺服及TOX伺服运行程序块,实现上下铆缸的运动,同时实现铆力检测及实时反馈。
电气连接如图8所示。
自动钻铆机数控系统选用SIMOTION-D系统,半闭环控制,4个模拟口分别驱动钻主轴的旋转(SP轴)、工作台的移动(X轴)、钻主轴横向进给移动(Y轴)、钻主轴的纵向进给移动(Z轴)、上铆控制和下铆控制,伺服系统选用了安川交流模拟驱动单元及交流主轴电机、科尔摩根电机、TOX电机,数控系统与伺服系统构成闭环控制结构,满足了本自动钻铆机的加工精度要求。本机床的逻辑控制是利用SIMOTION自动编程器完成的。
6 PLC配置
STEP7硬件配置需在ProfiBUS DP从站配置ADI4,另外,还需要在ProfiBUS DP/MPI上配置TOX控制器以及在ProfiBUS IO上配置科尔摩根控制器。首先将TOX与科尔摩根自带硬件所需的GSD文件导入到STEP7中并将其配置到DP从站,该从站可以自行分配输入/输出地址且不可与其他输入/输出模块的地址冲突。具体配置过程如图9所示。
7 触摸屏界面
通过西门子博图软件编写触摸屏界面,定义功能。将SIMOTION定义好的变量分配给触摸屏定义的按键及对话框,如图10所示。
8 采用SIMOTION控制器实现的主要功能
8.1 模拟伺服轴控制
通过SIMOTION将运动指令發送给ADI4,ADI4将其转化为模拟电压并输出给安川伺服控制器,实现进给轴运动。
8.2 主轴变频器控制
通过SIMOTION将运动速度指令发送给ADI4,ADI4将其转化为模拟电压并输出给欧瑞变频器,实现主轴旋转运动。
8.3 上铆及下铆铆接过程控制
SIMOTION与TOX及科尔摩根实现信号交换,SIMOTION发出运动指令,TOX及科尔摩根控制器用来实现铆接过程。
8.4 加工前的准备工作
铆接工件时,操作者先手动用塞尺进行预对刀。选择加工程序,在自动方式下按程序启动按钮,主轴旋转,Y轴横向移动到钻孔位置,Z轴向下运动进行钻孔。钻孔完成后Z轴回退至安全位置。自动送钉,Y轴横向移动到下铆位置。上铆到达压铆位置,下铆执行工件压铆。
机床加工指令利用SIMOTION自动运动控制指令编写,实现自动铆接功能。操作界面采用西门子博图软件开发编写触摸屏界面,使加工编程更加方便,操作更加人性化。
9 结语
SIMOTION运动控制系统在铆接机中的应用,可以实现模拟伺服轴精确控制及定位,与TOX及科尔摩根之间信号传输精确,设备性能稳定。
[参考文献]
[1] 王薇.深入浅出西门子运动控制器——SIMOTION实用手册[M].北京:机械工业出版社,2013.
猜你喜欢
科技风(2021年10期)2021-04-18
科学导报·科学工程与电力(2019年44期)2019-09-10
环球市场信息导报(2018年17期)2018-08-05
知识就是力量(2018年7期)2018-07-11
科学与财富(2016年34期)2017-03-23
科技创新与品牌(2015年10期)2015-10-27
科技与创新(2014年9期)2014-08-02
职业·中旬(2009年10期)2009-01-22
